Если команда на сброс будет дана после прохождения передним концом следующего прутка некоторой точки //, находящейся на расстоянии (f + &i), то возмол ен загиб переднего конца и аварийный выброс прутка на поле холодильника, вызванный захватом переднего конца следующего прутка в момент сброса предыдущего (бурежка).
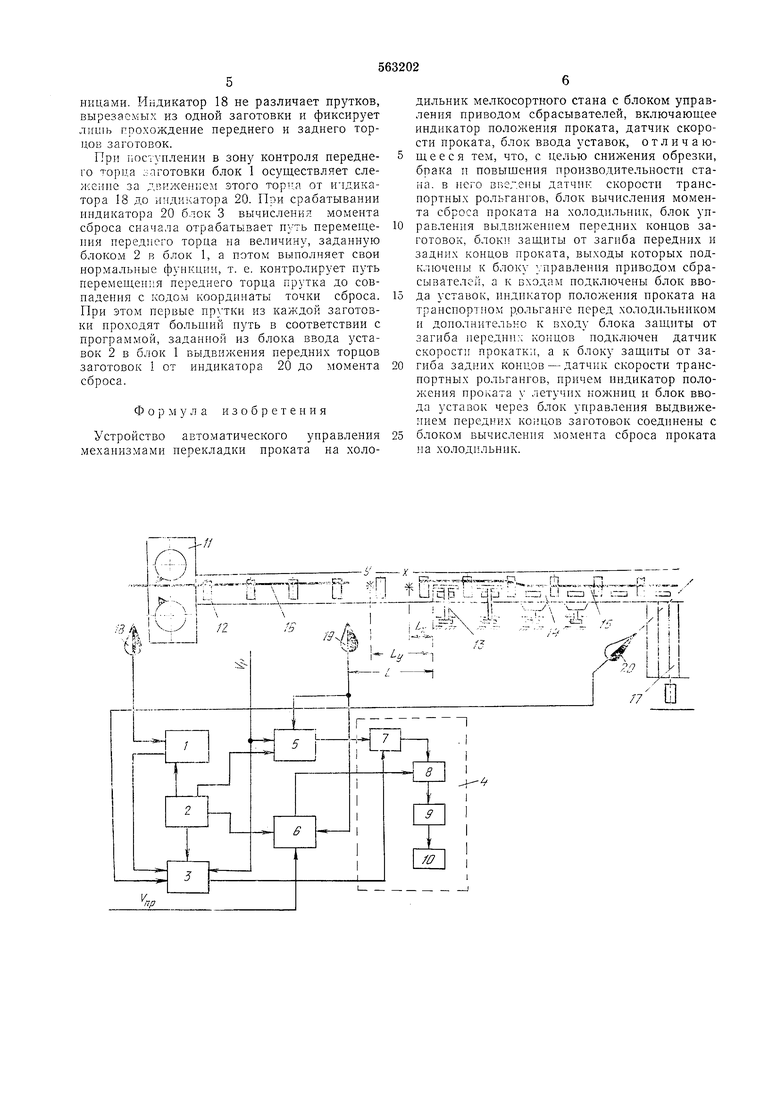
На чертеже приведена структурная схема предлагаемого устройства.
Устройство содержит блок 1 выдвижения передних концов заготовок, блок 2 ввода уставок, блок 3 вычисления момента сброса, блок 4 управления приводом сбрасывателей, блок 5 защиты от загиба задних концов проката, блок 6 защиты от загиба передних концов проката.
Блок 4, в свою очередь, содержит схему совпадения 7, собирательную схему 8, триггер управления 9 и схему 10 электропривода.
На чертеже показана также привязка устройства к технологической линии стана: летучие ножницы 11, транспортный рольганг 12, отбойники 13, зона 14 действия сбрасывателей, прокат 15 в зоне сбрасывателей, прокат 16 на транспортных рольгангах перед холодильником, холодильник 17.
Кроме того, в состав устройства входят иидикаторы положения проката: 18 - установленные перед летучими ножницами, 19 - па транспортных рольгангах на расстоянии L до зоны действия сбрасывателей, 20 - на транспортных рольгангах в зоне холодильника и датчики скорости прокатки и транспортных рольгангов (на чертеже не показаны).
Перед началом работы на блоке 2 ввода уставок задают: величину выдвил ения передник концов заготовок, координату точки сброса проката на холодильник, блокировочные расстояния (L-LX)-для защиты от загиба задних концов и (L-Ly)-для защиты от забига передиих концов.
Основной режим работы устройства - управление механизмами перекладки проката на холодильник с выравниванием передних торцов - реализуется следующим образом: при достижении передним торцом проката индикатора 20 положения металла блок 3 вычисления момента сброса начинает вычислять путь перемещения переднего торца по информации датчика скорости рольгангов Vp, включенного на входе блока 3; в момент равенства пути, пройденного передним торцом проката, коду координаты точки сброса, заданной блоком 2, блок 3 посылает команду на сброс проката на вход схемы совпадения 7 блока 4.
Однако сброс проката на холодильник произойдет только при наличии разрешения из блока 5 защиты от загиба задиих концов проката, который работает следующим образом: при появлении заднего торца проката в зоне контроля индикатора 19 наличия металла блок начинает вычислять путь, проходимый задним торцом по информации датчика скорости транспортных рольгангов (Vp), включенного на его входе при равенстве пути, пройденного задним торцом роката, контрольному расстоянию (L-L.,-}, заданному блоком 2; на вход схемы совпадения 7 блока 4 поступает сигнал разрешения сброса ироката на холодильник из блока 5.
Если при этом на другой вход схемы 7 уже поступил сигнал из блока 3, то сигнал с выхода схемы совпадения 7 через собирательную схему 8 запускает триггер управления 9, который, в свою очередь, выдает ко.манду в схему привода сбрасывателей.
Управление механизмами перекладки проката на холодильник с выравниванием передних концов достигается только в том случае, если разрешение на сброс проката на холодильник с блока 5 поступает на схему совпадения 7 раньше, чем команда па сброс из блока 3. Если команда из блока 3 проходит ральше, чем разрешение из блока 5, то у оператора загорается сигнал, свидетельствующий о том, что точка сброса проката на холодильник (выравнивание передних торцов) выбрана неправильно, ее необходимо сдвинуть вдоль холодильника в направлении прокатки. Этот режим может использоваться сознательно при необходимости выравнивания на холодильнике задних торцов проката.
При этом с блока 2 задается код координаты точки сброса, равный нулю, т. е. при достижении передним торцом проката индикатора 20 наличия проката с блока 3 на схему совпадения 7 сразу же выдается разрешение на сброс проката на холодильник. При этом момент сброса будет определяться только путем перемещения заднего торца проката за зоной индикатора 19 наличия проката. Меняя с блока 2 блокировочное расстояние (L-L.J, молчпо перемещать вдоль холодильника точку выравнивания задних торцов проката. При любом режиме работы устройства осуществляется защита от забуривания, реализуемая блоком 6, который работает следующим образом: при появлении переднего торца следующего прутка в зоне индикатора 19 наличия проката блок 6 защиты от загиба передних концов начинает вычислять путь, проходимый неред11им концом, по информации датчика скорости прокатки (Vnp), при совпадении пути с контрольным расстоянием (L- -Ly), если еще не была выдана команда на сброс предыдущего прутка из блоков 3, 5 через схему совпадения 7 и вне зависимости от нахождения иредыдущего прутка в зоне сбрасывателей блок 6 через собирательную схему 8 запускает триггер управления 9, с которого поступает команда па сброс предыдущего прутка в схему привода.
Предлагаемое устройство обеспечивает также программное выдвижение передних торцов заготовок под зачистку на линии холодной резки. Эту функцию выполняет блок I. На выходе блока включен индикатор 18 наличия проката, установленный перед летучими ножнкцами. Индикатор 18 не различает прутков, вырезаемых из одной заготовки и фиксирует лишь прохождение переднего и заднего торцов заготовок.
При г.оступлении в зону контроля переднего торца заготовки блок 1 осуществляет слежение за движением этого торца от ичдикатора 18 до индикатора 20. Пои срабатывании индикатора 20 блок 3 вычисления момента сброса сначала отрабатывает путь неремещеиия переднего торца на величину, заданную блоком 2 в блок 1, а потом выполняет свои нормальные функции, т. е. контролирует иуть перемещения переднего торца прутка до совпадения с кодом координаты точки сброса. При этом первые прутки из каждой заготовки проходят больший путь в соответствии с программой, заданной из блока ввода уставок 2 в блок 1 выдвижения иередних торцов заготовок 1 от индикатора 20 до момента сброса.
Ф о j) м у л а изобретения
Устройство авто.матического уиравления механизмами перекладки проката на холодильник мелкосортного стана с блоком управления приводом сбрасывателей, включающее индикатор положения проката, датчик скорости проката, блок ввода уставок, отличающ е е с я тем, что, с целью снижения обрезки, брака и повыщения производительности стана, в него ввег.еиы датчик скорости транспортных рольгангов, блок вычисления момента сброса проката на холодпльник, блок управления выдвижением нередних концов заготовок, блоки защиты от загиба передних и задних концов проката, выходы которых подключены к блоку управления приводом сбрасывателей, а к входам подключепы блок ввода уставок, индикатор положения проката на транспортном рольганге неред холодильником и дополнительно к входу блока защиты от загиба передних концов подключен датчик скорости прокатки, а к блоку защиты от загиба задних концов - датчик скорости трансиортных рольгангов, причем индикатор иоложения проката у летучих ножииц и блок ввода уставок через блок управления выдвил ением передних концов заготовок соедииены с
блоком вычисления момента сброса проката на холодильник.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического управления механизмами перекладки проката на холодильник мелкосортного стана | 1975 |
|
SU602251A2 |
| Устройство автоматического управленияМЕХАНизМАМи пЕРЕКлАдКи пРОКАТА HA ХОлО-дильНиК | 1979 |
|
SU835547A2 |
| Устройство автоматического управления скоростью транспортировки проката | 1973 |
|
SU498053A1 |
| Устройство для автоматического управления механизмами сброса прутков на холодильник мелкосортного стана | 1978 |
|
SU774644A1 |
| Способ повышения скорости прокатки на мелкосортном прокатном стане и устройство для его осуществления | 1978 |
|
SU910248A1 |
| Устройство для выравнивания полос проката на холодильнике мелкосортного стана | 1986 |
|
SU1378969A1 |
| Устройство поштучной выдачи длинномерных заготовок из сортового проката | 1989 |
|
SU1632584A1 |
| Устройство для управления сбросом прутков на холодильник сортового стана | 1986 |
|
SU1400686A2 |
| Клапанный сбрасыватель проката | 1978 |
|
SU774652A1 |
| Устройство для автоматического определения теоретического веса товарных пакетов сортового проката | 1975 |
|
SU546789A2 |
