1
Изобретение относится к литейному производству, в частности к оборудованию для безопочной формовки форм и стержней.
Известен автомат для безопочной формовки, содержащий станину со смонтированными на ней прессовыми цилиндрами с модельно-прессовыми плитами, пескодувный узел для подачи формовочной смеси, механизм сборки готовых форм, челнок с закрепленными на нем камерами прессования 1.
Недостатком указанного автомата является сложность конструкции.
Также известен автомат ля изготовления безопочных форм, включающий пескострельную головку со стороны выдувного отверстия, к которой жестко прикреплена опока, и модельно-прессовые и выталкивающие плиты с приводами; пескострельная головка с опокой установлена поворотно от реверсивного привода относительно вертикальной оси, а модельно-прессовые плиты расположены перпендикулярно направлению выталкивания готовой формы 2.
Недостатком известных устройств является сложность конструкции.
Цель изобретения - упрощение конструкции и синхронизация работы механизмов.
Это достигается тем, что привод механизмов выполнен в виде щатунно-кривощипных механизмов с радиусами кривошипов, обеспечивающих технологическую последовательность срабатывания механизмов автомата, соединенных соответственно с шибером загрузочного устройства, прессовыми плитами, шибером неподвижной опоки и выталкивающей плитой, расположенной под опокой, а также пневмоцилиндром с площадкой, кран управления которого соединен рычажным механизмом с выталкивающей плитой.
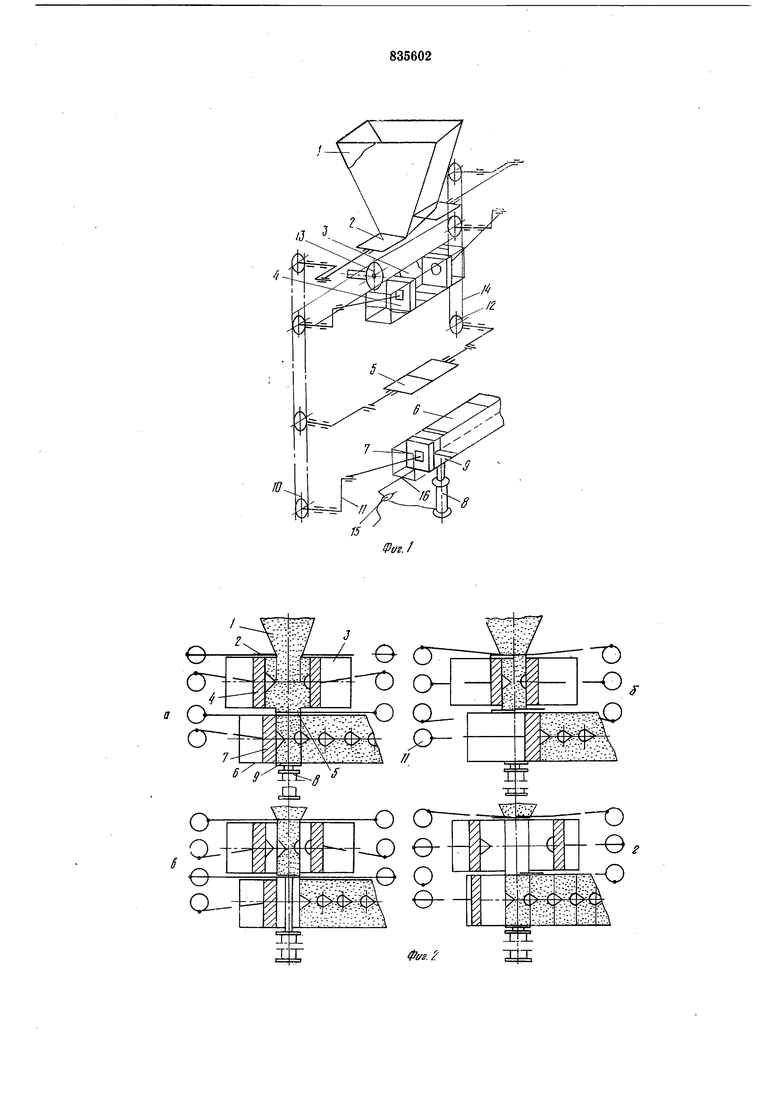
На фиг. 1 дана кинематическая схема автомата; на фиг. 2 - схема работы механизмов автомата при изготовлении безопочной формовки.
Автомат состоит из загрузочного устройства 1 с шибером 2, неподвижной опоки 3, модельно-прессовой плиты 4, шибера 5, образующего дно опоки и обеспечивающего выдачу формы на направляющий желоб 6, выталкивающей плиты 7, расположенной под опокой, пневмоцилиндра 8 с площадкой 9, валов 10 с шатунно-кривошипными
механизмами 11, установленными под разными углами и с различными радиусами кривощипов, ведомых звездочек 12, привода 13 с ведущей звездочкой, цепных передач 14, крана управления 15 и рычажного
механизма 16.
Автомат работает следующим образом.
При вращении ведомых звездочек 12 валы 10 при помощи шатунно-кривошипных механизмов 11 (положение о фиг. 2) передают движение шиберу 2, при открывании которого формовочная смесь подается в опоку 3, а модельно-прессовые плиты 4 двигаются навстречу друг другу, при этом шибер 5 перекрывает нижнее окно опоки.
В это время изготовленная в предыдущем положении форма находится на площадке 9 пневмоцилиндра 8 в нижнем положении и выталкивающая плита 7 начинает перемещать ее по направляющему желобу 6.
При дальнейшем вращении валов 10 шибер 2 (положение б фиг. 2) перекрывает загрузочное устройство 1, модельно-прессовые плиты 4 осуществляют уплотнение формы с двух сторон, выталкивающая плита 7 завершает проталкивание готовой формы и начинает движение в обратном направлении. В то же время щатунно-кривошипные механизмы И шибера 5 подготавливают его к открытию нижнего окна опоки 3.
Вращаясь далее, валы 10 с помощью ме ханизмов 11 продолжают перемещать шибер 2 (положение в фиг. 2) в направлении перекрытия загрузочного устройства 1, модельно-прессовые плиты 4 двигаются в противоположном направлении, осуществляя протяжку модели, выталкивающая плита 7 продолжает возвращаться в исходное положение и с помощью рычажного механизма 16 воздействует на кран управления 15 пневмоцилиндром 8. В результате площадка 9 поднимается в крайнее верхнее положение. Одновременно происходит раскрытие шибера 5, переключение крана управления 15, и изготовленная форма из опоки
2 отпускается на площадку 9 на уровень дна направляк)ш,его желоба 6.
При дальнейшем вращении валов 10 шибер 2 (поло5кение г фиг. 2) подготавливается движением в обратную сторону к открытию загрузочного устройства 1, модельно-прессовые плиты 4 движутся навстречу одна другой, шибер 5 перекрывает нижнее окно опоки 3.
0 Плита 7 движется в направлении выталкивания формы.
Дальнейшее вращение валов 10 обеспечивает непрерывное повторение описанного цикла.
5Формула изобретения
Автомат для безопочной формовки, содержащий загрузочное устройство с щибером, две приводные модельно-прессовые плиты,
0 неподвижную опоку, приемный направляющий желоб для заформованной стопки и выталкивающую плиту, отличающийся тем, что, с целью упрощения конструкции и синхронизации работы механизмов, привод
5 их выполнен в виде кривошипно-шатунных механизмов с радиусами кривошипов обеспечивающих технологическую последовательность срабатывания механизмов автомата, соединенных соответственно с шибеQ ром загрузочного устройства, прессовыми плитами, шибером неподвижной опоки и выталкивающей плитой, расположенной под опокой, а также пневмоцилиндром с площадкой, кран управления которого соедис нен рычажным механизмом с выталкивающей плитой.
Источники информации, принятые во внимание при экспертизе
1.Проспект фирмы «Henry Wallwork, Англия, 1968.
2.Авторское свидетельство СССР дго 444602, кл. В 22С 11/10, 1972.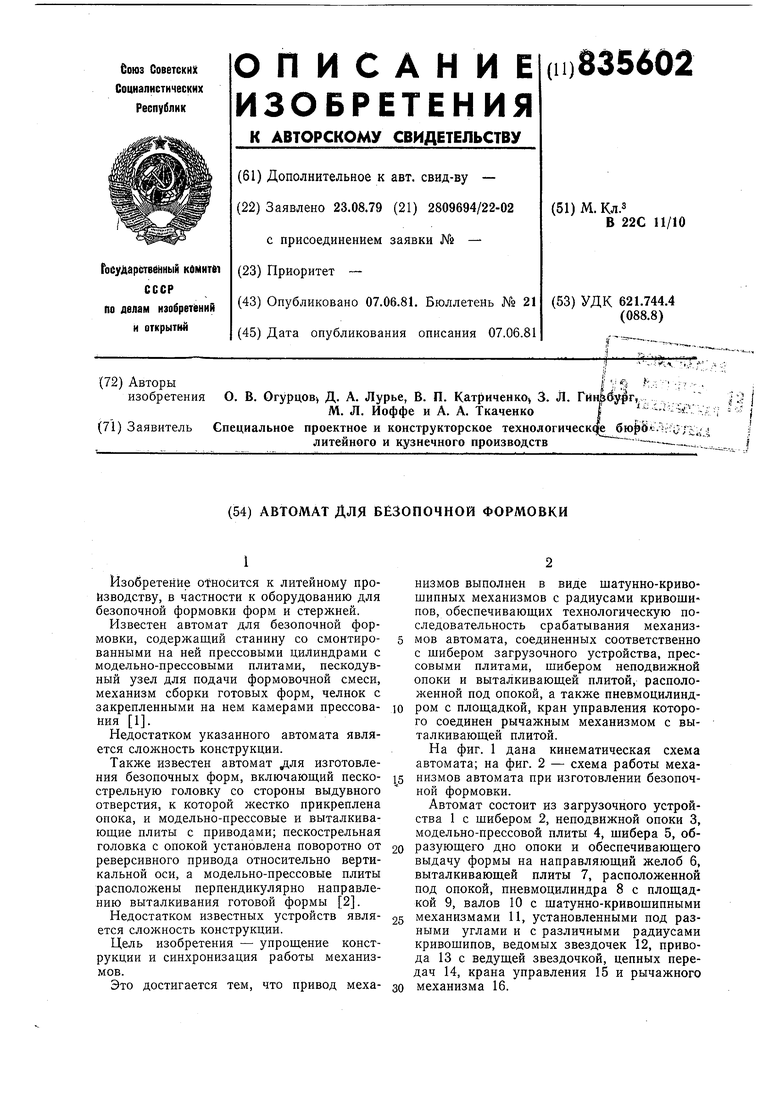

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| Автомат для безопочной формовки | 1980 |
|
SU929303A2 |
| Устройство для безопочной формовки | 1977 |
|
SU682318A1 |
| КОЛЕНЧАТО-ВИНТОВОЙ ПРЕСС | 1992 |
|
RU2016769C1 |
| Автоматическая линия для безопочной формовки | 1976 |
|
SU651887A1 |
| ОПОКА ДЛЯ ФОРМОВОЧНОЙ МАШИНЫ И СПОСОБ ФОРМОВКИ С ИСПОЛЬЗОВАНИЕМ ОПОКИ | 2005 |
|
RU2354491C2 |
| Автомат для изготовления безопочных форм | 1972 |
|
SU449768A1 |
| Установка для безопочной формовки | 1976 |
|
SU774775A1 |
| Машина для изготовления безопочных литейных форм | 1982 |
|
SU1060297A1 |
| Формовочная машина для изготовления нижних полуформ | 1985 |
|
SU1276429A1 |