(5) АВТОМАТ ДЛЯ БЕЗОПОЧНОЙ ФОРМОВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для изготовления безопочных литейных форм | 1982 |
|
SU1060297A1 |
| Установка для изготовления безопочных форм | 1975 |
|
SU555971A1 |
| Установка для изготовления стопки безопочных форм | 1976 |
|
SU620330A1 |
| Автомат безопочной формовки | 1979 |
|
SU835602A1 |
| Машина для изготовления безопочных форм | 1975 |
|
SU697041A3 |
| Машина для изготовления безопочных литейных форм | 1983 |
|
SU1119767A2 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| Устройство для безопочной формовки | 1977 |
|
SU682318A1 |
| Установка для горизонтально-стопочной безопочной формовки | 1975 |
|
SU561606A1 |
| Формовочный блок безопочной формовки | 1981 |
|
SU1028417A1 |
I
Изобретение относится к литейномуу производству, в частности к оборудо-; ванию для безопочной формовки форм, и стержней.
По основному авт. св. № 835б02 известен автомат для безопочной формовки, содержащий загрузочное устройство с шибером, две приводные подмодельно-прессовые плиты, подвижную опоку, приемный направляющий желоб для заформованной стопки и выталкивающую плиту fl.
Недостатком указанного автомагта является то, что смена подмодельных плит производится вручную.
Цель изобретения - автоматизация смены подмодельных плит.
Поставленная цель достигается тем, что автомат снабжен контейнерами с задними подвижными стенками и конвейерными днищами, приводами для выталкивания подмодельных плит. На прессовых плитах установлены электромагниты, а конвейерное днище выполнено
В виде ленты с направляющими планками, делящими днище на секции для ; установки подмодельных плит.
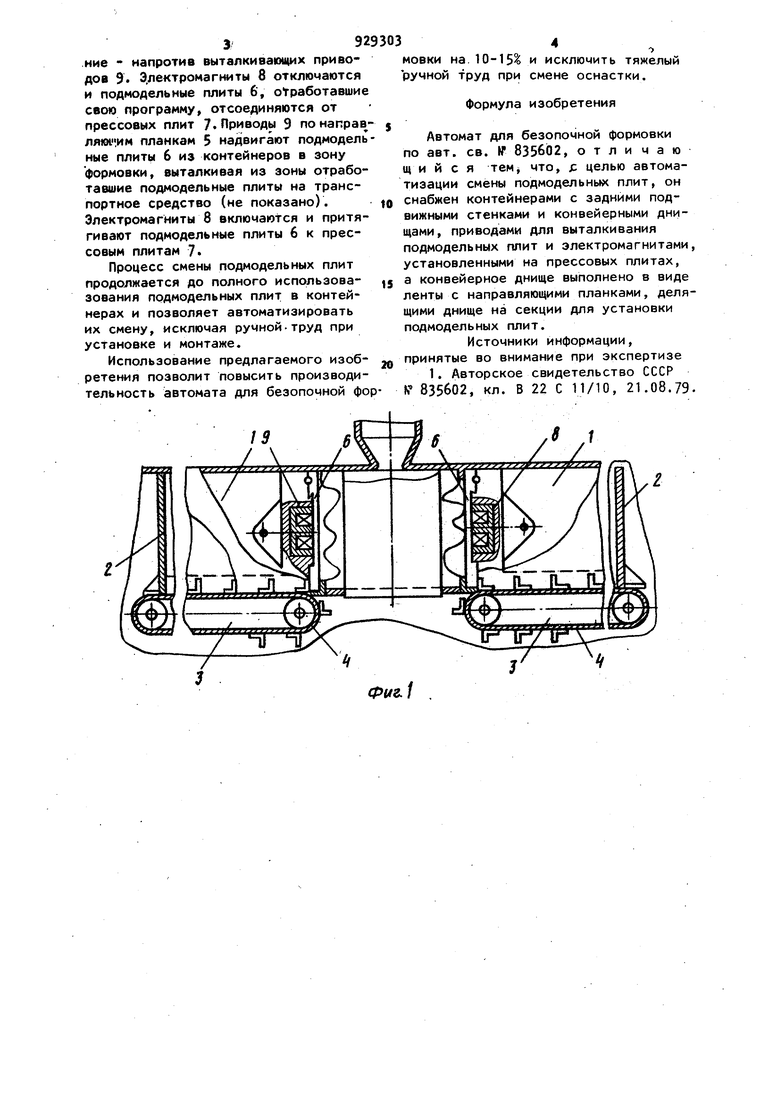
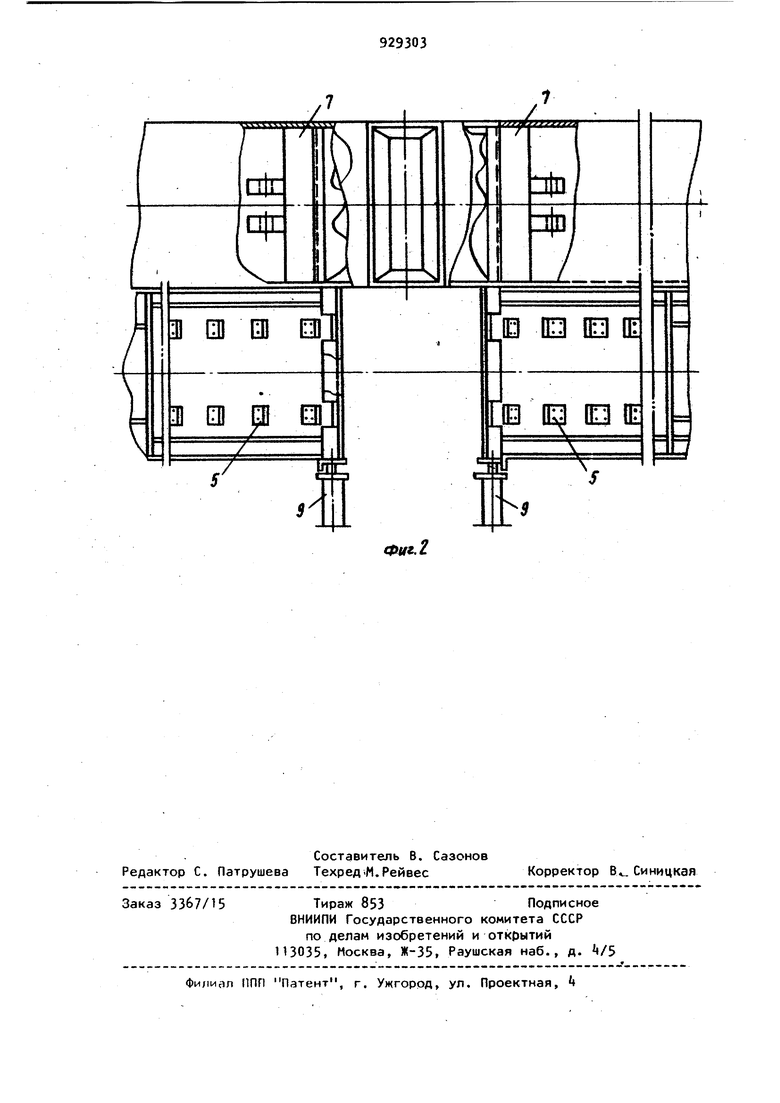
На фиг. 1. изображен автомат для безопочной формовки, общий вид; на фиг. 2 - то же, вид сверху.
Автомат содержит контейнеры 1 -С подвижными задними стенками 2 и конвейерными днищами 3 выполненными в виде ленты k с направляющими планка-, ми 5 делящими днище 3 на секции. В секции помещают подмодельные плиты 6 с модельным комплектом. Прессовые плиты 7 снабжены электромагнитами 8.. Автомат имеет приводы Э, например гидравлические, для выталкивания подмод ел ь ных пли т 6.
Автомат работает следующим образом.
Подмодельные плиты 6 устанавливают в секциях на конвейерных днищах 3, имеющих шаговый привод. Для смены, подмодельных плит 6 первая пара плит подается в крайнее положа392 .ние напротив выталкивающих приводоа 9. Э.лектронагниты 8 отключаются и подмодельные плиты 6, отработавшие свою программу, отсоединяются от прессовых плит 7. Приводы 9 понаправ ляю1,им планкам 5 надвигают подмодель ные плиты 6 из контейнеров в зону формовки, выталкивая из зоны отработавшие подмодельные плиты на транспортное средство (не показано). Электромагниты 8 включаются и притягивают подмодельные плиты 6 к прессовым плитам 7 Процесс смены подмодельных плит продолжается до полного испрльзоаазования подмодельных плит в контейнерах и позволяет автоматизировать их смену, исключая ручной-труд при установке и монтаже. Использование предлагаемого изобретения позволит повысить производительность автомата для безопочной фо
Фиг.1 мовки на.10-15 и исключить тяжелый ручной труд при смене оснастки. Формула изобретения Автомат для безопочной формовки по авт. св. № 835602, отличаю щ и и с я тем что, f. целью автоматизации смены подмодельных плит, он снабжен контейнерами с задними подвижными стенками и конвейерными днищами, приводами для выталкивания подмодельных плит и электромагнитами, установленными на прессовых плитах, а конвейерное днище выполнено в виде ленты с направляющими планками, делящими днище на секции для установки подмодельных плит. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР f 835602, кл. В 22 С 11/10, 21.08.79.
