1
Изобретение относится к порошковой металлургии, а именно к устройствам, применяемым для калибрования и допрессовки по наружному и внутреннему диаметрам спеченных изделий типа втулок.
Известно устройство для калибрования наружного и внутреннего диаметров изделия, включающее матрицу и подвижный центральный стержень 1.
Однако устройство обладает невысокой производительностью.
Наиболее близким к предложенному по технической сущности и достигаемому эффекту является пресс-блок для калибрования и допрессовки спеченных изделий, содержащий плиту, бункер, матрицу, калибровочный пуансон-стержень и механизм вертикального перемещения 2.
Основным недостатком пресс-блока является низкая производительность, обусловленная ручной загрузкой.
Целью изобретения является повышение производительности процесса.
Поставленная цель достигается тем, что пресс-блок снабжен автоматическим кассетным загрузочным углом, пуансонстержень соединен с механизмом вертикального перемещения, матрица смонтирована на плите, бункер расположен под матрицей и плита выполнена с центральным отверстием.
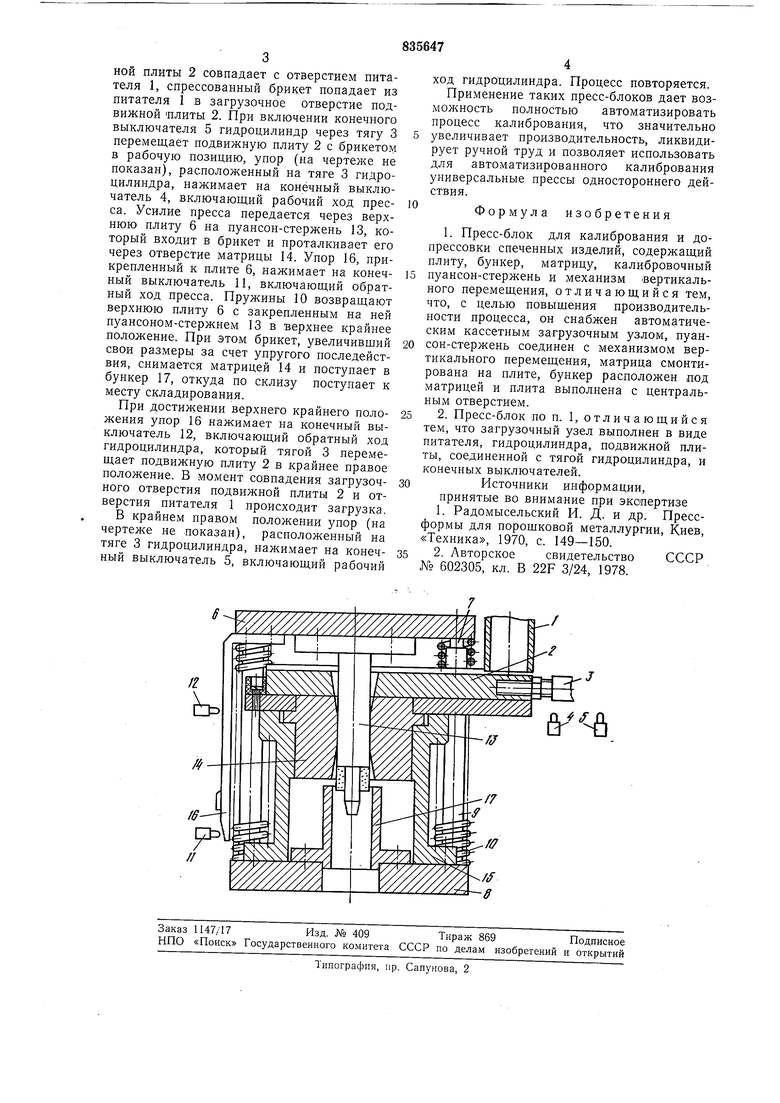
При этом загрузочный узел выполнен в виде питателя, гидроцилиндра, подвижной плиты, соединенной с тягой гидроцилиндра, и конечных выключателей. Изобретение поясняется чертежом. Пресс-блок содержит автоматический кассетный загрузочный узел, состоящий из
питателя 1, подвижной плиты 2, соединенной с тягой 3 Гидроцилиндра (на чертеже не показан) и конечных выключателей 4, 5. Механизм вертикального перемещения состоит из верхней плиты 6 и закрепленных
на ней штанг 7, нижний плиты 8 и закрепленных на ней направляющих втулок 9, пружин 10 и конечных выключателей И, 12. Калибровочный пуансон-стержень 13 прикреплен к верхней плите 6. Матрица 14
с обоймой 15 жестко закреплена на нижней плите В. Устройство включает также упор 16 и бункер 17.
Пресс-блок работает следующим образом.
Верхняя плита 6 вместе с прикрепленным пуансоном-стержнем 13 находится в крайнем верхнем .положении, подвижная плита 2 находится в крайнем правом положении, загрузочное отверстие подвиж
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для калибрования спеченных изделий | 1985 |
|
SU1291286A1 |
| АВТОМАТ ДЛЯ ПРЕССОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2040396C1 |
| Вертикальный пресс | 1989 |
|
SU1639977A1 |
| КОМПЛЕКС ФОРМОВОЧНЫЙ СТАЦИОНАРНЫЙ ДЛЯ ПРОИЗВОДСТВА БЕТОННЫХ ИЗДЕЛИЙ | 2017 |
|
RU2694671C1 |
| Пресс-автомат для калибрования изде-лий из МЕТАлличЕСКОгО пОРОшКА | 1979 |
|
SU846112A1 |
| Пресс-блок для калибрования отверстий в спеченных изделиях | 1986 |
|
SU1405970A1 |
| Пресс для прессования порошковых материалов | 1984 |
|
SU1177174A1 |
| ТРАНСФОРМИРУЕМАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2038209C1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ БЛОКОВ ИЗ ГРУНТА | 1992 |
|
RU2044641C1 |
| Способ непрерывного изготовления спеченных изделий и устройство для его осуществления | 1980 |
|
SU931293A1 |
