(Л
с
N
с ел ;с
envieHbi на нижней плите 5.
Изобретение относится к порошковой ме- ташлургии, в частности к пресс-блокам для калибрования спеченных изделий.
Целью изобретения является повышение пр оизводительности процесса калиброва- я.
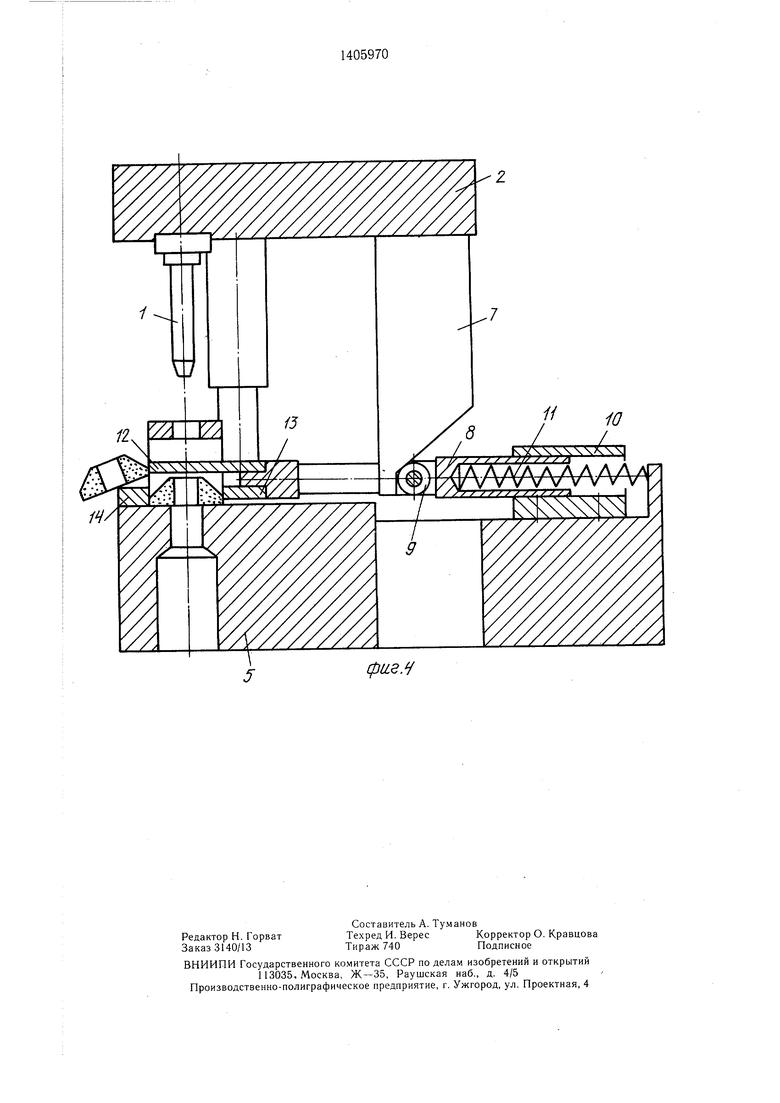
На фиг. 1 показан пресс-блок, вертикальный разрез; на фиг. 2 - разрез А-А на фиг. 1 (момент окончания процесса калиб- рс1вания); на фиг. 3 - разрез Б-Б на фиг. 1; ш фиг. 4 - пресе-блок в момент одновременной подачи очередной заготовки и удаления откалиброванного изделия, вертикальный разрез.
Пресс-блок (фиг. 1) содержит калибрую- ш|ий стержень 1, который установлен на в рхней плите 2 механизма вертикального ремещения, включающего также направ- л ющие втулки 3 и колонки 4 (фиг. 3), ниж- ою плиту 5 (фиг. 1).
Загрузочный механизм пресс-блока вклю- .ет в себя наклонный лоток 6 (фиг. 3), ниж- 1Я часть которого лежит в плоскости ниж- :й плиты 5, вертикальный клин 7, жестко крепленный на верхней плите 2, шток 8, шик 9, корпус 10, пружину 11, две разноликие планки, верхнюю планку - сбрасы- .тель 12 и нижнюю - досылатель 13 (|фиг. 1), установленные на щтоке 8. Упор (фиг. 1) и упор 15 (фиг. 3) жестко за
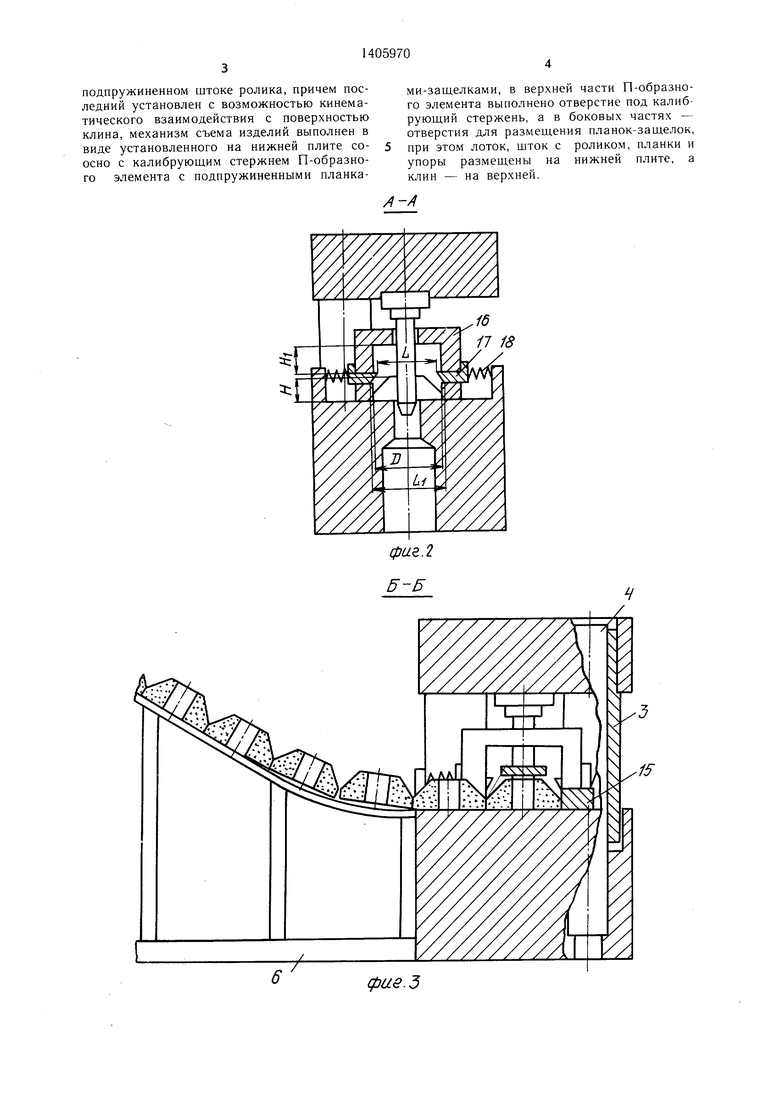
Механизм съема (фиг. 2) включает П-об- разный съемник 16, который жестко закреплен на нижней плите 5. В боковых частях съемника 16 установлены планки-защелки 17 которые подпружинены пружинами 18, при этом их взаимное расположение обеспечивает выполнение соотношений;
и -L, г|деЛ-высота калибруемого изделия; ; Hj-расстояние между верхней плоскостью планок-защелок 17 и обращенной к ней плоскостью верхней части П съемника 16.
Ъ -расстояние между планками-защелками 17, измеряемое по их верхней плоскости; D-габаритный размер калибруемого
изделия;
Ъ,- расстояние между планками-защелками 17, измеряемое по их нижней плоскости.
Пресс-блок работает следующим обра- вом.
В момент окончания процесса калибрования изделия (фиг. 2) верхняя плита 2 механизма вертикального перемещения с укрепленным на ней калибрующим стержнем :1 находится в крайнем нижнем положении, а щток 8 со .сбрасывателем 12 и досылате- лем 13 находится в крайнем правом положении. Очередная заготовка из наклонного лотка 6 занимает положение перед досыла- телем 13, упираясь в упор 15 (фиг. 1).
0
5
5
0
0
5
0
5
0
5
При движении подвижной плиты 2 с калибрующим стержнем 1 вверх откалибро- ванное изделие за счет сил упругого последствия также перемещается вверх. При этом изделие, воздействуя на скошенные поверхности планок-защелок 17, раздвигает их, сжимая пружины 1-8. После того, как нижняя плоскость откалиброванного изделия окажется выще верхней плоскости планок- защелок 17, они под действием пружин 18 возвратятся в исходное состояние. При дальнейшем движении вверх откалиброванное изделие упирается в нижнюю плоскость в верхней части П-образного съемника 16, а калибрующий стержень 1, продолжая свое движение вверх, извлекается из него. Откалиброванное изделие остается на верхних плоскостях планок-защелок 17. В этот момент щток 8 под действием пружины 11 начинает перемещаться в корпусе 10 влево, так как ролик 9 выходит на наклонный участок вертикального клина 7. Планка-досы- латель 13 перемещает очередную заготовку на освободившуюся позицию калибрования до упора 14. Одновременно планка-сбрасыватель 12 сталкивает откалиброванное изделие с планок-защелок 17.
При ходе подвижной плиты 2 вниз вертикальный клин 7, воздействуя на ролик 9, отводит шток 8 со сбрасывателем 12 и до- сылателем 13 вправо. Когда ролик 9 перейдет на вертикальную поверхность клина 7, шток 8 останавливается занимая свое крайнее правое положение. Очередная заготовка под напором лежащих выше на наклонном лотке 6 заготовок поступает на нижнюю плиту 5 до упора 15 перед досылателем 13. Калибрующий стержень 1, продолжая свое движение вниз, калибрует заготовку, установленную досылателем 13 до упора 14 при ходе верхней плиты 2 вверх. После прихода верхней плиты 2 механизма вертикального перемещения в крайнее нижнее положение цикл повторяется.
Пресс-блок обеспечивает повышение производительности калибрования за счет совмещения по времени процесса подачи заготовок на позицию калибрования и удаления откалиброванных изделий.
Формула изобретения
Пресс-блок для калибрования отверстий в спеченных изделиях, включающий калибрующий стержень, механизм вертикального перемещения с верхней и нижней плитами и загрузочный механизм, отличающийся тем, что, с целью повышения производительности процесса калибрования, он снабжен механизмом съема изделий, загрузочный механизм выполнен в виде наклонного лотка, вертикального клина, двух разновеликих планок, двух упоров и установленного на
подпружиненном штоке ролика, причем последний установлен с возможностью кинематического взаимодействия с поверхностью клина, механизм съема изделий выполнен в виде установленного на нижней плите со- осно с калибрующим стержнем П-образно- го элемента с подпружиненными планками-защелками, в верхней части П-образно- го элемента выполнено отверстие под калибрующий стержень, а в боковых частях - отверстия для размещения планок-защелок, при этом лоток, щток с роликом, планки и упоры размещены на нижней плите, а клин - на верхней.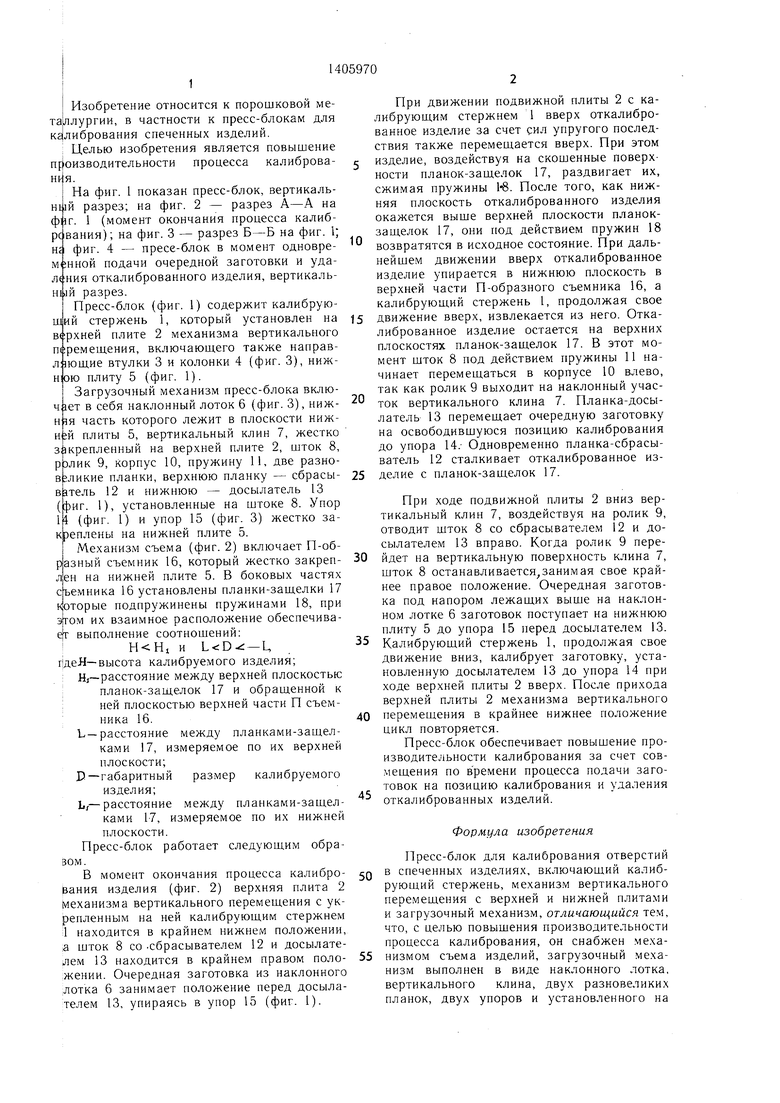
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для калибровки трубчатых заготовок | 1983 |
|
SU1131578A1 |
| Автомат для сборки коробок | 1990 |
|
SU1735047A1 |
| Штамп для холодной листовой штамповки | 1981 |
|
SU969382A1 |
| Штамп для реверсивной вытяжки | 1986 |
|
SU1386335A1 |
| Трехплитная пресс-форма | 1988 |
|
SU1595657A1 |
| Штамп для обработки полосового и ленточного материала | 1979 |
|
SU858985A1 |
| ШТАМП ДЛЯ РЕЗКИ ТРУБ | 1982 |
|
SU1092840A1 |
| Штамп для разделительных операций | 1987 |
|
SU1532151A1 |
| Автоматическая линия формирования садки кирпича на печной вагонетке | 1983 |
|
SU1178604A1 |
| Устройство для изготовления решетчатого заполнителя пустотелых щитов | 1979 |
|
SU859155A1 |
Изобретение относится к пресс-блокам для калибрования отверстий в спеченных изделиях. Целью изобретения является повышение производительности процесса калибрования. При движении верхней плиты 2 с калибруюшим стержнем 1 вверх изделие упирается в П-образный съемник 16 механизма съема и остается на планках-зашелках. Одновременно клин 7 загрузочного механизма воздействует на ролик 9, а подпружиненный шток 8 перемеш.ает две разновеликие планки; досылатель 13 перемещает заготовку на позицию калибрования до упора 14, а сбрасыватель 12 сталкивает изделие с зашелок. Обеспечивается повышение производительности калибрования за счет совмеш,ения по времени процессов подачи заготовок на позицию калибрования и удаления откалибро- ванных изделий. 4 ил. с 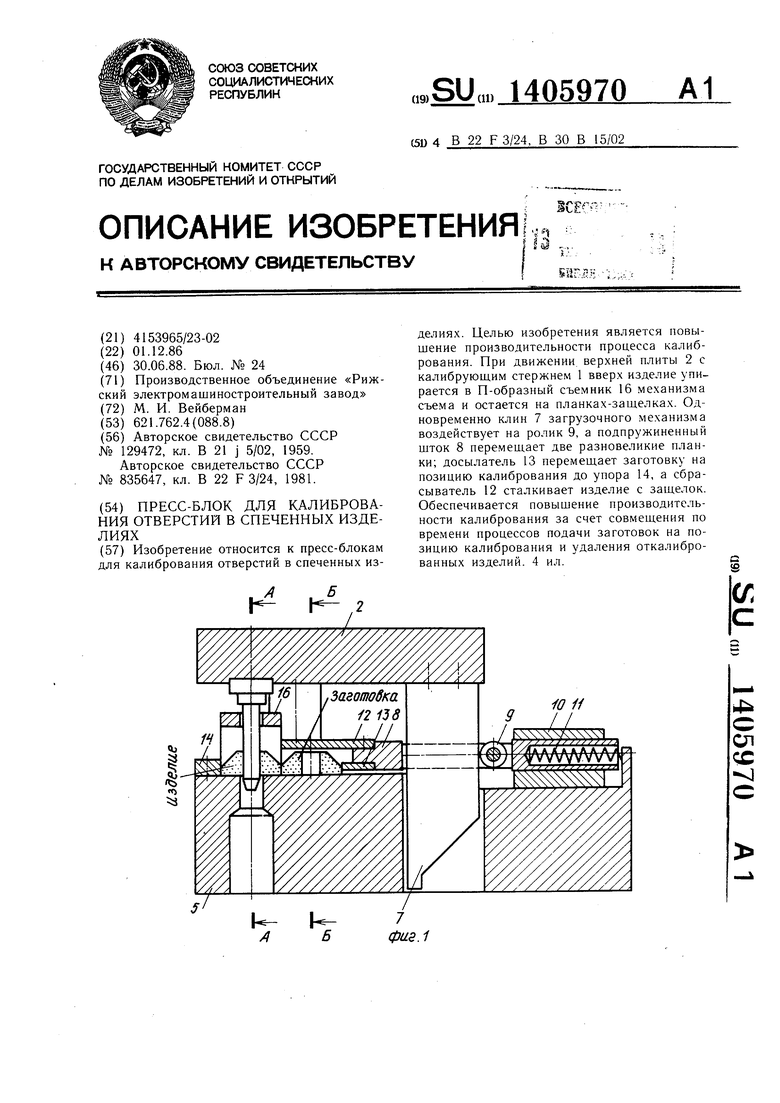
Ч
фае. 5
фи.е.
| Способ калибрования кольцевых деталей | 1959 |
|
SU129472A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Пресс-блок для калибрования и допрес-СОВКи СпЕчЕННыХ издЕлий | 1979 |
|
SU835647A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
