(54) ПРИРЕЗНОЙ ОДНОПИЛЬНЫИ СТАНОК
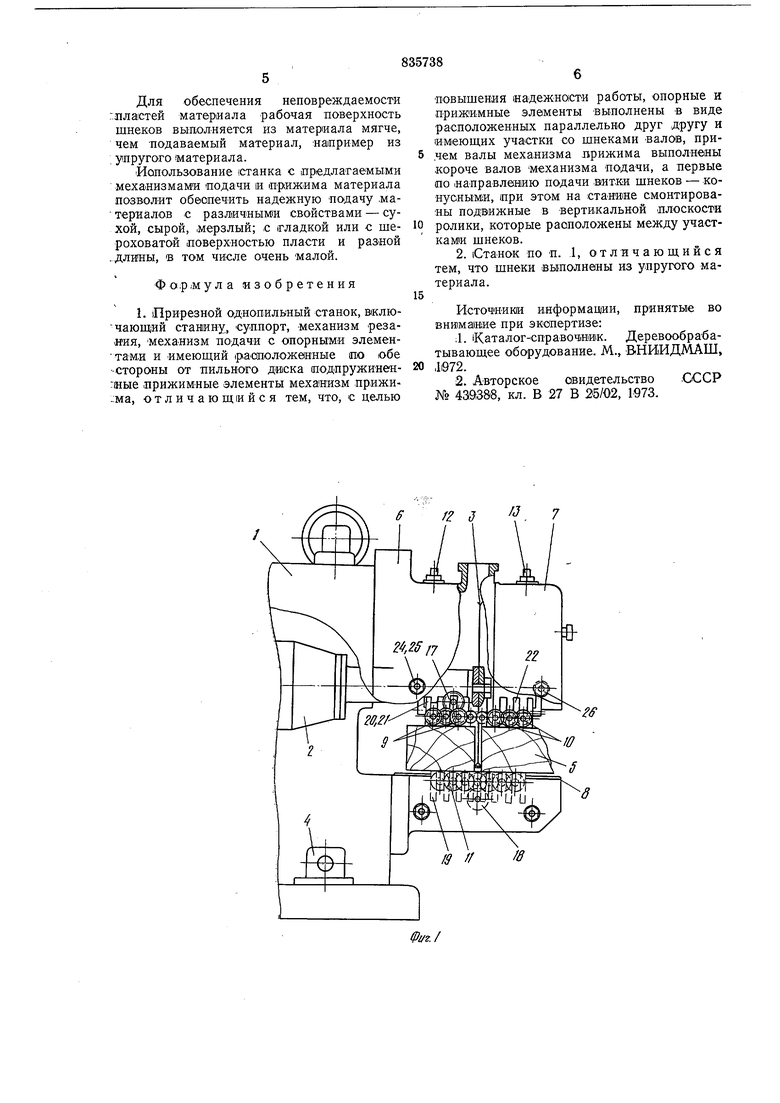
посредством Винтопружинных меха-низмов 13 с крышкой 7 суппорта 6.
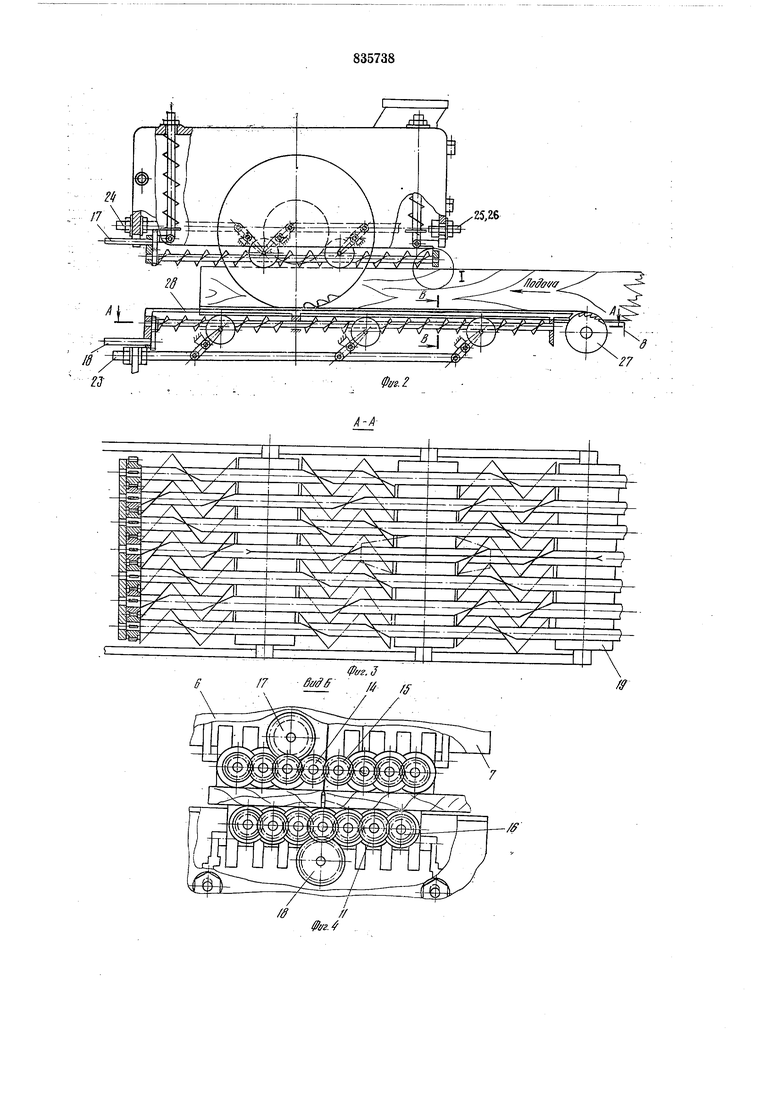
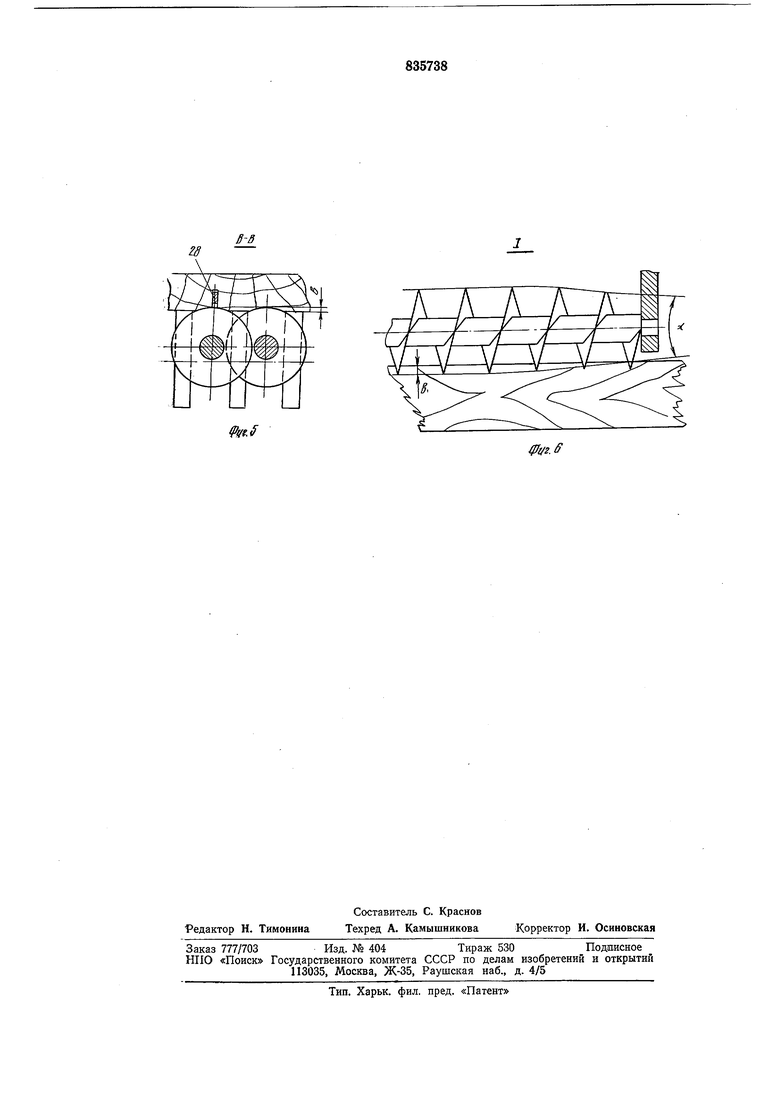
Шлеки 1валов 9, 10 Выполнены по на правлению подачи конусными, т. е. витки шпеков скошены под углом. Валы 11 механизма подачи имеют опоры, смонтированные iB €толе 8 станка.
На шейках валов механизмов подачи и пряжима расположены зубчатые колеса iM, 16, 16, причем «олеса механиз1ма сцеплены между собой. iC одним из зубчатых колес каждого механизма сцеплены шестерни 17, 18, кинематически связанные с лриводом подач 4.
Между участкаМИ шнеков размещены опорные ролики: нижпие 19 и верхние - 20, , 22. Оси -нижних .роликов 19 смонтированы на винторычажном механизме 23. Оси Верхних и задних (по направлению подачи) роликов 20, расположенных по одну (Сторону от пиль1Н101ГО 3 (;на флт. 1 слева), смонтированы на винторычажном механизме 24. Оси верхних и передних (по направлению тодачи) роликов 21, расположенных по ту же сторону от пильяого диска 3, смонтированы на винторычажном механизме 25.
Винторычажные {механизмы 24 .и 25 размещены в суппорте 6 станка.
Оси верхних опорных 1роликов 22 (на фиг. справа) смонтированы на осях вйнторычажного механизма 26.
Винторычажный механизм 26 размещен в Крышке 7 суппорта.
В столе 8 перед валами 11 расположен вспомогательный пильный диск 27 (его привод на фиг. не показан), непосредственно за которым вдоль всей длины одного из валов , находящегося под пильным диском 3, укреплена направляющая планка 28. (При этом плоскости пильных дисков 3 и 27, а также планки 28 совпадают.
При открывания крыщки 7 суппорта, например, при смене пильного диска 3, она (крышка) поворачивается на овоих петлях и вместе с ней отводятся в -сторону рама с вала1ми 10 и вннто-пружннным механизмом 13, ролики 23 вместе с винторычажным механизмом 26. Одновременно с этим зубчатые колеса 14, -15 выходят «з зацепления.
При закрывании крышки 7 валы 10, расположенные в раме с винто-пружинным механизмом iM и ролики 23 с винторычажным механизмом 26 занимают свое рабочее положение, а зубчатые колеса 14, 15 входят в зацепление.
Станок работает следующим образом.
Выключаются приводы вращения пильных дисков 3 и 27, затем привод 4 механизма подачи, при этом начинают вращаться связанные с ним щестерни 17, 18, следовательно и зубчатые колеса 14, 15, 16, а значит и валы 9, 10, 11. При этом валы,
имеющие правую навивку шнеков, вращаются в одну сторону, а левую в другую. Затем производится вертикальная установка суппорта 6 станка таким образом, чтобы расстояние -между образующими верхних и нижних роликов было не меньще наибольшей толщины обрабатываемого материала 5.
На стол 8 станка укладывается подлежащий распиловке матер-иал 5, базируется, если это нужно, по направляющей линейке (на фиг. не показана) и перемещается в на правлении подачи. При этом вспомогательный пильный диск i27 прорезает в кижней плоскости материала паз, в который при дальнейшем перемещении матер-иала входит направляющая планка 28. Благодаря этому материал имеет точное на-нравление перемещения.
Как только материал попадает на щнеки валов 1,1, его слегка прижимают к ним. При этом шнеки, несколько врезаясь или вдавливаясь в нижнюю пласть -подаваемого материала, силой оцепления между их витками и поверхностью материала перемещают материал по направлению подачи к суппорту станка, и материал попадает под конусную часть шнеков подпружиненных валов 9, 10.
Витки шнеков валов 9 и 10, постепенно врезаясь или (при этом пружины винтопружинных .механизмов J2 и 13 сжимаются) ,в материалах, создают силу сцепления между шнеками и -верхней пластью -материала,
что позволяет создать усилие подачи, необходимое для преодоления го-ризонтальной составляющей уоилия резания.
При дальнейшей подаче материала 5 пильный диск 3 перепиливает его полностью, поскольку плоскости расположения его и вспомогательного пильного диска 27 совпадают.
Регулировка велич1И1Ны наибольшего врезания в-итков шнеков в пласти ло-даваемого
материала, необходимого для регулировки силы сцепления в зависимости от свойств материала (сухой, влажный, мерзлый, гладкий, шероховатый) осуществляется посредством вертикальной переустановки
нижних 19 и верхних 20, , 2 роликов. Для этого подкручиваются гайки винторычажных меха-низмов 23, 34, 25 и (смещается по вертикали суппорт 6.
Длина /min наиболее кор откой обрабатываемой на станке детали определяется из
+10,
где t - шаг витков шнеков.
При необходимости распилки обработанных по пластям материалов применяют шнеки с рабочими поверхностя-ми, параллельными их осям. В этом случае обеспечивается базирование материала только -по виткам щнеков, а ролики выводятся из контакта с материалом.
Для обеспечения неповреждаемости
глластей материала рабочая поверхность
шнеков вылол-няется из материала мягче,
чем подаваемый материал, например из
упругого материала.
Йопользование (ставка с лредлагаемыми механизмами подачи и пряжима материала позволит обеспечить надежную подачу ,материалов с различными свойствами -сухой, сырой, мерзлый; с гладкой или -с шероховатой поверхностью пласти и разной . ДЛИ1НЫ, в том числе очень малой.
Ф о .р .м у л а изобретения
1. Прирезной однопильный станок, включающий станину, суппорт, механизм резания, Механизм подачи с опорными элементам,и и имеющий расположенные по обе -стороны от пильного диска иодпружияен:ные лрижиМНые элементы механизм прижи.:ма, отличающийся тем, что, с целью
повыщения надежности работы, опорные и прижимные элементы выполнены в виде расположенных параллельно друг другу и имеющих участки со шнеками валов, при,чем валы механизма .прижима выполнены короче валов механизма подачи, а первые по направлению подачи витки шнеков - конусными, при этом на станине смонтированы подвижные в вертикальной плоскости ролики, которые расположены между участкам1и шнеков.
2. Станок по п. 1, отличающийся тем, что шнеки (выполнены из упругого материала.
Источники информаи|ии, принятые во вни1ма1Н)Ие при экспертизе:
;1. |Каталог правоЧ|ВИ1К. Деревообрабатывающее оборудование. М., ВНИИДМАШ, ,li972.
2. Авторское свидетельство СССР № 4ЭЭ388, кл. В 27 В 25/02, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм подачи деревообрабатывающего станка | 1977 |
|
SU642159A1 |
| Многопильный станок | 1979 |
|
SU852541A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОЙ СТРУЖКИ | 1973 |
|
SU394204A1 |
| Станок для намотки катушек электрических машин на ребро | 1985 |
|
SU1310957A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ НАПЛАВКИ | 1972 |
|
SU340490A1 |
| Автомат для изготовления плетеной металлической сетки | 1980 |
|
SU895579A1 |
| Устройство для перемещения и установки пил по заданной программе | 1972 |
|
SU472787A1 |
| Питатель для трудносыпучих материалов | 1981 |
|
SU998239A1 |
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
| УСТРОЙСТВО ДЛЯ ПЛЕТЕНИЯ СЕТОК | 1991 |
|
RU2020016C1 |
/ J . 7
/ /// / //
/7
фуг.З
/У
fyf.S
