части камеры спекания закреплен криволинейный шаблон с радиусом кривизны, равным радиусу кривизны формуемого изделия. Достоинством такого устройства является то, что с его помощью можно получить криволинейной формы изделия, из которых можно сразу изготовлять уплотнительные кольца и прокладки, разрезая эти изделия на части.
Недостатком экструдера является то, что поскольку прямоориентируемый материал выходит из камеры спекания в вязкотекучем состоянии и поступает на криволинейный шаблон, по которому изгибается и постепенно на нем охлаждается, принимая криволинейную форму, в изделии возникают внутренние напряжения (в наружном слое - напряжения растяжения, во внутреннем - напряжения сжатия), которые при охлаждении будут как бы «замороженными. Известно, что политетрафторэтилен обладает «эффектом памяти, поэтому при последующем нагреве, даже до температуры начала размягчения, «замороженные в материале напряжения освобождаются и возвращают изделие в исходное состояние, соответствующее тому, как были ориентированы молекулы материала при экструзии изделия.
Наличие напряжений снижает качество изделий и исключает возможность многократного использования таких прокладок и колец, например, при герметизации химического оборудования и арматуры, работающих при высоких температурах.
Цель изобретения - повышение качества изделий за счет устранения в них внутренних напряжений.
Указанная цель достигается благодаря тому, что в поршневом экструдере для изготовления криволинейных изделий из политетрафторэтилена, содержащем материальный цилиндр с расположенным в нем поршнем и камеру спекания, согласно изобретению, камера спекания выполнена криволинейной с радиусом кривизны, соответствующим радиусу кривизны формуемого изделия.
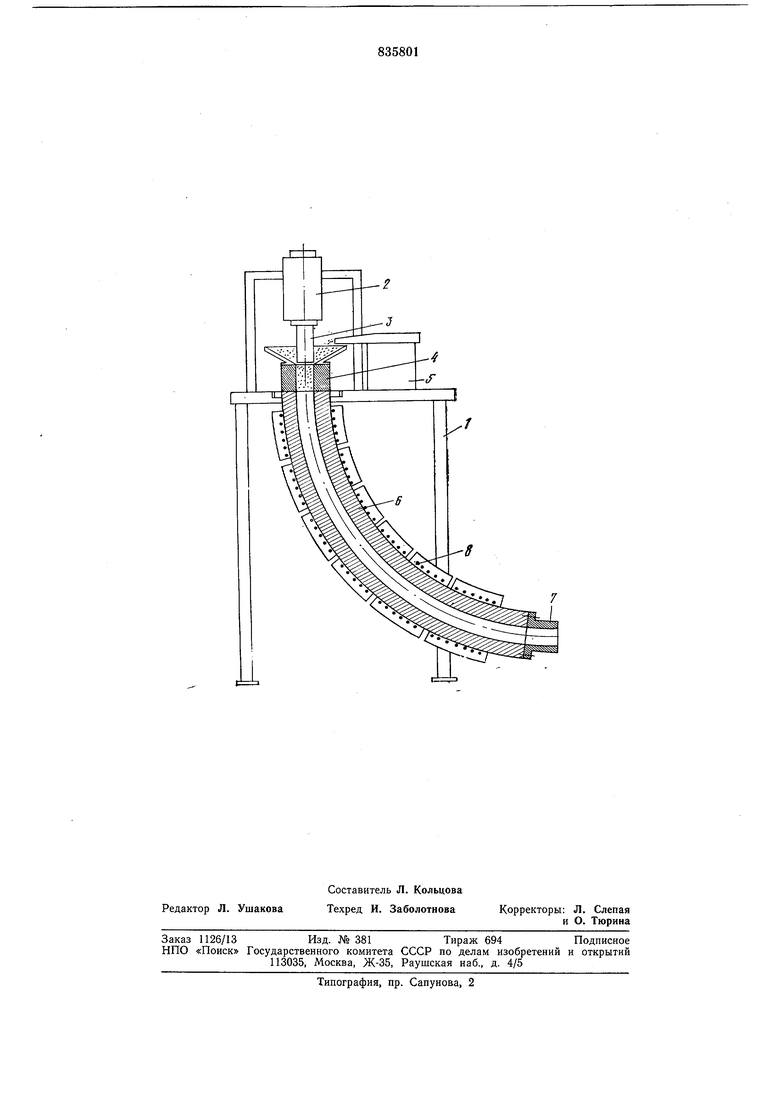
Изобретение поясняется чертежом, где показан общий вид экструдера.
На сварной раме 1 смонтирован гидропривод 2 с плунжером 3 и материальным цилиндром 4, а также вибропитатель 5. К раме крепится камера спекания 6, выполненная криволинейной, с радиусом кривизны, соответствующим радиусу кривизны формуемого изделия, с калибрующей насадкой 7 и электронагревателями 8. Камера спекания может быть выполнена разъемной в вертикальной плоскости.
Поршневой экструдер работает следующим образом.
Включаются электрические нагреватели 8, позонно нагревающие полость камеры спекания 6. Температура нагрева зон контролируется и регулируется с помощью термопар и приборов тепловой автоматики. По достижению заданной температуры нагрева зон включается вибропитатель 5, который засыпает порошок ПТФЭ в материальный цилиндр 4. Включается гидропривод 2, придающий плунжеру 3 вертикальные возвратно-поступательные движения. Плунжер 3 проталкивает и уплотняет порощок ПТФЭ в материальный цилиндр 4 отдельными порциями, а затем в камеру спекания 6, в
которой отдельно спрессованные порции порощка постепенно сплавляются под действием температур зон камеры спекания в сплошной экструдат криволинейной формы. По мере работы экструдера из калибрующей насадки 7 выходит спеченное профильное изделие криволинейной формы, которое принимается приемным устройством (на чертеже не показано) и охлаждается на воздухе. Такое криволинейное профильное изделие, например полоса, спеченное в криволинейной камере спекания, не имеет внутренних напряжений.
Полученное профильное криволинейное изделие разрезается затем на уплотнительные кольца или прокладки больших размеров, но может также храниться в бухте. Такие кольца и прокладки могут хорошо работать как при низких и высоких, так и при знакопеременных температурах, и могут многократно использоваться при демонтаже.
Изобретение обеспечивает изготовление криволинейных изделий из политетрафторэтилена хорошего качества, без внутренних
напряжений, не изменяющих свою форму при последующем нагревании.
Формула изобретения
Порщневой экструдер для изготовления криволинейных изделий из политетрафторэтилена, содержащий материальный цилиндр с расположенным в нем поршнем и камеру спекания, отличающийся тем, что, с целью повышения качества изделий за счет устранения в них внутренних напряжений, камера спекания выполнена криволинейной с радиусом кривизны, соответствующим радиусу кривизны формуемого изделия.
Источники информации, принятые во внимание при экспертизе
1.Патент США 3483597, кл. 18-12, опубл. 1969.
2.Патент Японии 47-1697, кл. 25/5/Е2, опубл. 18.01.1972 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления криволинейных профильных изделий | 1980 |
|
SU889459A1 |
| Способ изготовления профильных изделий из политетрафторэтилена или его смеси с наполнителем | 1981 |
|
SU1014737A1 |
| Устройство для изготовления профильных изделий из политетрафторэтилена | 1977 |
|
SU686893A1 |
| Поршневой экструдер для изготовления трубчатых изделий из полимерных материалов | 1982 |
|
SU1054088A1 |
| Способ изготовления профилированных изделий | 1983 |
|
SU1109315A1 |
| Устройство для изготовления профильных изделий из порошкообразных полимеров | 1986 |
|
SU1399155A1 |
| Агрегат для изготовления изделий из полимерных материалов | 1977 |
|
SU627986A1 |
| Способ изготовления изделий из политетрафторэтилена | 1975 |
|
SU562996A1 |
| Червячный экструдер | 1976 |
|
SU747733A1 |
| Пресс для изготовления профильных изделий | 1986 |
|
SU1407819A1 |