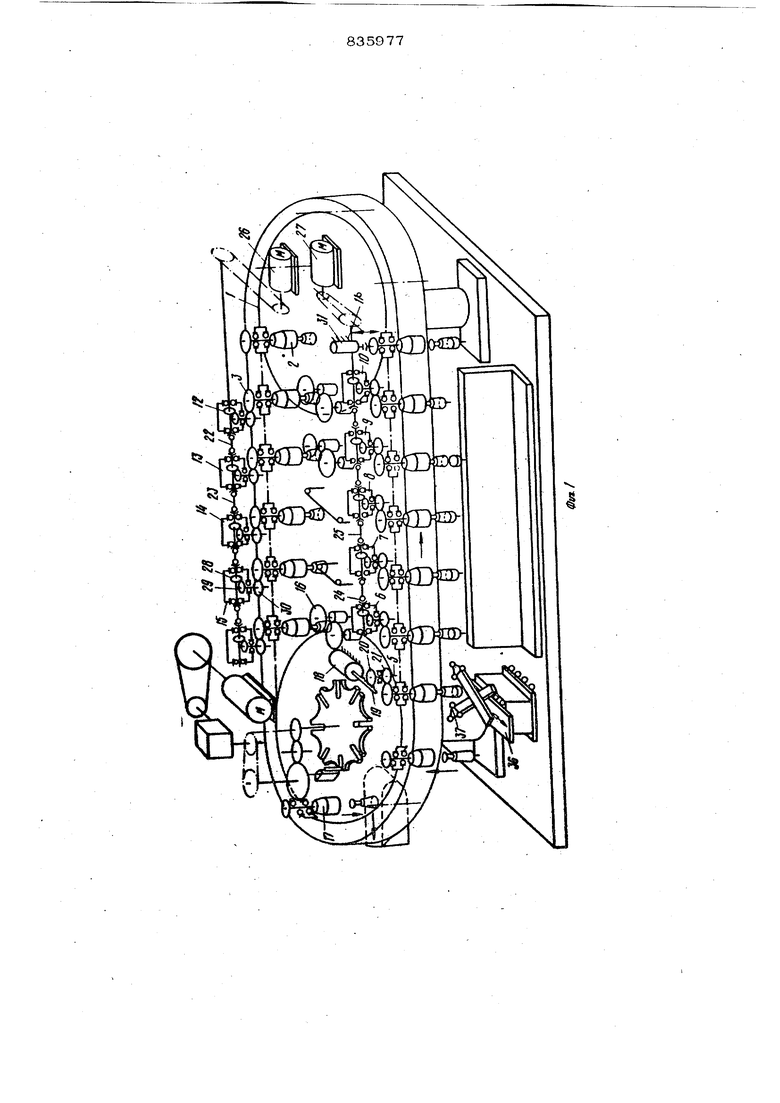
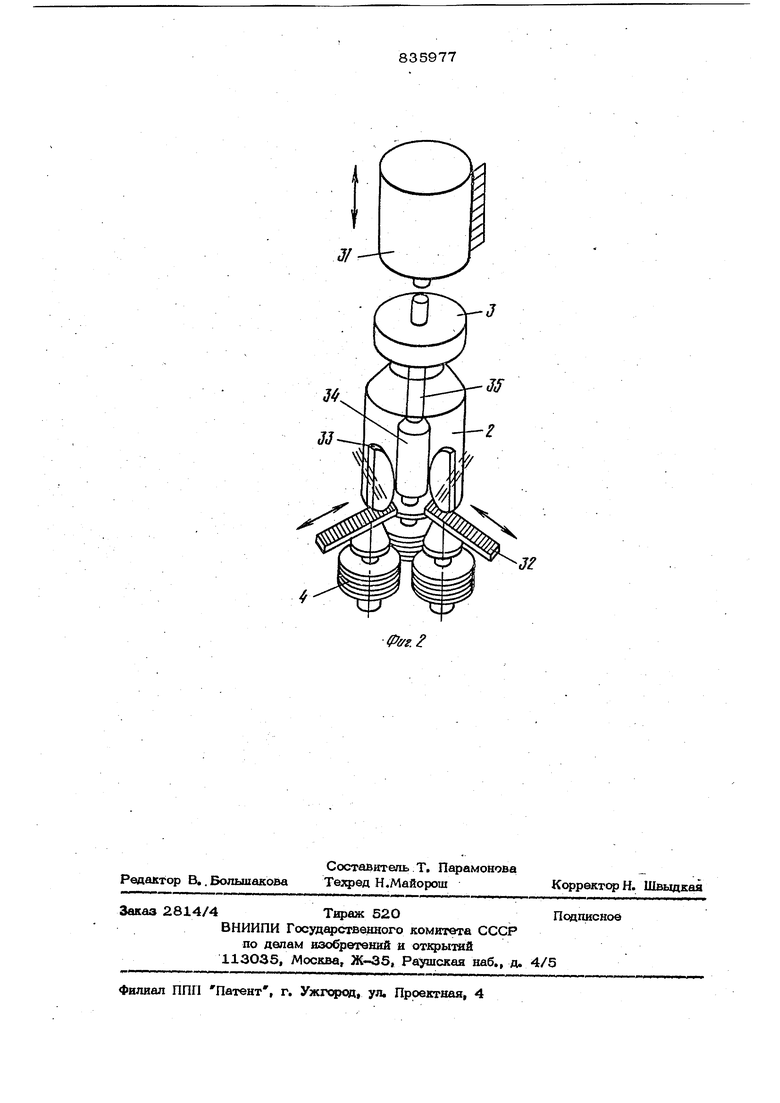
Изобретение относится к промь(шленности стройматериалов, в частности, к I производству стеклоизделий. Известно устройство для обработки стекл5шных изделий, содержащее цепной конвейер с зажимными патронами l,2i Групповой привод вращения.патронов на позициях надрезки, тепловой и механической обработки заготовок усложняет обслуживание, та как при изменении параметров изделия ( толщины стенок, диаметра изделия и др. ) возникает необходимость подбора частоты/вращения патронов иа позициях тепловой и механической обработок наиболее подходящего для обоих видов обработки, на позиции надрезки настраивать 1фодол китеяьность контакта режущего ннструмекга с заготов кой. Блокировочное устройство, выполнен ное с выключателем привода установки, требует в случаях наличия колпачка на заготовке при переходе к позиции механической обработке ручного удаления заготовки к поворотного запуска установки, что, в. конечном счёте, снижает производительность. Цель изобретения - повышение щзоизводительности . Цель достигается тем, что установка для отделения колпачков от заготовок стеклянных изделий, включающая конвейер с патронак к для захвата заготовок и приводы вращения патронов в зонах надреза, тепловой и механической обработок- заготов;ок, снабжена установленным на .конвейере блокировочным устройством, выполненным в в.иде силового цилиндра с экстрактором, привод вращения патронов в зоне надрезкн выполнен в виде силового цилиндра с реечной зубчатой парой, а приводы вращения патронов в зонах тепловой и механической обработок выполнены автономными в виде последовательно соединенныхкарданных валов. На фиг. 1 изображена кинематиче -. екая схема устройства, на фиг. 2 - схема- тически изображен экстрактор блокировочного устройства с патроном. В цепи 1 шагового .KOHBeftepai закреплены патроны 2 с фрикционными дисками 3 и кулачками 4. Вдодь трассы конвейера i поспедоватещ.но расположены позиция 5 надрезки, позиции 6, 7, 8, 9 и Ю тепловой обработки, позиция 11 контроля с блокировочным устройством, позиции 12, 13, 14 и 15 механической обработки и позшщя .17 выгрузки. На позиции 5 располагается индявидуальный однооборотный привод вращения, патрона, состоящий из силового цилиндра 18, реечной зубчатой пары 19, 2О и фрикционного диска 21. По позициях 6, 7, 8, 9. Ю и 12, 13, 14, 15, 16 приводы вращения па тронов содержат карда шые валы 22, 23 24 и 25 соединенные между собой последовательно. Валы камсдой группы позиций приводятся соответственно от электродвигателей 26 и 27. Приводы не посредственно на позициях состоят из конических зубчатых пар 28, 29 и фрикционных дисков ЗО. На позиции 11 установлено оборудова ние контроля наличия колпачка, блокиров и экстрактор, выполненный в виде силового цилиндра 31 (конструкция коигроль нрго оборудования на чертеже не изобра жена). . .Патрон 2 содержит закрепленные на зубчатых рейках 32 кулачки 4, рейки 3 через зубчатые секторы 33 связаны с -зубчатыми рейками 34, закрепленными на. подпружиненном штоке 35. Фрикционный диск 3 переодически кон тактирует с дисками 21 и ЗО на позици надрезки тепловой и механической обработок. Позиция 5 оборудована самоцентирую щимся механизмом 36 с режущим инструментом 37. Работает устройство следующим обра зом. : Шаговый конвейер включен постоянно При этом цепь 1 совершает перемещение, в котором движение чередуется с остановками {шагает). По мере перемещения цепи 1,.патроны 2 последовательно проходят все позиции, останавливаясь на каждой из них. Во время остановок в освободившие ся на позиции выгрузки патроны 2 вруч ную вводятся заготовки изделий. После поступления заготовок в позиц 5, патрон 2 своим диском 3 входит в контакт с диском 21 1фивода, вклюается механизм 36 и /инструмент 37 рижимается к заготовке, лосле чего ключается силовой цилшодр 18, котоый через реечную 19, 20 и фрикционную 21 пары поворачивает патрон 2 на один оборот, в результате чего на поверхность заготовки накосится кольцевой надрез. Далее, инструмент 37 отводится, после чего заготовка перемещается последовательно через позиции 6, 7, 8, 9 и 10 тепловой обработки, в которых подвергается нагреву по линии, нанесенного реза и последующему охлаждению обдувом. В каходой из позиций патрона 2 диском 3 контактирует с дисками ЗО вращающимися через зубчатые пары 28, 29 и карданные валы 22, 23, 24 к 25 от электродвигателей 26 к 27, В результате теплового воздействия на заготовку от нее по линии надреза отделяется колпачок. В позиции 11 контроля, в случае наличия на заготовке колпачка включается экстрактор. При этом шток цилиндра 31 на кимает на шток 35 патрона 2, который в свою очередь через рейки 34, сектора 33 и рейки 32 разводит кулачки 4, и заготовка выпадает из патрона. Далее заготовка проходит последовательно позиции 12, 13, 14, 15 и 16 механической обработки, где абразивным . инстументом шлифуются торец и фацет, после чего заготовка выгруясается в позиции 17 выгрузки. Таким образом, на позиции 5 над- резки благодаря однооборотному лриводу вращения патрона наносится рез, периметр которого не превышает периметр заготовки в том же сечении, что обеспечивает отделение колпачка по плоскости (без уступа). Благодаря- этому, на механи - ческую обработку образовавшегося торца расходуется минимальное время. На позициях 6, 7, 8, 9 и 10 частота вращения патронов в период тепловой обработки регулируется независимо от частоты вращения патронов на позициях механической обработки, что позволяет установить оптимальные режимы на обоих группах позиций с меньшей затратой времени, чем при общем приводе. Оптимизация частоты вращения патронов на позициях тепловой обработки снижает продолжительность тепловой обработки. Наличие экстрактора-на позиции кон, тропя исключает остановку конвейера в случаях неотделения колпачка, что в свою очередь исключает поворотную ; подготовку к пуску и пуск установки, что требует затрат рабочего времени. Произведенным расчетом установлено, что реализация предпоженньк решений позволит повысить производительность установки в сопоставлении с известной почти на 10%. Формула изобретений Установка для отделения колпачков от заготовок стеклянных изделий, вкл1о чающая конвейер с патронами для захва заготовок и приводы вращения патройов в зонах надреза, тепловой и механической обработок заготовок отличающаяся тем. что, с целью повьшения щю изводиггапьности она снабжена jrcaMUxoB ленным на кшвейере : блокировочным устройством, вьшолненным в ввде сипо вого шшиндра с экстрактором, привод вращения патрона в зоне нздреаки вьшолнен в виде силового двпищфа с реечной зубчатой , а щжводы врси. шбния патронов в .зонах тепловой в м хани {еской обработок вьшолнены а&товомг. ными в виде последовательно соедивешых карданша аалов . ИСТОЧНИКЕ нвформац ш, принятые во внимание прн эвспертвэе : L Патент США № 3902727, кл. 279-106, 1975., 2. Проспект фирмы Б1еЪй си Беш гия).
5
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для отделения колпачков и обработки края стеклянной сортовой посуды | 1982 |
|
SU1097569A1 |
| Линия для обработки стеклянной сортовой посуды | 1980 |
|
SU881019A1 |
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |
| Стан для накатки зубчатых профилей | 1990 |
|
SU1814953A1 |
| Устройство для отрезки колпачков стеклоизделий | 1981 |
|
SU983086A1 |
| Зажимное устройство и станок, оборудованный таким устройством | 2020 |
|
RU2759352C1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| Установка для отделения колпачков от заготовок стеклянных изделий | 1981 |
|
SU1013425A2 |
| Отопочная машина | 1982 |
|
SU1025672A1 |
| Поточная линия для раскроя проката | 1976 |
|
SU683903A1 |