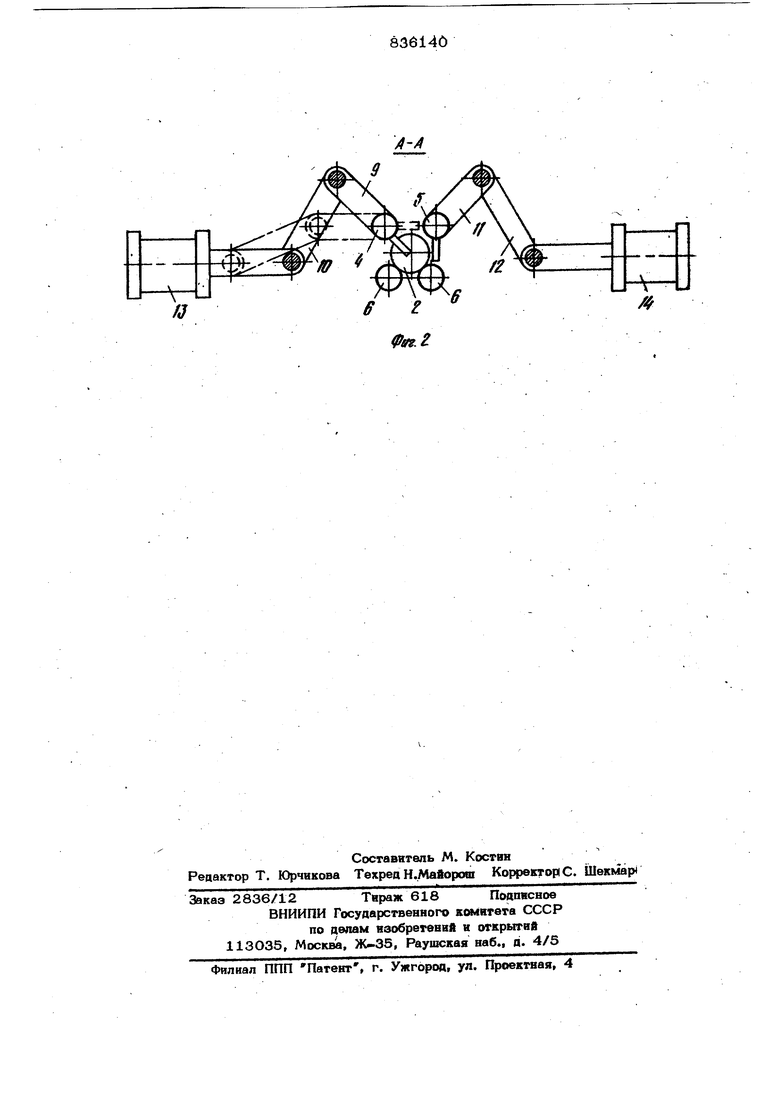
Изобретение относится к установкам цЛя инпукционного нагрева заготовок пе pea обработкой металлов цавлением. Известна установка для индукционного нагрева заготовок, содержащая индук тор, меканизм перемещения заготовок через индуктор, состоящий из штанг с собачками, и механизм одновременного разворота штанг I. Недостатками известного устройства являются сложность и трудоемкость выг рузки заготовок в случае заклинивания их в индукторе, что приводит к потерям рабочего времени. Целью изобретения является повышение производительности установки за счет сокращения времени ее останова при заклинивании заготовок. Цель достигается тем, что менаннзм одновременного разворота штанг выполнен в вице механизмов раздельного П1жо рота каждой штанГи с индивидуальным приводом, выполненным в виде пневмо- цилиндра, причем каждый из пневмоцилиндров связан с командоаппаратом. - На фиг. 1 изображена установка в планер на фиг. 2 показан разрез А-Л На фиг. 1. Установка содержит точку 1, по которой поступают заготовки 2, и пневмоцИлиндр 3, заталкивающий их на механизм перемещения. Механизм перемещения заготовок состоит из двух штанг 4 и 5 с собачками, с помощью которых заготовки по направляющей 6 проходят через индуктор 7. Штанга 4 связана с приводом возвратно-поступательного дви- жения 8 и предназначена для перемещения заготовок. Штанга 5 служит для фиксации положения заготовок в индукторе, когда собачки штанги 4 выходят из зацепления с заготовками. Обе штанги через систему рычагов 9,1О и 11,12 связаны с механизмом одновременного разворота, состоящим из двух исполнительных механизмов 13 и 14, выполненных в виде пневмоцилинаров, каждый из ко- то{эых подключен к своему команцоаппарату 15 и 16., Установка работает следующим образом. Заготовка 2 по течке 1 с помощью цилиндра 3 попадает на направляющую 6. В этот момент (фиг. 2) собачки штанги 4 находятся в зацеплении с заготовками, а собачки штанги 5 выведены из зацепления. При движении штока привода возвратно-поступательного движения 8 вперед штанга 4 передвигает заготовку на шаг. В конце хода штока привода возвратно-поступательного движения на команцоаппараты 15 и 16 подается сигнал на включение исполнительных мёканаамов 13 и 14, которые вьюодят собачки штан ги 4 из зацепления, вводя одновременно собачки штанги,5 в зацепление. В конце хода подается команда на возврат штока привода возвратно-поступательного движения назад, после чего меха низм поворота вновь меняет положение собачек обеих штанг. Затем цикл повторя ется. 83 Предложенное устройство позволяет в случае заклинивания заготовок быстро странить это нарушение в работе благодаря тому, что каждая из штанг имеет механизм раздельного поворота. Ф о р м у л а изобретения Установка для индукционного нагрева заготовок по авт. св. № 618427, отличающаяся тем, что, с целью повышения ее производительности за счет сокращения времени останова при заклинивании заготовок, механизм одновременного разворота штанг выполнен в виде раз- дельныхцмеханизмов поворота каждой штанги с индивидуальным приводом в виде пневмоиилиндра, причем каждый из пневмоцилиндров связан с командоаппаратом. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N 618427, кл. С 21 D 9/00, 1977.

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для индукционного нагрева заготовок | 1977 |
|
SU618427A1 |
| Установка для индукционного нагрева заготовок | 1981 |
|
SU982209A1 |
| Автоматическая линия для изготовления изделий типа опорных роликов тракторов | 1980 |
|
SU929400A1 |
| Индукционная установка | 1982 |
|
SU1016376A1 |
| Линия индукционного нагрева заготовок прямоугольного сечения | 1989 |
|
SU1746177A1 |
| Индукционная установка | 1981 |
|
SU969754A1 |
| Станок для термообработки концов длинномерных изделий | 1980 |
|
SU1002373A1 |
| Установка для индукционного нагрева длинномерных изделий | 1980 |
|
SU910796A1 |
| АВТОМАТ ДЛЯ КОМПЛЕКСНОГО ДВУХПРОФИЛЬНОГО КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1971 |
|
SU302582A1 |
| Установка для изготовления изделий типа колец | 1982 |
|
SU1094644A1 |
OOOQQ W)OOOartQ
{
