(54) УСТРОЙСТВО ДЛЯ НАБИВКИ ФУТЕРОВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАБИВКИ ФУТЕРОВКИ | 1993 |
|
RU2089807C1 |
| Устройство для набивки футеровки | 1990 |
|
SU1747839A1 |
| Устройство для изготовления футеровки | 1977 |
|
SU627917A1 |
| Установка для набивки центровых | 1977 |
|
SU737126A1 |
| С-.СЕСОЮЗНАЯ I ПДТ^Й.КО-11.ЛЙГ:[СН^^4 | 1973 |
|
SU368461A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ НАБИВНОЙ ФУТЕРОВКИ | 1991 |
|
RU2027545C1 |
| УСТРОЙСТВО ДЛЯ НАБИВКИ ФУТЕРОВКИ | 1991 |
|
RU2016366C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУТЕРОВКИ ТИГЛЯ ВАКУУМНОЙ ИНДУКЦИОННОЙ ПЕЧИ | 2022 |
|
RU2802219C1 |
| Устройство для футеровки металлургических ковшей | 1977 |
|
SU737129A1 |
| Способ изготовления набивных тиглей индукционных печей | 1981 |
|
SU1015227A1 |
1
Изобретение относится к металлургии и, в частности, к устройствам для набивки футеровки.
Известно устройство для набивки футеровки, содержащее платформу, бункер с приводом вращения и по меньщей мере одним питателем, уплотняющий элемент с приводами вибрации и подъема. Подъем питателя и уплотняющего элемента осуществляется тросами, наматываемыми на барабан, имеющий синхронное вращение с вращением платформы 1.
Однако данное устройство не обеспечивает равномерной плотности набивки, так как на первом обороте смесь наносится на горизонтальную плоскость, в то время как нарастание толщины слоя, подлежащего уплотнению, происходит по винтовой поверхности, вследствие чего на первом обороте начальная зона окажется неравномерной плотности. Устройство не обеспечивает равномерного уплотнения и на последующих оборотах, так как уплотняющий элемент висит на тросе и при избытке футеровочной смеси уплотняет слой больщей толщины, чем предусмотренный для получения
заданной плотности. А при меньщей подаче смеси уплотняющий элемент может зависнуть, оторваться от слоя и вообще не производить уплотнения. Подача же строго определенного количества смеси известным устройством не предусмотрена, так как заложено объемное дозирование, не обладающее достаточной точностью.
Целью изобретения является повыщение плотности футеровки.
Эта цель достигается тем, что в устройстве для набивки футеровки, содержащем платформу, бункер с приводом вращения и по меньшей мере одним питателем, уплотняющий элемент с приводами вибрации, и подъема, платформа снабжена вертикальным валом, на котором укреплен бункер и который соединен с приводом вращения, а уплотняющий элемент укреплен на питателе.
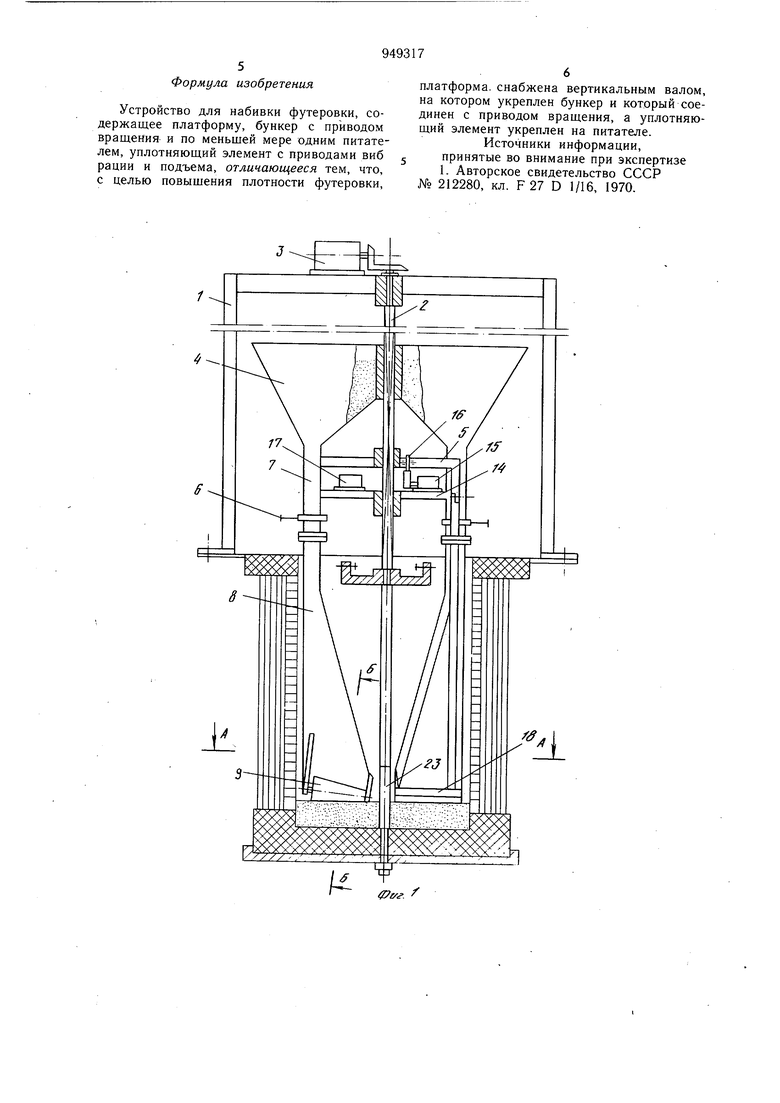
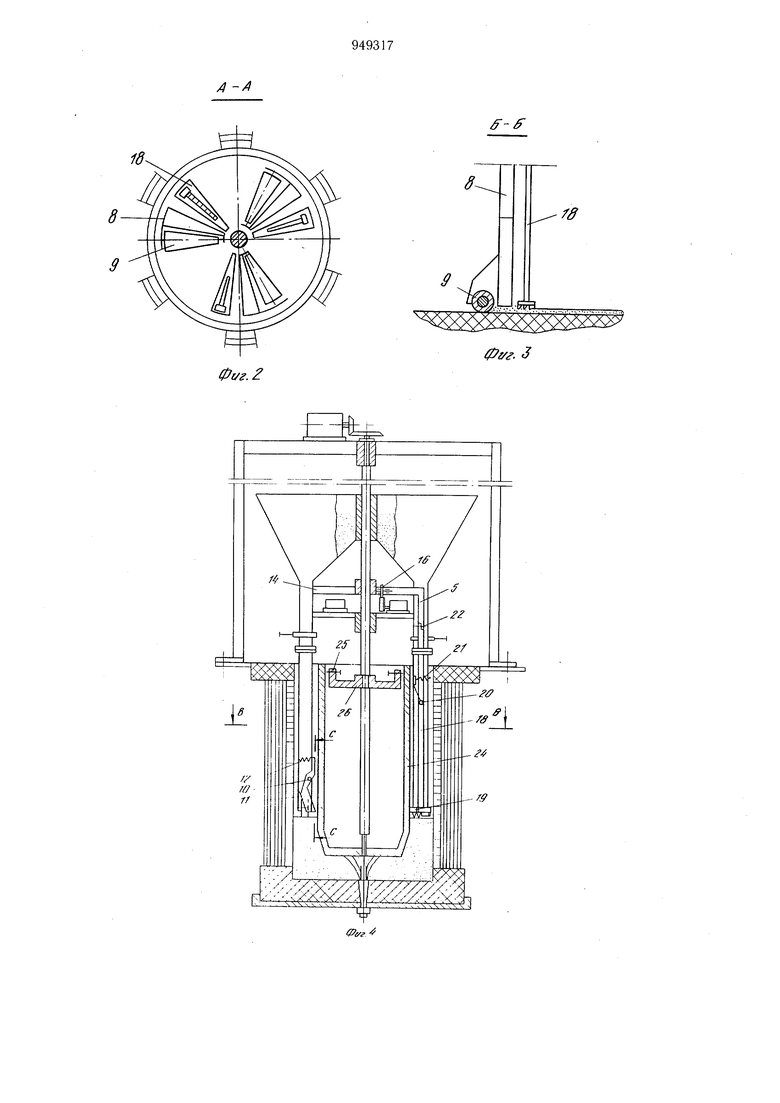
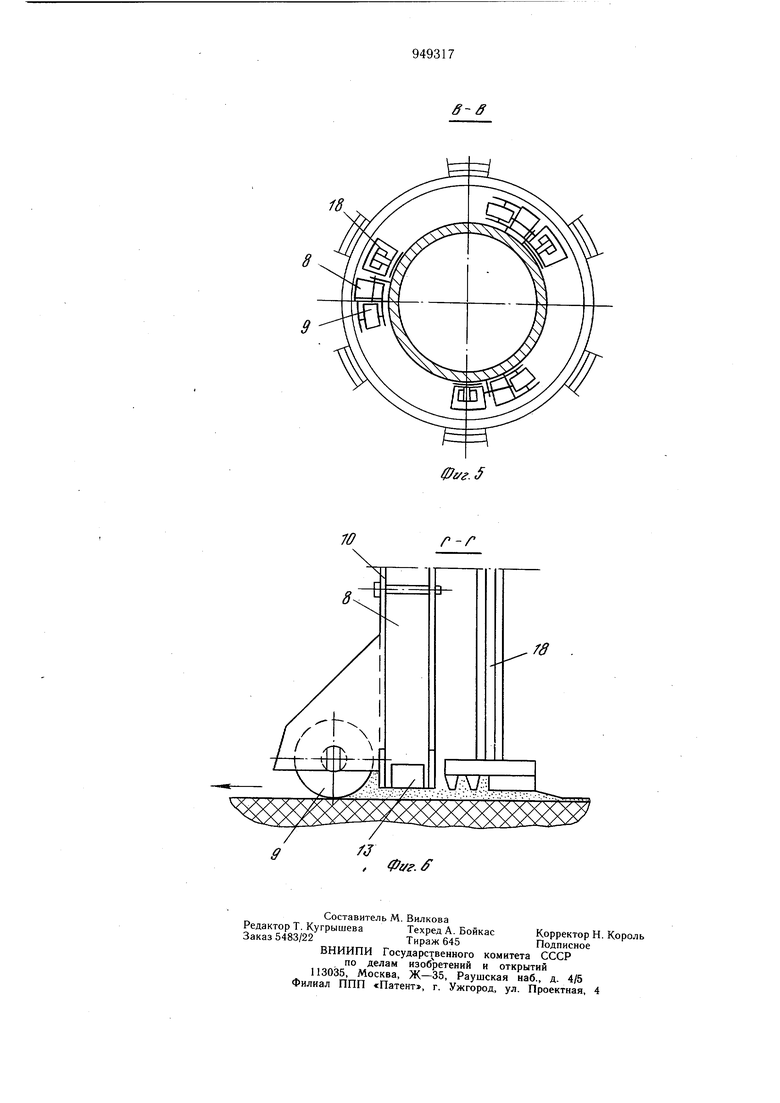
На фиг. 1 дана схема предлагаемого устройства с уплотняющим подовым элементом; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4- схема предлагаемого устройства с уплотняющим элементом для боковых стенок; на
фиг. 5 - разрез В-В на фиг. 4; на фиг. 6- разрез Г-Г на фиг. 4.
Устройство состоит из платформы 1, встроенного в платформу и опирающегося на нее в верхней своей части вертикального вала 2, который через передачу соединен с приводом 3 вращения. На валу 2 расположены бункер 4, трамбовка 5, которые сопряжены с валом по посадке, обеспечивающей совместное их вращение и свободное перемещение вдоль оси вала. Бункер 4 выполнен в виде емкости с тремя снабженными щиберами 6 питателями, равномерно расположенными по окружности , соосной с валом 2. Питатели имеют стационарную часть 7, к фланцам которой крепят сменную часть 8 питателя. -На сменной части 8 укреплен уплотняющий элемент 9, выполненный в виде ролика с рифленой опорной поверхностью. Сменная часть питателя может иметь различную конструкцию, зависящую от формы набивки. В случае набивки подины сменную часть питателя выполняют в виде сектора переменного по высоте сечения, а в случае набивки тигля сечение сменной части питателя по высоте делают постоянным и снабжают его ограничителями, сидящими на оси 10, щеками 11, соединенными с пружиной 12. В стенке питателя выполняют окно 13. На площадке 14 бункера 4 монтируют кулачковый привод 15 трамбовки 5, связанный через ролик 16 с трамбовкой, и вибратор 17. Трамбовка 5 выполнена в виде равноплечей треноги и имеет опоры 18, равномерно расположенные по окружности, соосной с валом 2. Конструкция опоры трамбовки зависит от формы набивки. При набивке подины опора 18 трамбовки выполнена в виде сектора, а в случае набивки стенок гигля опора 18 выполнена составной и дополнительно имеет подвижную частькулису 19, сидящую на оси 20 и соединенную с пружиной 21. Для исключения торможения вала 2 в момент опускания трамбовки 5 на уплотняемый слой опора 18 соединена с треногой шарнирным соединением 22. Дополнительно для центрирования.вала 2 относительно корпуса печи при набивке подины вал имеет отъемную часть 23, а для центрирования щаблона 24 относительно вала при набивке стенок тигля вал имеет диск 25 с упорами 26. Диск 25 закрепляют на валу 2 без передачи вращения вала на диск.
Процесс набивки футеровки с использованием предлагаемого устройства осуществляют следующим образом.
Отъемную часть 23 вала 2 крепят в центре дна корпуса печи. Устройство, снабженное сменными питателями бункера и опорами трамбовки, предназначенными для набивки подины, с предварительно наполненны.м расчетным количеством футеровочной смеси бункером 4 ставят платформой 1 на верх печи, при этом платформа за счет фиксаторов занимает положение, соосное печи, а нижний конец вала 2 сопрягают с его отъемной частью 23. Открывают щибера, и футеровочная смесь заполняет сменную часть 8 питателей с выходом на подину. Включают одновременно приводы вращения вала и перемещения трамбовки, а также вибратор. При вращении бункера на подину наносят равномерный слой футеровочной массы. На этот слой периодически падает трамбовка, поднимаемая кулачковым приводом 15 через ролик 16, производя уплотнение футеровочной смеси. Скорость вращения вала 2 выбирают такой, чтобы при заданной высоте подъема трамбовки каждый последующий удар по уплотняемой поверхности футеровочной смеси приходился с перекрытием. Доуплотнение смеси после трамбовки производят катящиеся по ней уплотняющие элементы 9, которым передает вибрацию установленный на бункере 4 вибратор 17. Установка вибратора на бункере исключает зависание в нем футеровочной смеси. Уплотнение одного слоя происходит на одну треть оборота вала. Синхронно с подъемом уровня футеровки происходит подъем опирающихся на нее бункера и трамбовки, и при достижении футеровкой высоты, близкой к заданной, перекрывают щибера 6 с тем, чтобы, опорожнив питатели бункера, выйти на заданную высоту футеровки. Закончив операцию набивки подины,
Q устройство поднимают краном и производят замену сменной части питателей бункера и сменных опор трамбовки. Одновременно на место удаленной из футеровки отъемной части 23 вала проставляют и заделывают контактный вывод для сигнализатора проедания тигля. Далее на подину ставят литой чугунный щаблон 24 и устройство для набивки футеровки возвращают в исходное положение. При этом чугунный шаблон центрируют относительно вала 2 при помощи отверстия в его донной части и винтовых упоров 26, расположенных на диске 25. Открывают шибера 6 и включают приводы устройства. Процесс набивки стенок тигля аналогичен процессу набивки подины с той лищь разницей, что, с целью
5 получения равномерной плотности- около стенок шаблона 24, щеки 11 сменной части питателей бункера постоянно поджаты к поверхности шаблона пружиной 12, а через окно 13 происходит подсыпка футеровочной смеси к стенкам щаблона. Одновременно кулисы 19 трамбовки постоянно поджаты пружиной 21 к стенке шаблона, копируя его профиль по высоте и обеспечивая уплотнение смеси непосредственно у стенок щаблона.
55 Предложенное устройство просто в эксплуатации, набивает футеровку гарантированной равномерной плотности, работает автоматически, что полностью исключает тяжелый труд набивщика.
Формула изобретения
Устройство для набивки футеровки, содержащее платформу, бункер с приводом вращения и по меиьщей мере одним питателем, уплотняющий элемент с приводами виб рации и подъема, отличающееся тем, что, с целью повышения плотности футеровки.
платформа, снабжена вертикальным валом, на котором укреплен бункер и который соединен с приводом вращения, а уплотняющий элемент укреплен на питателе.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 212280, кл. F 27 D 1/16, 1970.
18
S--68
fS
г/г. 3
