(54) УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ НАНЕСЕНИЯ ПОКРЫТИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления процессом нанесения покрытий | 1978 |
|
SU876186A1 |
| Установка для окрашивания изделий | 1987 |
|
SU1549605A1 |
| Автоматическое окрасочное устройство | 1986 |
|
SU1369828A1 |
| Устройство для управления процес-COM ОКРАСКи издЕлий | 1979 |
|
SU840792A1 |
| Устройство для управления процессом окраски изделий | 1978 |
|
SU748356A1 |
| Устройство для управления процессомМАРКиРОВКи издЕлий B пОТОчНОй лиНииОКРАСКи | 1979 |
|
SU845861A1 |
| Установка для бескамерной окраски | 1979 |
|
SU835524A1 |
| Устройство для нанесения покрытия на крупногабаритные изделия | 1982 |
|
SU1060242A1 |
| Установка для автоматического нанесения покрытия "Силуэт | 1986 |
|
SU1358998A1 |
| Камера для маркировки длинномерныхиздЕлий | 1979 |
|
SU835526A1 |
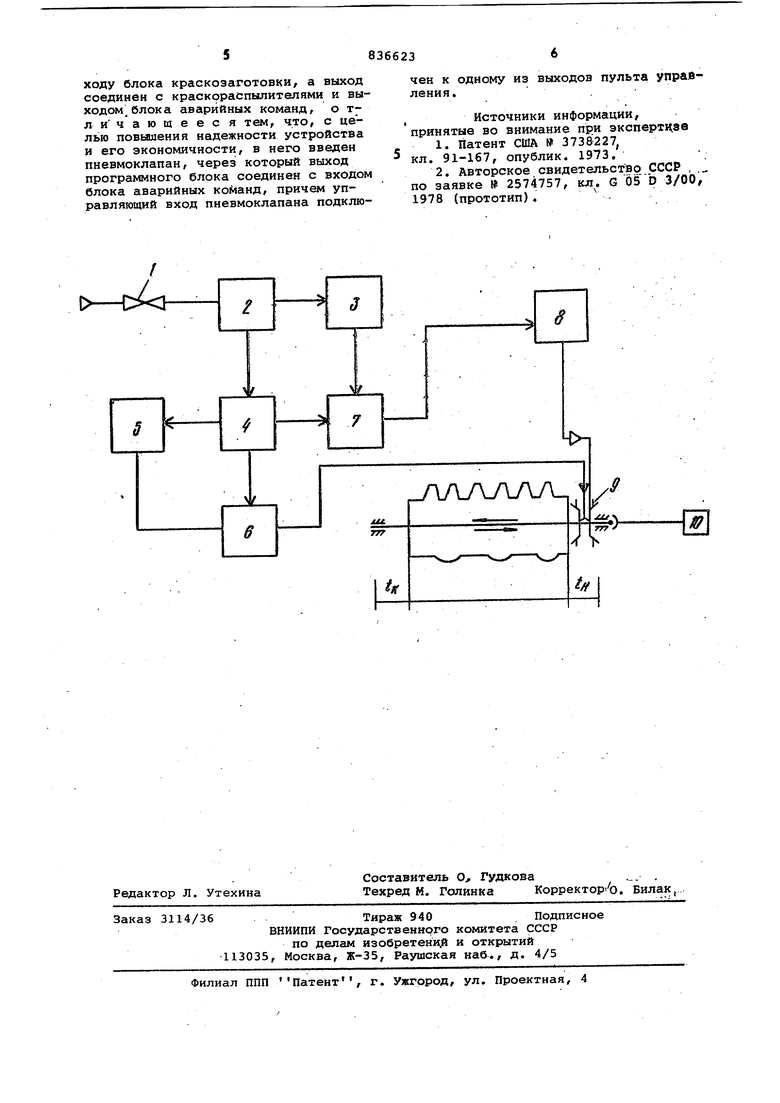
- Изобретение относится к окрасочной технике и может быть использовано для управления процессом нанесения покрытия на движущиеся металлические ленты в автоматическом режиме Известна система для автоматической окраски изделий, включающаяся транспортер непрерывного действия, по ходу которого установлен чувствительный элемент (сенсор) вне места окраски изделия, подающий генерирующие сигналы появления, прохода и конца изделия 11. Наиболее близким по технической сущности к изобретению является система управления процессом нанесения покрытия 2, включающая вентиль, через который источник питания соед нен с блоком воздухоприготовления, первый выход которого соединен со входом пульта управления, а второй с программным блоком управления распылителем, первый выход пульта управления соединен с краскозаготов тельным отделением,а второй,- с бло ком краскораспределения, устройство электропневмоблокировки и краскорас пылители, установленные в горизонта ной плоскости от привода. Недостатком известных устройств является наличие в системе управления сжатого воздуха под высоким давлением, что представляет опасность для обслуживающего персонала, и отсутствие специального устройства для подачи сигнала на краскораспылители, которые продолжают процесс окраски, когда изделие уже не находится в зоне их действия, что ведет к непроизводительным потерям окрасочного материала. Целью изобретения является повышение экономичности устройства за.счет экономики лакокрасочного материала и повышение надежности устройства за счет улучшения техники безопасности обслуживающего персонала. Поставленная цель достигается тем, что в устройстве для управления процессом нанесения покрытий, содержащем пневматический блок питания, подключенный К пульту управления и программному блоку, выходы пульта управления подключены к блоку краскозаготовки и блоку краскораспределения, второй вход которого подключен к выходу блока краскозаготовки, а выход соединен с краскораспылителями и выходом блока аварийных команд, введен пневмоклапан, через который выход программного блока соединен с входом блока аварийных команд приче управляющий вход пневмоклапана подключен к выходу пульта управления, . Использование пневмоклапана позво ляет применять низкое давление рабочего агента для работы системы управ ления при работе исполнительного ме, ханизма на высоком давлении. При отсутствии изделия в зоне окраски пневмоклапан срабатывает, и исполнительный механизм прекращает процесс окраски. На чертеже изображена функциональ ная схема устройства для управления процессом нанесения покрытий. Оно содержит вентиль 1, соединенный с выходом блока воздухоприготовлёния 2. Вентиль и блок 2 составляют пневматический блок питания. Один выход блока воздухоприготовления соединен с входом программного блока (блока управления распылением 3) , а другой - с входом пульта управления 4. Один выход пульта управления соединен с входом в блок краскозаготовки 5, другой выход с входом блока краскораспределения 6, а третий выход - с первым входом пневмоклапана Т. Выход блока управления распылением соединен со вторым входом пневмоклапана 7, Выход пневмоклапана 7 соединен с входом в блок аварийных команд - электропневмоблокировки 8. Выходы блока краскораспределения б и блока электропневмоблокировки 8 соединены с краскораспылителями 9, имеющими привод 10. Краскораспылители 9 установлены в камере с гидрофильтром (на чертеже не показана) и при помощи штанги от привода имеют возможность поперечного перемещения относительно оси движения окрашиваемых изделий и совершает горизонтальное возвратно-поступательное дв жение. . Устройство работает следующим об разом. При подаче сжатого воздуха ч®Р э .вентиль 1 на блок воздухоприготовле ;НИя 2 устройство готово к работе, так как питание через блок 2 подается распылением 3 и на пульт управ ления 4, Команда на подачу выбранно го лакокрасочного материала с пульт управления 4 подается на блок 5, из которого материал поступает на блок краскораспределения б и через котор по следующей команде с пульта управ ления 4 материал подается на краско распылители 9, в.то же время с пуль та управления 4 запитывают сжатым воздухом пневмоклапан 7, через кото рый сжатый воздух по команде от бло ка управления распылением 3 поступа ет на блок 8 и через него на краскораспылители 9 . Последние от привода 10 получают возвратно-поступательное перемещение в горизонтальной плоскости, поперечной по отношению движущихся окрашиваемых лент изделия, и распыление лакокрасочных материалов происходит только тогда, когда краскораспылители 9 проходят зоны от tri до t или наоборот от t до t при возвратном движении по упомянутой выше команде от блока 3 (где t начало зоны распыления при движении краскораспылителей вперед, а t ,конец зоны распыления,при движении краскораспылителей назад t. - начало зоны распыления, а t - конец зоны распыления). При нарушении на линии изго-говления трехслойных ограждающих панелей условий, обеспечивающих нормальное прохождение технологического процесса (остановились окрашиваемые ленты или не работает гидрофильтр камеры, т.е. не подается вода на лотки гидрофильтра или не работает приточно-вытяжная система вентиляции) блок 8 не зависимо от того, в каком положении находятся краскораспылители 9, прерывает подачу сжатого воздуха от пневмоклапана 7 на краскораспылители 9, прекращая тем самым распыление лакокрасочного материала. Если условия, обеспечивающие работу линии, соответствуют заданному режиму - распыление мате риала осуществляется по команде от блока 3, и наоборот, если прекратилась подача материала на краскорае пылители 9, останавливается работа всей линии по команде от системы управления изготовления панелей. При использовании нового элементапневмоклапана экономится лакокрасочный материал и улучшается техника безопасности обслуживающего персонала. Экономия лакокрасочного материала происходит аёР счет того, что распыление лакокрасочного материала осуществляется только при наличии движущихся изделий, например двух металлических лент и только на их ширину. Техника безопасности обслуживающего персонала обеспечивается использованием в качестве рабочего агента сжатого воздуха низкого давления. Формула изобретения Устройство для управления процессом нанесения покрытий, содержащее пневматический блок питания, подключенный к пульту управления и программному блоку, выходы пульта управления подключены к блоку краскозаготовки и блоку краскораспределения, второй вход которого подключен к выходу блока краскозаготовки, а выход соединен с краскораспылителями и выходом, блок а аварийных команд, о тличающееся тем, что, с целью повышения надежности устройства и его экономичности, в него введен пневмоклапан, через который выход программного блока соединен с входом блока аварийных коМанд, причем управляющий вход пневмоклапана подклю 1:
чен к одному из выходов пульта управления.
Источники информации, принятые во внимание при экспертизе
кл. 91-167, опублик. 1973,
fff ЛЛУХУХА/и
