(54) УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ . ОКРАСКИ ИЗДЕЛИЙ
1
Изобретение относится к окрасочной технике, преимущественно к окрас ке внутренней поверхности полых изделий и может быть использовано -в круп- j носерийном производстве полых изделий, например бочек..
При окраске внутренних поверхностей бочек, транспортируемых на подвесных конвейерах периодического действия, |Q необходима система управления на пневмоэлементах, которая бы включала устройства воздухоприготовления и воздухораспределения, управления приводом конвейера, перемещением и работой распылителей, а также устройство совмещения положения изделий с положением распылителей.
известно устройство для перемеще- 20 ния и качания распылителей при мойке или окраске внутренних бочек, в котором на участках мойки или окраски распылительная головка входит внутрь боч- ки и при качании или поворотах омывает или окрашивает стенки бочек р. 1 Однако в этом устройстве не выпрл.няется такая операция,как совмещениеположения изделий с положением распылителей.
Наиболее близким техническим решением к данному изобретению является система.для автоматической окраски изделий, включающая транспортер непрерывного действия, по ходу которого установлен фиксирующий элемент (сенсор) вне места окраски изделия, генерирующий сигналы появления, прохода и конца изделия,
Сенсор связан с контрольным контуром, вырабатывающим команды начал-а, продолжительности и конца распыления с соответствующей задержкой по времени, равной времени прохождения изделия от места установки фиксирующего элемента до распылителя, что выполняется соответствующими триггерными и таймерными цепями 2 .
Известная система обладает следующими недостатками: чувствительный элемент (фотореле), фиксирующий наличие изделия, вынесен из зоны окраски, что требует дополнительных устройств задержки подачи сигнала на распылитель; в системе отсутствует способность выбора изделий окраски. Она реагирует на любое изделие.
Целью изобретения является повышение бь стродействия и упрощение устройства.
Поставленная цель достигается тем, что устройство содержит второй фиксирующий элемент, вход которого подключен к выходу блока воздухоприготовления, выходы первого и второго фиксирующих элементов соединены со входами блока воздухораспределения, выходы которого связаны со входом блока управления приводами, и со входом усилителя, причем вход блока управления приводом конвейера подключен ко входу первого фиксирующего элемента.
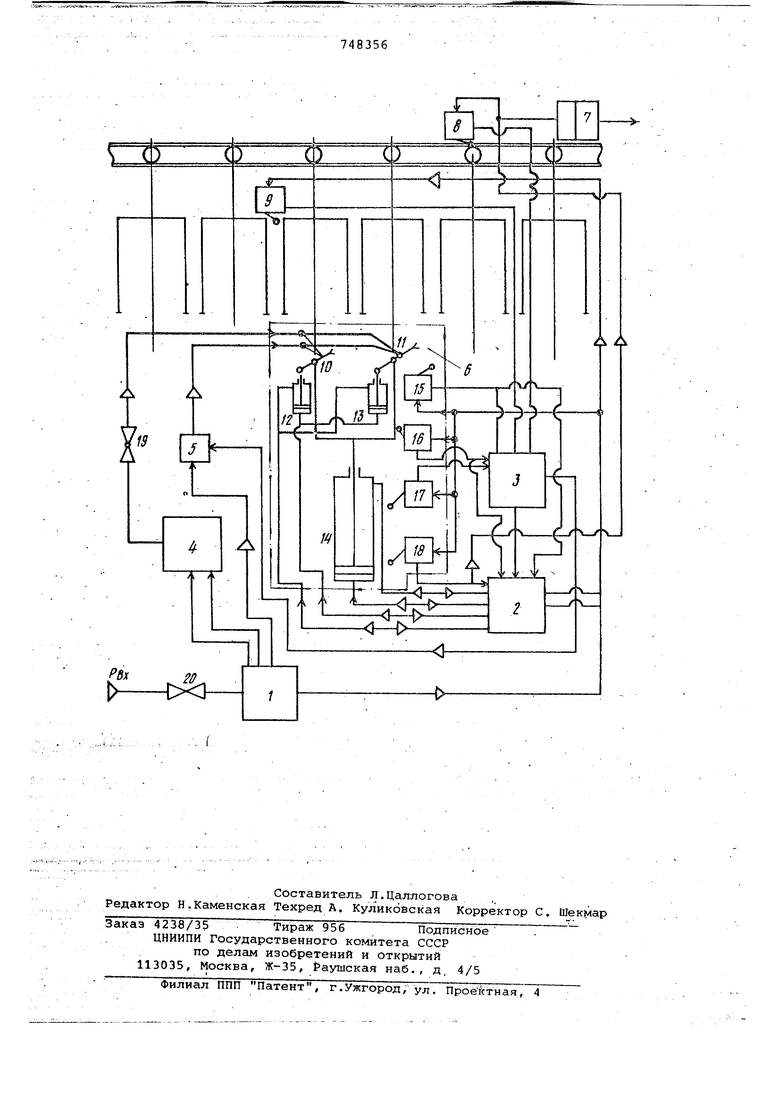
На чертеже представлена функциональная схема устройства, которое содержит блок воздухоприготовления 1, блок управления приводом 2, блок воздухораспределения 3 , блок краскоподачи 4, усилитель 5, блок перемещения распылителей 6, блок управления приводом конвейера 7, первый фиксирующий элемент 8, второй фиксирующий элемент 9. .
Блок перемещения распылителей состоит из распылителей 10, 11, ци.линдров 12, 13, 14 и конечных выключателей 15,16,17,18, .
Устройство содержит также кран 19 и вентиль 20;
Устройство работает следующим образом.
Данное устройство окрашивает одновременно два изделия - две бочки. Линия одновременной окраски двух бочек выполнена в виде подвесного конвейера периодического действия с подвесками , на каждой из которых закреплено по две бочки вверх дном. Каждая подвеска снабжена адресователем,контактирующим с первым фнксирующим элементомконечным выключателем 8, определяющим наличие подвески с изделиями. При окраске на данной линии других Изделий на подвеске отсутствуетадресователь.
Первый фиксирующий элемент - конечный выключатель 8 установлен в камере окраски и, контактируя с. бочками, фиксирует их наличие. (Именно бочек, а не други-х изделий).
Таким образом, конечный выключатель 9 является фиксирующим элёментом наличия заданного изделия.
Блок перемещения и качания распылителей б и блок К заскоподачи расположены в камере окраски, а элементы системы управления сосредотбчены в технологическом шкафу, установленном вне камеры окраски.
При подаче питания через вентиль 20, сжатый воздух поступает в блок воздухоприготовления и,пройдя очистку и двухступенчатое редуцирование,поступает соо.тветственно на блок краскоподачи, на блок управления приводами и на конечные выключатели 9, 15, 16, 17 и 18.
На блок управления приводом конвейера рабочее питание (сжатый воздух ) поступает параллельно фиксирующаму элементу 8 и второму входу на блок управлений приводами через ко вечный выключатель 18, который выполняет роль.датчика обратной сйязи и фиксирует нижнее, исходное положение блока перемещения и качания распылителей 10 и 11, .
В этом положении устройство приготовлено 1C работе.
При работе конвейера и подходе подвески с бочкам л к фиксирующему элементу 9, он контактирует иапосредственно с бочками, при этом его сигнал поступает на второй вход блока возду5гораспределения, в котором клапан воздухораспределителя линии связи к блоку управления приводами, сообщенный с атмосферой, перебрасывается на линию от фиксирующего элемента 8.
При дальнейшем движении при кон,тактировании фиксирующего элемента 8 с адресователем подвески, его сигнал проходит по линии связи к блоку управления приводами через распределитель блока воздухораспределения, где перебрасывает клапан блока управления приводами на прямую от устройства воздухоприготовления непосредственно в подпоршневую полость привода цилиндра 14 блока перемещения и качания распылителей. Это положение соответствует совмещению положения изделия с положением распылителей на линии огсраски, вследствие чего, при начале движения поршня цилиндра 14. Biaepx, конечный выключатель 18 размыкает линию питани я конечного выключателя 8 и блока управления приводом конвейера, в результате которого конвейер останавливается (блокируется
УПК) , .;,
При дальнейшем движении цили.ндра привода 14 до предела подъема распылителей 10 и 11 конечный выключатель 16 срабатыв.ает и выдает сигнал на усилитель 5 через элемент ИЛИ блока воздухораспределения, в результате которого сжатый воздух от блока воздухойриготовлёния поступает на распылители 10 и 11. В свою очередь, на распылители при открытии крана 19 подана краска от блока краскоподачи, при услов.йи нажатия -кнопки краска на пульте управления.
Вторая кнопка растворитель нажимается перед началом работы для промывки распылителей.
При поданной краске и рабочего давления воздуха от усилителя 5 начинается процесс окраски внутренних поверхностей бочек.
Одновременно сигнал от конечного выключателя 16 поступает в блок управления приводами, где перебрасывает питание в подпоршневые полости приводов цилиндров 12 и 13 качания распылителе 10,11, что заставляет их разворачиватся вокруг своей горизонтальной оси c5Y вертикального положения до горизонтал ного. При таком движении распылители окрашивают дно и углы бочки последовательно. В горизонтальном положении распыли тель нажимает на конечный выключатель 15, сигнал которого заставляет воздух распределительный клапан блока 2 пере бросить питание в поршневую полость привода цилиндра 14 и заставить все приводы перемещения распылителей пойти вниз. При этом окрашиваются вйутре ние стенки бочек. При достижении цилиндром нижнего положения, соответствующего прекращению зоны окраски, он контактирует с конечным выключателем 17 и его сигнал через устройство 3 (через элемент ИЛИ снимает сигнал с. усилителя 5, тем самым прекращая процесс окраски. При дальнейшем опускании цилиндра 14 он . контактирует с конечным выключателем 18, сигнал которого запитывает фиксирующий элемент 8, разблокирует блок управления приводом конвейера, снимает с блока 3 сигнал от второго фиксирующего элемента 9, что отключает линию связи на блок 2, который, в свою очередь, поршневые полости при водов 12, 13,14 сообщает с атмосферой и процесс перемещения и качания прекршлается, а распылители 10 и 11 уста навливаются в первоначальное вертикал ное положение. Устройство подготовлено к последую щему циклу работы, причем разблокированный блок управления приводом конвейера позволяет перемещать следующие подвешенные бочки на позицию окраски. Предложенное устройство для управления процессом окраски изделий ВЫПОЛ нено на известных элементах, простое по .конструкции, надежно и решает функ цию избирательности изделий, подлежащих окраске, а также совмещения положения изделия с положением распылителей автоматически, т.е. по вышает точность процесса окраски. Оно может быть использовано не только для; окраски бочек, но и для окраски других изделий, транспортируемых совместно с бочками.Формула изобретения Устройство для управления процессом окраски изделий, содержащее блок управления приводом конвейера, блок воздухопригоТовления, Нервый выход которого через блок краскоподачи подключен к первому входу блока перемещения распылителей, второй выход через усилитель ко второму входу блока перемещения распМлйТёлёй-,а третий выход - к первому вхбду блока управления приводами и к третьим входам блока перемещения распылителей, четвертые входы которого соединены с первыми выходами блока управления приводами,, а первый выход со вторым входом блока управления приводами и первым входом блрка воздухораспредёленИя:, вТорой выход - с третьим входом блока управления приводами и со входом первого фиксирующего элемента, третий выход со вторым входом блока воздухораспределения, а четвертый выход - с третьим входом блока воздухораспределения и с четвертымвходомблока управления приводами, отличающе ес я тем, что, с целью повытления быстродействия и упрощения устройства, оно содержит вТорой фиксирующий элемент, вход которого подключен к выходу блока воздухоприготовления, выходы первого и второго фиксирующих элементов соединены соответственно с пятым и шестым входами блока воздухораспрееления, первый выход которого связан с пятым входом блока управления приводами, а второй выход - с другим входом усилителя, причем вход блока управления приводом конвейера подключен ко входу первого фиксируюего элемента. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 354907, кл. В 08 В 9/00, 1972. 2.Патент США № 3682131, л. 118-2, опубл. 1972 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления процессомМАРКиРОВКи издЕлий B пОТОчНОй лиНииОКРАСКи | 1979 |
|
SU845861A1 |
| Система управления процессом нанесения покрытий | 1978 |
|
SU876186A1 |
| Автоматическая окрасочная линия | 1983 |
|
SU1207510A1 |
| Установка для окраски внутренней поверхности изделий | 1976 |
|
SU654305A1 |
| Устройство для управления процессомНАНЕСЕНия пОКРыТий | 1979 |
|
SU836623A1 |
| Установка для нанесения покрытий | 1982 |
|
SU1140835A1 |
| Установка для окраски металлических изделий | 1976 |
|
SU634799A1 |
| Установка для нанесения покрытия на наружные поверхности полых изделий | 1983 |
|
SU1123740A1 |
| Устройство для регулированияТОлщиНы пОКРыТия | 1979 |
|
SU796795A1 |
| Установка для нанесения покрытий | 1985 |
|
SU1366228A1 |