(54) УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ
МАРКИРОВКИ ИЗДЕЛИЙ В ПОТОЧНОЙ ЛИНИИ ОКРАСКИ
I
Изобретение относится к окрасочной технике, преимущественно к окраске наружной поверхности цилиндрических изделий, например баллонов, с последующим нанесением надписи, например «ПРОПАН, и может быть использовано в крупносерийном производстве этих изделий.
Известно устройство для управления про цессом окраски изделий, содержащее блок управления приводом конвейера, блок воздухоприготовления, первый выход которого соединен с первым входом блока управления приводами, второй выход - со входом первого фиксирующего элемента, выход которого соединен со вторым входом блока управления приводами, и со входом второго фик сирующего элемента выход которого соединен со входом блока механизмов маркировки, а третий выход - с первым входом блока воздухораспределения, блок краскоподачи, соединенный с блоком механизмов маркировки, и блок перемещения механизмов маркировки, соединенный с блоком управления приводами 1.
Недостатком данного устройства является его малая надежность и прерывание технологического процесса из-за периоди
еских остановок конвейера на время окр ки внутренней поверхности бочек.
Цель изобретения - повыщение над
жности устройства и обеспечение Henpej
.
f ности технологического процесса окра Поставленная цель достигается тем,
то устройство для управления процессом N
Ркировки изделий в поточной линии окра и, содержащее блок управления приводом
нвейера, блок воздухоприготовления,
ер10 вый выход которого соединен с первым
соойдом блока управления приводами, втс выход - со входом первого фиксирую1
го элемента, выход которого соединен со
орым входом блока управления привод ии, и со входом второго фиксирующего эле
н15 та, выход которого соединен со входом б; ка механизмов маркировки, а третий выхо с первым входом блока воздухораспред
ления, блок краскоподачи, соединенный с локом механизмов маркировки, и блок п редимещения механизмов маркировки, со
20 ненный с блоком управления привод ли, и снабжено третьим и четвертым, пяты щестым фиксирующим элементами.
рвым и вторым датчиками обратной связи, элементом ИЛИ и блоком привода перемещения механизмов маркировки, третий вход блока управления приводами последовательно через первый и второй датчики обратной связи соединен со вторым выходом блока воздухоприготовления и последовательно через третий и четвертый фиксирующие элементы и элемент ИЛИ - со входом блока управления приводом конвейера и совторым входом блока воздухораспределения, третий вход блока воздухораспределения через щестой фиксирующий элемент соединен со вторым выходом блока воздухоприготовления, а через пятый фиксирующий элемент, который своим входом соединен со вторым выходом .блока воздухоприготовления; соединен с четвертым входом блока управления приводами и со вторым входом элемента ИЛИ и с блоком управления приводом конвейера, и через элемент ИЛИ - со вторым входом блока воздухораспределения, причем выход блока воздухораспределения соединен с блоком привода перемещения механизмов маркировки.
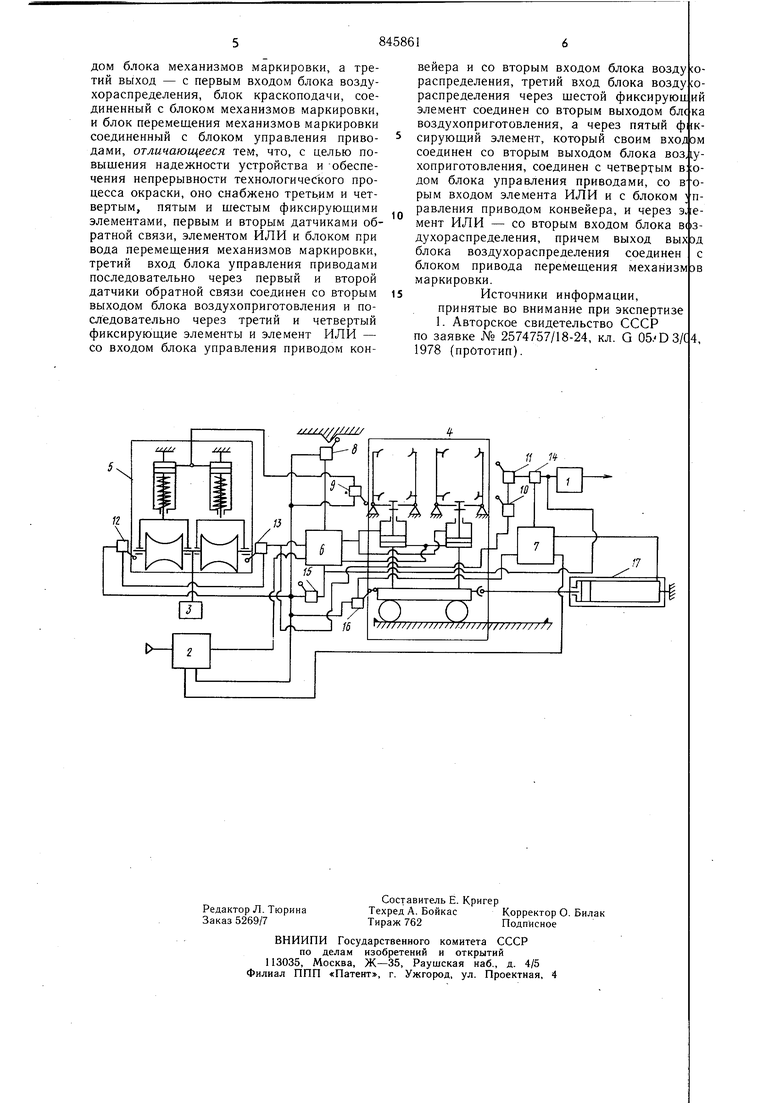
На чертеже представлена функциональная блок-схема устройства.
Устройство содержит блок 1 управления приводом, блок 2 воздухоприготовления, блок 3 краскоподачи, блок 4 перемещения механизмов маркировки, механизм 5 маркировки, блок 6 управления приводами, блок 7 воздухораспределения, первый фиксирующий элемент 8, второй фиксирующий элемент 9, третий фиксирующий элемент 10, четвертый фиксирующий элемент 11, первый датчик 12 обратной связи, второй, датчик 13 обратной -связи, элмент ИЛИ 14, пятый фиксирующий элемент 15, щестой фиксирующий элемент 16 и блок 17 привода перемещения механизмов маркировки. Все эти элементы связаны между собой согласно блок-схеме.
Устройство работает следующим образом.
Подают питание блок 2 воздухоприготовления и запитывают все элементы, входящие в устройство и находящиеся в этот момент в исходном положении. Перемещаемые конвейером непрерывного .действия (на чертеже не представлен) баллоны контактируют с первым фиксирующим элементом 8, который подает сигнал на блок 6 управления при водами. От последнего сигнал управления поступает к блоку 4 перемещения механизмов маркировки. Этим блоком приводятся в действие захваты баллонов и механизм 5 маркировки, который получает сигнал от второго фиксирующего элемента 9. При окончании нанесения маркирующей надписи на очередную пару баллонов механизмом 5 маркировки от контакта этого механизма с датчиками 12 и 13 обратной связи включенными последовательно, образуется сигнал, который через блок 6 управления приводами подается на блок 4 механизмов маркировки- в результате размыкаются захваты освобождаются баллоны, а разомкнувщиеся захваты вступают в контакт с третьим 10 и четвертым И фиксирующими элементами, находящимися в последовательном
соединении. Через них сигнал от датчиков 12 и 13 обратной связи пройдет на вход элемента ИЛИ и далее на блок 7 воздухораспределения. Последний воздействует на блок 17 привода перемещения механизмов маркировки, в результате чего блок 4 механизмов маркировки приводится в исходное положение, которое зафиксируется щестым фиксирующим элементом 16, сигнал управления от которого посылается на блок 7 воздухораспределения. Таким образом,
снимается команда от элемента ИЛИ. В случае, если удерживающие баллоны -захваты блока 4 перемещения механизмов маркировки не сходятся и механизмы маркировки продолжают перемещаться вместе с баллонами по конвейеру, создавая аварийную ситуацию, пятый фиксирующий элемент 15 от контакта с ним механизмов маркировки продублирует команду на разжатие захватов. Эта команда в виде сигнала поступает на блок 6 управления приводами и
5 через второй вход элемента ИЛИ - на блок воздухораспределения 7 и на блок управления приводом конвейера 1. При этом конвейер останавливается. Если захваты освобождаются от баллонов и вступают в контакт с третьим фиксирующим элементом
0 10 и четвертым фиксирующим элементом И, а блок 17 привода перемещения механизмов маркировки возвращает механизмы маркировки в исходное положение, то запрещающий сигнал снимается с блока I управления приводом конвейера и процесс повторяется. Предлагаемое устройство для управлления процессом маркировки изделий в поточной линии окраски обладает повыщенной надежность. Кроме того, оно обеспечивает непрерывность технологического процесса окраски изделий в поточной линии Устройство для управления процессом .маркировки изделий предусматривает использование известных элементов, выпускаемых отечественной промыщленностью, и обладает конструктивной простотой.
Формула изобретения
Устройство для управления процессом маркировки изделий в поточной линии окраски, содержащее блок управления приводом конвейера, блок воздухоприготовления, -первый выход которого соединен с первым входом блока управления приводами, второй выход - со входом первого фиксирующего элемента, выход которого соединен со вторым входом блока управления приводами, и со входом второго фиксирующего элемента, выход которого соединен со входом блока механизмов маркировки, а третий выход - с первым входом блока воздухораспределения, блок краскоподачи, соединенный с блоком механизмов маркировки, и блок перемещения механизмов маркировки соединенный с блоком управления приводами, отличающееся тем, что, с целью повышения надежности устройства и -обеспечения непрерывности технологического процесса окраски, оно снабжено третьим и четвертым, пятым и шестым фиксирующими элементами, первым и вторым датчиками обратной связи, элементом ИЛИ и блоком при вода перемещения механизмов маркировки, третий вход блока управления приводами последовательно через первый и второй датчики обратной связи соединен со вторым выходом блока воздухоприготовления и последовательно через третий и четвертый фиксирующие элементы и элемент ИЛИ - со входом блока управления приводом конвейера и со вторым входом блока возду сораспределения, третий вход блока возду сораспределения через шестой фиксируюи ий элемент соединен со вторым выходом блс ка воздухоприготовления, а через пятый ф
ксирующий элемент, который своим вход соединен со вторым выходом блока воз, lyхоприготовления, соединен с четвертым в :одом блока управления приводами, со в орым входом элемента ИЛИ и с блоком управления приводом конвейера, и через э мент ИЛИ - со вторым входом блока в(13духораспределения, причем выход выхэд блока воздухораспределения соединен с блоком привода перемещения механизмрв маркировки. Источники информации,
принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 2574757/18-24, кл. G 05,D3/(4, 1978 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления процессом окраски изделий | 1978 |
|
SU748356A1 |
| Система управления процессом нанесения покрытий | 1978 |
|
SU876186A1 |
| Устройство для управления распределительно-сборочным конвейером | 1977 |
|
SU737324A1 |
| Устройство для управления процес-COM ОКРАСКи издЕлий | 1979 |
|
SU840792A1 |
| Устройство для управления процессомНАНЕСЕНия пОКРыТий | 1979 |
|
SU836623A1 |
| Устройство для передачи информации при учете перемещающихся изделий | 1982 |
|
SU1068957A2 |
| ГОРИЗОНТАЛЬНО ЗАМКНУТЫЙ ТЕЛЕЖЕЧНЫЙ КОНВЕЙЕР | 1991 |
|
RU2013330C1 |
| Устройство для регулированияТОлщиНы пОКРыТия | 1979 |
|
SU796795A1 |
| Машина для выжигания биндера линии производства люминесцентных ламп | 1990 |
|
SU1780122A1 |
| Система автоматического управления роторным конвейером | 1986 |
|
SU1361506A1 |
