(54) .СИСТЕМА УПРАВЛЕНИЯ ПРОЦЕССОМ НАНЕСЕНИЯ
ПОКРЫТИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления процессом окраски изделий | 1978 |
|
SU748356A1 |
| Устройство для управления процес-COM ОКРАСКи издЕлий | 1979 |
|
SU840792A1 |
| Установка для нанесения покрытий | 1983 |
|
SU1156747A1 |
| Устройство для управления процессомМАРКиРОВКи издЕлий B пОТОчНОй лиНииОКРАСКи | 1979 |
|
SU845861A1 |
| Устройство для управления процессомНАНЕСЕНия пОКРыТий | 1979 |
|
SU836623A1 |
| Логический модуль | 1979 |
|
SU890387A2 |
| Автоматическая окрасочная линия | 1983 |
|
SU1207510A1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 1996 |
|
RU2131306C1 |
| Устройство для регулированияТОлщиНы пОКРыТия | 1979 |
|
SU796795A1 |
| Устройство для нанесения покрытия на крупногабаритные изделия | 1980 |
|
SU929237A1 |
J ;
Изобретение откосится к автоматизации технологических процессов и может, быть использовано в процессах нанесения покрытий.
Известна система управления процессом нанесения покрытий, содержащая считывающие и логические устройства, резисторный мост, в плечн которого соответственно подключены переменный резистор с сопротивлением, соответствующим габариту изделия, и переменный резистор с сопротивлением, соответствующим амплитуде перемещения распылителей, а в измерительную диагональ резисторного моста подключено устройство, чувствительное к полярности тока (1.
Известная система решает вопрос перемещения распылителей до высоте, но не решает задачи управления работой распылителей при наличии изделий в зоне факела распыла и не следит за расстоянием между распылителем и поверхностью окрашиваемого изделия. Кроме того, это устройство выполнено на электрических элементах обычного исполнения, что ограничивает его применение.
Наиболее близкой к предлагаемому является система, содержащая блок управления приводом конвейера, блок краскоподачи, усилитель, элемент фиксации изделия, блок управления приводом, краскораспылитель, привод, блок управления перёмеще-нием краскораспылителя, вход которого соединен с выходом блока управления приводом
5 конвейера, первый выход блока управления перемещением краскораспылителя соединен с первым входом блока управления приводом, второй его выход соединен со входом усилителя, второй вход усилителя соединен со входом блока краскоподачи, выход усилителя соединен с краскораспылителем, выход первогоэлемента фиксации изделия соединен со вторым входом блока управления перемещением краскораспылителя, первый вход блока управления приводом соединен
15 с подпорщневой полостью привода, щтоковая полость привода соединена со вторым выходом блока управления приводом 2|. Известная система в основном решает задачу управления процессом нанесения покрытия преимущественно на внутренние
20 поверхности изде,лий, причем для осуществления окраски останавливак}т конвейер и движение изделия возобновляется только тогда, когда операция окраски внутренних
поверхностей заканчивается. Таким образом, известная система управления процессом нанесения покрытий, останавливающая коивейер для осуществления окраски изделия, не может быть без существенной переработ ни применена для управления процессом нанесения покрытий на изделия, транспортируемые конвейером непрерывного действия.
Цель изобретения - повышение производительности процесса.
Указанная цель достигается тем, что система для управления процессом нанесения покрытий, содержащая блок управления приводом конвейера, блок краскоподачи, усилитель, первый элемент фиксации изделия, блок управления приводом, краскораспылитель, привод,. блок управления перемещением краскораспылителя, вход которого соединен с выходом блока управления приводом конвейера, первый выход блока управления перемещением краскораспылителя соединен с первцм входом блока управления приводом, второй его вь1ход соединен со входом усилителя, второй вх.од усилителя соединен со входом блока краскоподачи, выход усилителя соединен с краскораспылителем, выход первого элемента фиксации изделия соединен со вторым входом блока управления перемещением краскораспылителя, первый вход блока управления приводом соединен с подпоршневой полосстью привода, штоковая полость привода соединена со вторым выходом блока управления приводом, снабжена пультом управления, вторым, третьим и четвертым элементами фиксации изделия, при этом первый выход пульта управления соединен с третьим входом усилителя, выход пульта управления соединен со входом блока управления перемещением краскораспылителя, выход второго элемента фиксации изделия соединен с четвертым входом блока управления перемещением краскораспылителя, выход третьего элемента фиксации изделия соеди нен с пятым входом блока управления перемещением краскораспылителя, а третий выход блока управления приводом соединен с четвертым элементом фиксации изделия.
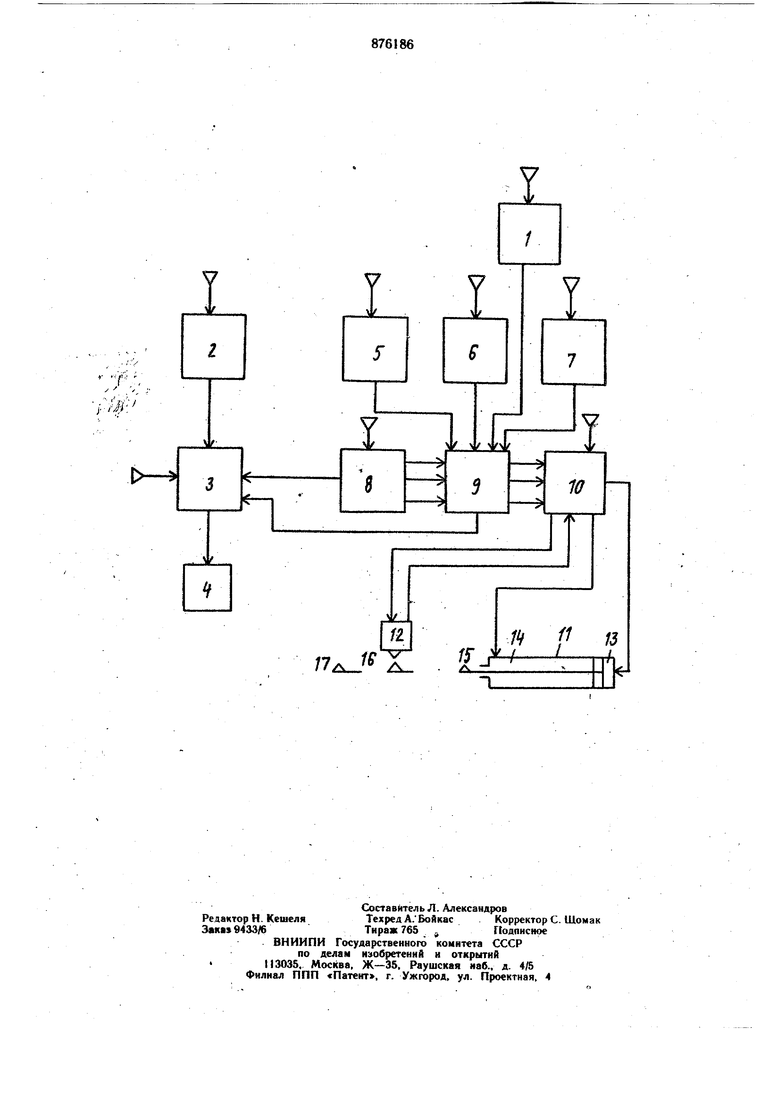
На чертеже изображена схема системы.
Система управления процессом нанесения покрытий состоит из блока 1 управления приводом конвейера, блока 2 краскоподачи, усилителя 3, краскораспылителя 4, первого элемента 5 фиксации изделия, второго элемента 6 фиксации изделия, третьего элемента 7 фиксации изделия. Пульта 8 управления, блока 9 управления перемещением краскораспылителя 4, блока 10 управления пр иводом 11, четвертого элемента 12 фиксации изделия.
Система содержит также подпоршневую полость 13 привода 11, штоковую по-, лость 14 привода 11. На чертеже показана
позиция 15 краскораспы.тителя 4 при изделии большого габарита, позиция 16 краскораспылителя 4 при изделии среднего габарита, позиция 17 краскораспылителя 4 при
изделии малого габарита. В пульте 8 управления, с целью осуществления пусконаладочных работ вручную, в зависимости от габаритов изделий в качестве задатчиков приняты пневмотумблера, имитирующие сигналы первого, второго и третьего элементов
5, 6 и 7 фиксации изделия, а также тумблер для управления подачей лакокрасочного материала через усилитель 3 на краскораспылитель 4.
Система управления процессом нанесения покрытий работает следующим образом.
При Неисправностях в линии окрасочного
оборудования или при отсутствии одного из параметров, обеспечивающих нормальную работу линии, например не работает по каким-либо причинам вентиляционная установка, сигнал от блока 1 управления приводом конвейера запрещает процесс распыления материала, а также пуск непосредственно конвейера.
При ручном режиме окраски (для осуществления пусконаладочных работ) при работающем конвейере, что соответствует нормальному режиму работы окрасочного оборудования, запитываются блок I управления работой привода конвейера, блок 2
краскоподачи, усилитель 3, пульт 8 управления, блок 9 управления перемещением краскораспылителя 4 и блок 10 управлений приводом И. Манипулируя пневмотумблёрами пульта 8 управления, имитируют сигналы первого, второго или третьего элемёнтов 5, 6 и 7 фиксации изделия (в зависимости от габарита, транспортируемого перед краскораспылителем 4 окрашиваемого издeJ lия) выводя тем самым при помощи привода 11 краскораспылитель 4 на позицию 15, 16 или 17 соответствующего сигнала команды, причем нанесение материала через усилитель 3 с пульта 8 управления осуществляется также вручную.
При выводе системы управления процессом нанесения покрытий в автоматический
режим снимается питание с пульта 8 управления и дополнительнб запитываются: первый элемент 5 фиксациии изделия, второй элемент 6 фиксации изделия и третий элемент 7 фиксации изделия. При отсутствии неполадок в линии окраски .изделия, транспортируемые конвейером непрерывного дей;ствия, перемещаются с равномерной скоростью перед краскораспылителем 4, причем его позиция в это время соответствует характеристике изделия, например при сигнале от первого элемента 5 фиксации изделия на блок 9 управления перемещением краскораспылителя 4 (что в то же время соответствует команде РАСПЫЛЕНИЕ и сигнал проходит на усилитель 3, который
управляет непосредственным нанес нием покрытий на окрашиваемую поверхность изделия при помощи краскораспылителя 4). Через блок 9 команда, обработанная этим блоком 9, передается на блок 11, которым в зависимости от поступившей команды, в данном примере от элемента 5, осуществт ляется непосредственное управление приводом 11 запитывая подпоршневую полость 13 привода If и выводя краскораспылитель 4 на позицию 17. До этого момента, т. е. до начала работы, краскораспылитель 4 находится в исходном положении на позиции 15, где и идет его команда РАСПЫЛЕНИЕ. При получении информации от последующего изделия, следующего за предыдущим изделием, которое окрашивается в данный момент на позиции 17 (малого габарита) команда с блока 9 передается на блок 10 и питание подается в штоковую полость 14 привода II, что соответствует выходу краскораспылителя 4 на позицию 15 (в этом случае надо иметь в виду, что при прохождении во время перемещения краскораспылителя 4 с позиции 17 на позицию 15 пересечена позиция 16, но в данном случае, также как и в предыдущем, четвертый элемент 12 фиксации изделия не запитан и поэтому на позиции 16 остановки краскораспылителя 4 не происходит, что соответствует характеристике изделия большого габарита по сигналу элемента 7.
При поступлении сигнала от элемента 6 (как показано выше, сигнал 5 присутствует) через блок 9, блок 10 управления приводом запитывает четвертый элемент 12 фиксации изделия, и, в зависимости от того, где до этого находился краскораспылитель 4 в позиции 17 или 15, подается питание в подпор щ не вую 13 или штоковую полость 14 привода 11, перемещая краскораспылитель 4, который при помощи элемента 12 зафиксирован и следовательно установлен на позиции 16, где осуществляют нанесение покрытия на изделия среднего габарита.
В то же время при отсутствии всех сигналов от элементов 5, 6 и 7, с целью вывода системы из ситуации иеопределенности, граничащей с аварийной ситуацией, система управления процессом нанесения покрытий выводит краскораспылитель 4 в исходное положение на позицию 15, предотвращая тем самым столкновение, например, изделия с упомянутым краскораспылителем 4.
Использование предлагаемой системы управления позволяет повысить производительность процесса нанесения покрытий, обеспечить окраску изделий различного габарита при непрерывно движущемся кон-, вейере, исключает контакт обслуживающего персонала с токсичными материалами.
Формула изобретения
Система управления процессом нанесео ния покрытий, содержащая блок управления приводом конвейера, блок краскоподачи, усилитель, первый элемент фиксации изделия, блок управления приводом, краскораспылит ель, привод, блок управления пере, мещением краскораспылителя, вход которого соединен с выходом блоКа управления приводом конвейера, первый выход блока управления перемещением, краскораспылителя соединен с первым входом блока управления приводом, второй его выход соединен 0 со входом усилителя, второй вход усилителя соединен со входом блока краскоподачи, выход усилителя соединен с краскораспылителем, выход первого элемента фиксации изделия соединен со вгорым входом блока управления перемещением краскораспылителя, первый вход блока управления приводом соединен с подпоршневой полостью привода, штоковая полость привода соединена со вторым выходом блока управления приводом, отличающаяся-те м, что, с целью 0 повышения производительности процесса, она снабжена пультом управления, вторым, третьим и -четвертым элементами фиксации изделия, при этом первый выход пульта управления соединен с третьим входом усилителя, выход пульта управления соеди5 иен со входом блока управления перемещением краскораспылителя, выход второго элемента фиксации изделия соединен с чет .вертым входом блока управления перемещением краскораспылителя выход Tpetbero элемента фиксации изделия соединен с тым входом блока управлений перемещением краскораспылителя, а третий выход блока управления приводом соединен с четвертым элементом фиксации изделия.
45Источники и.нформации,
принятые во внимание при экспертизе
50 по заявке.№ 2574757/18-24, кл. G05 D3/04, 1978 (прототип).
