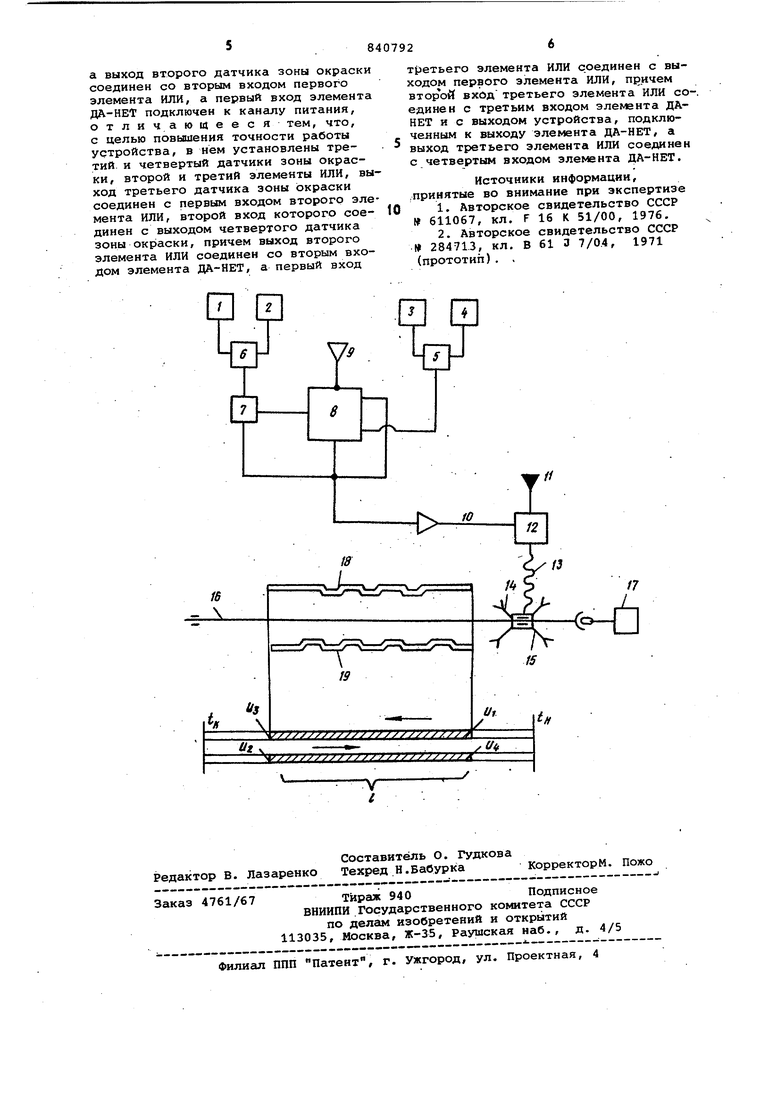
Изобретение относи ся к устройствам автоматического управления работой распылителей лакокрасочного материала, преимущественно для управ.ления распылителями при нанесении адгезива на поверхности двух параллельно движущихся гофрированных металлических лент при изготовлении трехслойных строительных панелей. известно устройство для автоматического управления, в частности управления аварийным сливом горючих жидкостей в аварийные емкости при . создании взрыво-пожароопасных ситуаций l. Для решения задачи управления рас пылением, в частности адгезивом, та кое устройство оказывается неоправд но сложным. Наиболее близким по технической сущности к предлагаемому является устройство дистанционного управлени преимущественно стрелочным переводо содержащее исполнительный механизм в виде пневмоцилиндра, источник сжа того воздуха, пиевмопривод с пневмо тумблером, датчики, каждый из которых соединен с.логическим элементом ИЛИ, выход которого соединен со вто рым логически элементом ИЛИ 12,1. Однако известное устройство без существенной переработки не может быть применено для управления работой распылителей. Цель изобретения - повышение точности работы устройства. Поставленная цель достигается тем, что в устройство Д.ЛЯ управления процессом окраски изделий, содержащее элемент ДП-НЕТ, элемент ИЛИ и датчики зоны окраски, причем выход первого датчика зоны окраски соединен с первым входом первого элемента ИЛИ, а выход второго датчика зоны окраски соединен со вторым входом первого элемента ИЛИ, а первый вход элемента ДА-НЕТ подключен к каналу питания, установлены третий и .четвертый датчики зоны окраски, второй и третий элементы ИЛИ, выход третьего датчика зоны окраски соединен с первым входом второго элемента ИЛИ, второй вход которого соединен с выходом четвертого датчика зоны окраски, причем выход .второго элемента ИЛИ соединен со вторым входом элемента ДА-НЕТ, а первый вход третьего элемента ИЛИ соединен с вьйсодом первого эдемента ИЛИ, причем .второй вход третьего элемента ИЛИ соединен с третьим входом элемента ДА-НЕТ И с выходом устройства, под ключенным к выходу элемента ДА-НЕТ, а выход третьего элемента ИЛИ соеди нен с четвертым входом элемента ДА-НЕТ. На чертеже изображена блок-схема предлагаемого устройства. .Устройство состоит из датчиков 1 и 2 зоны окраски положительного сиг нала, датчиков 3 и 4 зоны окраски отрицательного сигнала, элементов ИЛИ 5-7, элемента ДА-НЕТ 8, канала подачи питания в устройство 9, выходного канала устройства - командоаппарата 10, линии 11 подачи лако.красочного материала, устройства краскораспределения краскораспределителя 12 посредством гибкого тру бопровода 13, связанного с краскораспылителями 14 и 15, направляющей 16, по которой краскораспылители 14 и 15 имеют возможность возвратнопоступательного перемещения от прив iqa 17, в горизонтальной плоскости, гофрированные металлические ленты 18 и 19, на которые наносится адгезив, перемещающиеся от привода (на чертеже, не показан). . В нижней чисти чертежа изображен график работы распылителей, где t - начало поступательного движения рас пылителей; CK - конец поступательно и начало возвратного движения; 6- ширина изделия (движущегося от нас) величина переменная, устанавливаемая по данной ширине; цифры (i,y., 4 соот ветствуют напряжению на выходах дат чиков положительных и отрицательных сигналов. Устройство .работает следующим образом. При пуске линии нанесения адгези ва, выражающемся в начале движения двух металлических лент 18 и 19,.рас положенных параллельно НАД и соответственно ПОД направляющей 16, по которой от привода 17 начинают перемещаться краскораспылители 14 и 15 в сторону зоны Е и при достижении указанной зоны датчик 1 через элемент ИЛИ 6 и через элемент ИЛИ 7 посылает сигнал на четвертый вход элемент ДА-НЕТ 8, в силу чего питание через элемент ДА-НЕТ 8, реализующий функцию ДА, проходит на выход из командо аппарата 10 и подается на вход краскораспределителя 12, на второй вход которого, в свою очередь, по линии 11 от источника краскоподачи (на блок-схеме не показан) через краскораспределитель 12 подается лакокрасочный материал (адгезив), который по гибкому шлангу трубопровода 13 поступает на краскораспылители 14 и 15, посредством которых адгезив наносится на внутренние, обращенные к распылителям, поверхности лент 18 и 19 в зоне Е ; причем при достижении краскораспылителями 14 и 15 позиции датчика 3, сигнал последнего через элемент ИЛИ 5 поступает на второй вход элемента ДА-НЕТ 8, при этом питание через элемент ДА-НЕТ 8, в данном случае реализующий функцию НЕТ, прекратится и при помощи краскораспределителя 12 перекроет доступ адгезива к краскораспылителям 14 и 15, при достижении которыми позиции t - конца поступательного движения,. устройство перемещения распылителей от привода 17 переводит краскораспы лители на возвратное перемещение, тогда, при достижении позиции датчика 2 в зоне 6 , сигналом последнего через элемент ИЛИ б и через элемент ИЛИ 7, поступившим на четвертый вход элемента ДА-НЕТ 8 - питание через элемент ДА-НЕТ 8, вновь реализующий функцию ДА, по линии выхода из командоаппарата 10,при помощи краскораспределителя 12, по указанным выше связям, запитает краскораспылители 14 и 15 адгезивом, и при помощи которых адгезив будет наноситься на внутренние поверхности лент 18 и 19 в зоне 6 обратным ходом и, при достижении краскораспылителями 14 и 15 позиции датчика 4, сигналом которого через элемент ИЛИ 5 и через элемент ДАНЕТ 8, реализующий функцию НЕТ, при помощи краскораспределителя 12, поступление адгезива по линиям 11 и трубопроводу 13 прекратится, а при достижении краскораспылителями 14 и 15 позиции t - .конца возвратного движения распылителей, устройство перемещения распылителей переводит последние на поступательное движение распылителей и цикл повторяется. Причем, связи элемента ДА-НЕТ 8 его первым выходом из элемента со вторым входом элемента ИЛИ 7 и через него с четвертым входом элемента ДА-НЕТ 8 образуют ячейку памяти, при помощи которой команды 1-го и 2-го датчиков задерживаются. Выполнение устройства на пневматических элементах обеспечивает соблюдение правил и норм техники безопасности для окрасочных цехов, надежность и точность срабатывания, так как устройство лишено возможности самовозбуждения от внешних помех, конструктивно простое, а применительно к управлению процессом нанесения адгезива на поверхности двух параллельно движущихся металлических лент - экономит материал. Формула изобретения Устройство для управления процессом окраски изделий, содержащее элемент ДА-НЕТ, первый элемент ИЛИ и датчики зоны окраски, причем выход первого датчика зоны окраски соединенс первым входом первого элемента ИЛИ,
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения защитного покрытия на цилиндрические изделия | 1982 |
|
SU1047532A1 |
| Система управления процессом нанесения покрытий | 1978 |
|
SU876186A1 |
| Установка для нанесения покрытий | 1983 |
|
SU1156747A1 |
| Устройство для управления процессомНАНЕСЕНия пОКРыТий | 1979 |
|
SU836623A1 |
| АГРЕГАТ ДЛЯ ПОКРБ1ВНОГО КРАШЕНИЯ КОЖ В ЭЛЕКТРОСТАТИЧЕСКОМ ПОЛЕВСЕСОЮЗНАЯ | 1971 |
|
SU290912A1 |
| Устройство для транспортировки и перегрузки изделий | 1988 |
|
SU1523484A1 |
| Установка для окраски и сушки изделий | 1981 |
|
SU954108A1 |
| Устройство для управления процессом окраски изделий | 1978 |
|
SU748356A1 |
| Логический модуль | 1979 |
|
SU890387A2 |
| Устройство для управления роботом-окрасчиком | 1984 |
|
SU1254436A2 |
