(54) СПОСОБ ПОЛУЧЕНИЯ ОТВБРСТИ 1 В ЛИСТОВОМ МАТЕРИАЛЕ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения отверстий с фасками | 1982 |
|
SU1061892A1 |
| Способ изготовления изделий типа звеньев цепи | 1981 |
|
SU1000152A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКИХ ИЛИ КОНИЧЕСКИХ ШАЙБ ВЫСОТОЙ, В 2...2,5 РАЗА ПРЕВЫШАЮЩЕЙ ТОЛЩИНУ ИСХОДНОГО МАТЕРИАЛА | 2009 |
|
RU2422232C1 |
| Способ получения деталей с чистой поверхностью разделения | 1990 |
|
SU1804936A1 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ С ОБЖИМКОЙ | 2008 |
|
RU2409444C2 |
| Способ получения отверстий | 1991 |
|
SU1784361A1 |
| Способ изготовления изделий типа звеньев цепи | 1980 |
|
SU946783A1 |
| Способ получения отверстий с фасками | 1981 |
|
SU1031583A1 |
| Способ получения координатной сетки на детали | 1988 |
|
SU1575093A1 |
| Штамп для вырубки-пробивки | 1979 |
|
SU820980A1 |
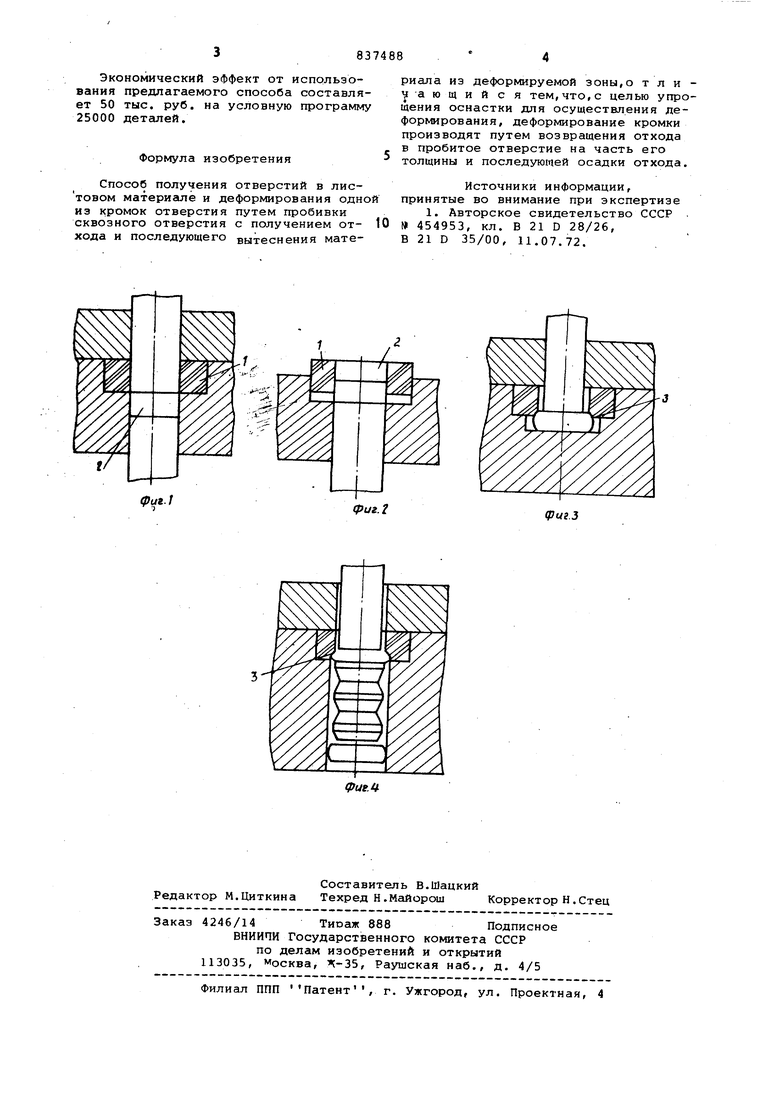
Изобретение относится к обработке металлов давлением, в частности к вырубке заготовок или изделий с обра, эованием отходов в листах или плоски изделиях. Известен способ, получения отверст в листовом материале и деформировани одной из кромок отверстия. Этим способом предусматривается пробивка сквозного отверстия в мате риале с получением отхода и в дальнейшем вытеснение материгша из деЛор мируемой зоны у одной из кромок отверстия 1 . Недостатком данного способа является сложная оснастка для осуществле ния деформирования. Цель изобретения - упрощение оснастки для осуществления деформирования. Указанная цель достигается тем, что деформирование кромки производят путем возвращения отхода в ;пробитоё отверстие на часть его толщины и пос ледующей осадки отхода. На фиг. 1 изображены заготовка и инструмент в положении пробивки; на фиг. 2 - то же, при возвращении отхо да в пробитое отверстие; на фиг. 3 - осадка отхода; на фиг. 4 - то же, при выталкивании отхода и калибровке отверстия. Способ осуществляется следующим образом. После пробивки отверстия в заготовке 1 отход 2 возвращают обратно в него на часть толщины. На следующей позиции отход останавливают, деФормируя кромку 3 материала. Далее отход выталкивают и одновременно калибруют отверстие. Пример .По предлагаемому способу получены отверстия в звене цепи элеватора картофелеуборочного комбайна из стали 35 толщиной 11 мм. Диаметр отверстия равен 1Г мм. Высота цилиндрической части отверстия 5 мм. Заготовки звеньев цепи нагревают до теК1пературы 800-900°С, в них пробивают отверстия. Отход возвращают на часть его толщины в пробитое отверстие и осаживают. Затем заготовка подвергается рекристаллизационному отжигу нагревом до температуры 700-720С и охлаждается вместе с печью до 400 С в течение 10 мин, а далее на воздухе до комнатной температуры. После этого отход выталкивают из отверстия и отверстие калибруют. Экономический эффект от использования предлагаемого способа составляет 50 тыс. руб. на условную программу 25000 деталей. Формула изобретения Способ получения отверстий в листовом материале и деформирования одн из кромок отверстия путем пробивки сквозного отверстия с получением отхода и последующего вытеснения материала из деформируемой зоны,о т л и чающийся тем,что,с целью упрощения оснастки для осуществления деформирования, деформирование кромки производят путем возвращения отхода в пробитое отверстие на часть его толщины и последующей осадки отхода. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 454953, кл. В 21 D 28/26, В 21 D 35/00, 11.07.72.
