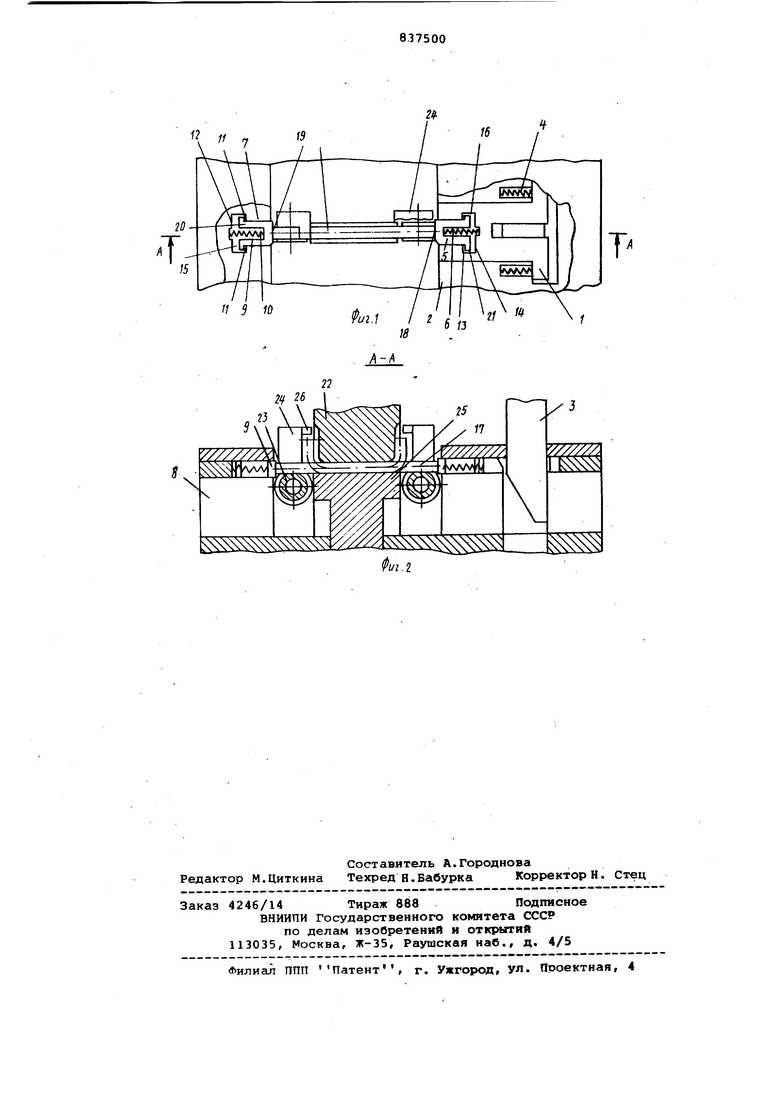
Устройство состоит из ползушки 1, перемещаемой в направляющей 2 клиноМ 3 и пружинами 4. На ползушке установлен с возможностью возвратно-поступательного перемещения относительно последней зажим 5 с упругим элементо 6. Напротив зажима 5 в направляющей 7 неподвижного основания 8 установле зажим 9, поджатый упругим элементом
10в направлении зажима 5. Жесткость упругого элемента 10 больше жесткост упругого элемента 6. Устройство снабжено ограничительными упорами, расположенными попарно у каждого зажима и образованными поверхностями
11- 14 пазов 15 и 16, выполненных соответственно в направляющей 7 и ползушке 1. Поверхности 11 и 12, а также 13 и 14 расположены на расстоянии одна от другой в каждой паре, соответствующем половине поля допуска на размер заготовки 17. Зажимы 5
и 9 имеют установочные, контактирующие с заготовкой 17, поверхности 18 и 19 и выступы 20 и 21.
Устройство для фиксации заготовок может быть использовано, например, в гибочном штампе, содержащем пуансон 22, гибочные ролики 23, смонтированные на неподвижном основании 8, а также упоры 24, выталкиватель 2 и съемник 26.
Устройство работает следующим образом.
При ходе ползуна пресса(не показаны) вверх в этом же направлении перемещаются пуансон 22 и клин 3. Ползушка 1, а вместе в ней зажим 5 перемещаются пружинами 4 вправо, что обеспечивает Свободный проход заготовки
17в зону обработки., Заготовка шибером (.не показан) подается до упоров 24 и размещается на роликах 23 и выталкивателе 25. Во время рабочего хода клин 3 перемещает ползушку 1,
а последняя - зажим 5 до соприкосновения его установочной поверхности
18с заготовкой 17, после чего они перемещаются вместе, пока заготовка не коснется установочной поверхности
19зажима 9.
В .зависимости от размера заготовки установочные поверхности 18 и 19 после соприкосновения с заготовкой 17 размещаются на различных расстояниях от границ поля наибольшего предельного размера заготовки. Наиболее характерны из них следующие.
В тзлучае фиксации заготовки с наименьшими предельными размерами зажимы 5 и 9 контактируют каждый своим выступом соответственно 21 и 20 с ограничительными поверхностями 13 и 11 пазов 16 и 15. Погрешность фиксации при этом равна нулю.
В случае фиксации заготовки, фактический размер которой равен сумме наименьшего предельного размера и
половины поля допуска на этот размер, зажим 9 своим выступом контактирует с ограничительной поверхностью 11, а зажим 5, поджатый упругим элементом б с меньшей жесткостью, перемещается назад до контакта выступа 21 с ограничительной поверхностью 14. Погрешность фиксации наибольшая и равна половине поля допуска на размер заготовки.
В случае фиксации заготовки с наибольшим предельным размером зажимы , 5 и 9 контактируют выступами 21 и 20 с ограничительными поверхностями 14 и 12. Погрешность фиксации равна нулю.
После фиксации заготовки 17 осуществляется гибка ее пуансоном 22 на роликах 23, а после гибки выталкивание при помощи выталкивателя 25 и съем с пуансона съемниками 26.
Устройство может найти применение также на фрезерных и сверлильных станках .
Формула изобретения
1.Устройство для фиксации заготовок на рабочей позиции обрабатывающей машины, содержащее установленные на неподвижном основании один напротив другого зажимы, один из которых смонтирован в ползуне и поджат упругим элементом в направлении ко второму, отличающееся тем, что, с целью -уменьшения погрешности фиксации заготовок с несовпадающими установочной и измерительной базами,устройство снабжено дополнительным упругим элементом, поджимающим второй зажим в направлении к первому, а 0 также ограничительными упорами, расположенными попарно у каждого зажима на расстоянии один от другого в каждой паре, соответствующем половине поля допуска на размер заготовки.
2.Устройство по п. 1, отличающееся тем, что ограничительные упоры образованы поверхностями пазов, выполненных соответственно на ползушке и неподвижном основании, а зажимы выполнены с ответными выступами.
3.Устройство по пп. 1-2, отличающееся тем, что упругий элемент зажима, размещенного на п.олзушке,выполнен с жесткостью,меньЩей жесткости упругого элемента другого зажима.
Источники информации, принятые во внимание при экспертизе
1.Скворцов Г.Д. Основы конструирования штампов для холодной листовой штамповки. М., 1972, с. 325, рис. 305.
2.Там же, с 181-182, рис. 142 а (прототип). I S 10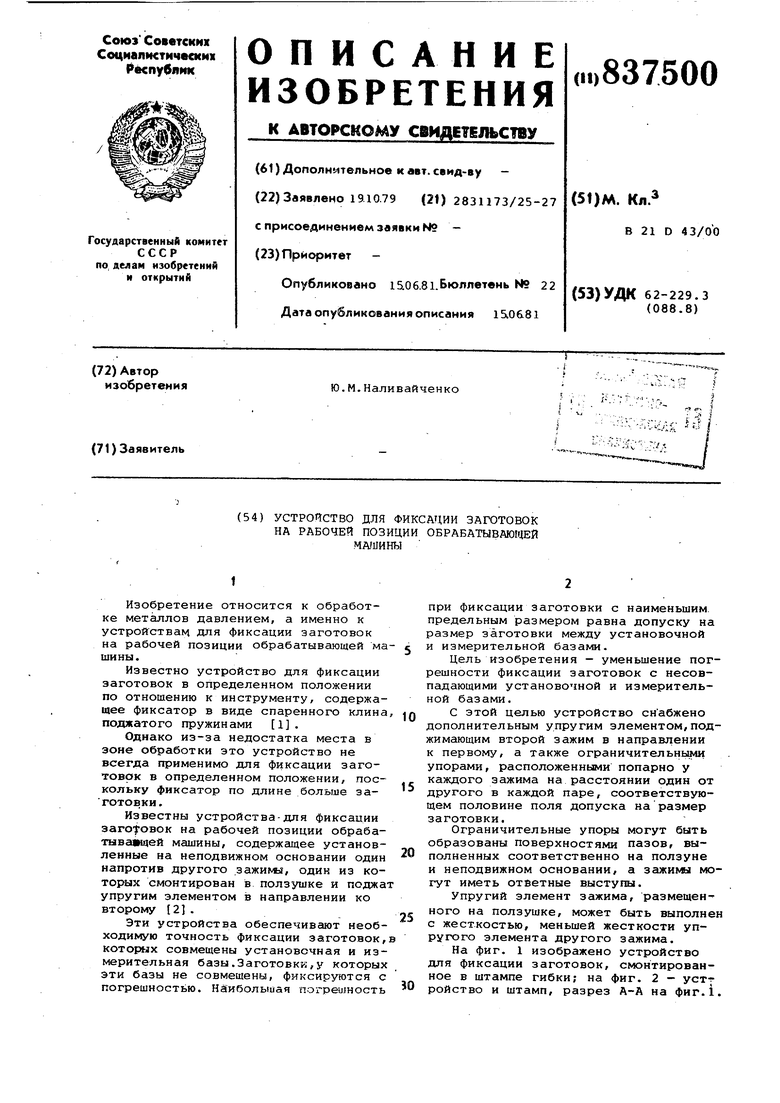
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Штамп для изготовления полых деталей | 1988 |
|
SU1567306A1 |
| Штамп для вырубки и гибки деталей из полосового материала | 1980 |
|
SU931262A1 |
| Гибочный штамп для изготовления скоб с горизонтальными полками | 1979 |
|
SU871902A1 |
| Штамп для изготовления пружинных стопорных колец | 1988 |
|
SU1641493A1 |
| Штамп для последовательной штамповки деталей из прутка | 1974 |
|
SU506456A1 |
| Штамп гибочный | 1980 |
|
SU871912A1 |
| Устройство для разделения пруткового материала | 1986 |
|
SU1379026A1 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| Штамп для получения изделий с краями, отогнутыми внутрь | 1991 |
|
SU1821264A1 |