54) ШТАМП ДЛЯ ГОРЯЧЕЙ ИЗОТЕРМИЧЕСКОЙ ШТАМПОВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для горячей изотермической штамповки | 1987 |
|
SU1496891A1 |
| Штамп для изотермической штамповки | 1981 |
|
SU1011313A1 |
| Устройство для горячей изотермической штамповки | 1978 |
|
SU876246A1 |
| Устройство для изготовления полых изделий с внутренним фланцем из трубчатых заготовок | 1989 |
|
SU1792773A1 |
| Штамп для изготовления штамповки | 1977 |
|
SU632460A1 |
| Штамп для горячего деформирования | 1982 |
|
SU1049160A1 |
| Способ изготовления штампового блока | 1987 |
|
SU1459814A1 |
| Штамп для горячей изотермической штамповки | 1986 |
|
SU1386346A1 |
| Штамп для изотермической штамповки | 1982 |
|
SU1061903A2 |
| Штамп для объемной штамповки изделий с чередующимися боковыми выступами и впадинами | 1989 |
|
SU1655648A1 |
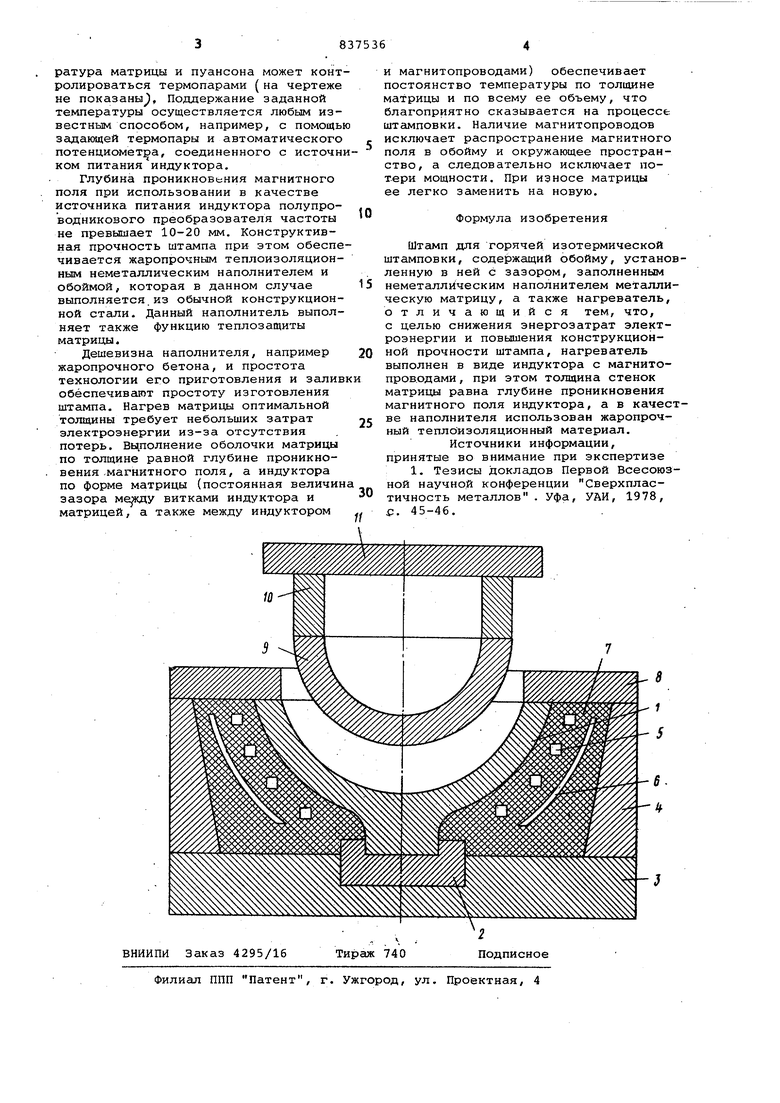
Изобретение относится к обработке металлов давлением и может быть использовано при получении путем объемной изотермической штамповки крупных деталей из титановых, никелевых и других сплавов. Известен штамп для горячей изотермической штс1мповки, содержащий обойму установленную в ней с зазором, заполненным неметаллическим наполнителем, металлическую матрицу, а также нагреватель . Недостатки этого штампа - повышенные энергозатраты и пониженная прочность шта.мпа. Цель изобретения - снижение энерго затрат электроэнергии и повышение конструкционной прочности штампа. Поставленная цель достигается тем что в штампе для горячей изотермической штамповки, содержащем обойму, установленную в ней с зазором, заполненным неметаллическим наполнителем, металлическую матрицу, а также нагреватель, последний выполнен в виде индуктора с магнитопроводами, при этом толщина стенок матрицы равна глубине проникновения магнитного поля индуктора, а в качестве наполнителя использован жаропрочный теплоизоляционный материал. На чертеже показан штамп, разрез. Штамп состоит из матрицы 1, выполненной в виде оболочки, которая посредством матрицедержателя 2 прикреплена к нижней опорной плите 3. Соосно матрице на нижней опорной плите установлена обойма 4. В полости между матрицей 1 и обоймой 4 расположены, выполненные по форме матрицы, индуктор 5 и магнитопроводы 6, а полость совместно с индуктором и магнитопроводами заполнена жаропрочным теплоизоляционным неметаллическим материёшснл 7 и сверху закрыта крышкой 8. Толщина 1С1атрицы равна глубине проникновения магнитного поля индуктора. Пуансон 9 посредством пуансонодержателя 10 закреплен на верхней подвижной опорной плите 11. Штамп работает следуквдим образом. Перед нагревом верхняя подвижная часть штампа опускается и пуансон входит в матрицу. Далее включается нагрев .штампа. После того, как тампе ратура матрицы и пуансона достигает заданной, штамп раскрывается, в матрицу закладывается нагретая заготов:ка и осуществляется штамповка. Темпе
