Изобретение относится к технике изотермического деформирования метал- лов, а именно к конструкции штампов для горячей штамповки.
Цель изобретения - повьшение стойкости штампа и снижение экономи- 1еских затрат путем снижения расхода энергии на нагрев и его стоимости.
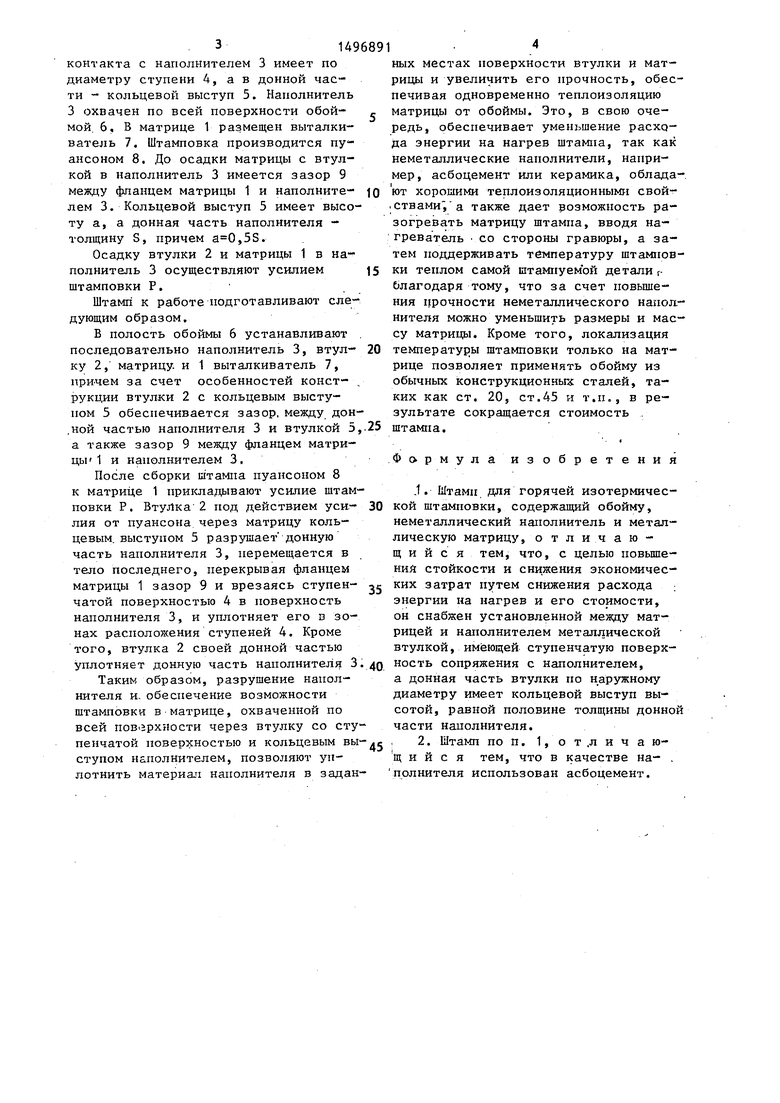
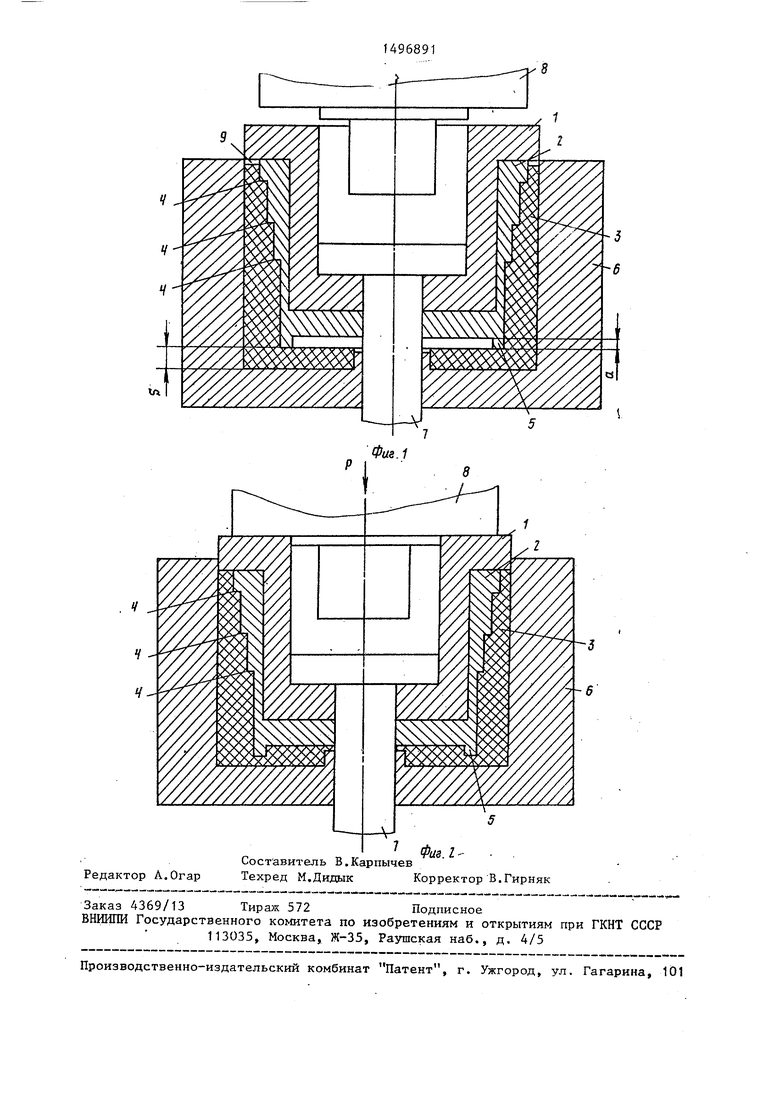
На фиг. 1 изображен штамп для . рячей изoтep шчecкoй штамповки в сбо- ре с матрицей, втулкой, наполнителем и обоймой до осадки матрицы с втулкой в тело наполнителя; на фиг. 2 - то же, после осадки матрицы с втулкой в тело наполнителя.
Штамп состоит из матрицы 1, размещенной во втулке 2, которая по месту
контакта с наполнителем 3 имеет по диаметру ступени 4, а в донной части - кольцевой выступ 5. Наполнитель 3 охвачен по всей поверхности обоймой. 6, В матрице 1 размещен выталкиватель 7. Штамповка производится пуансоном 8. До осадки матрицы с втулкой в наполнитель 3 имеется зазор 9 между фланцем матрицы 1 и наполнителем 3. Кольцевой выступ 5 имеет высоту а, а донная часть наполнителя - толщину S, причем ,5S.
Осадку втулки 2 и матрицы 1 в наполнитель 3 осуществляют усилием штамповки Р,
Штамп к работе подготавливают следующим образом.
В полость обоймы 6 устанавливают последовательно наполнитель 3, втулку 2, ма.трицу. и 1 выталкиватель 7, причем за счет особенностей конст- рукции втулки 2 с кольцевым выступом 5 обеспечивается зазор, между дон.ной частью наполнителя 3 и втулкой 5 а также зазор 9 между фланцем матри-
ных местах поверхности втулки и матрицы и увеличить его прочность, обеспечивая одновременно теплоизоляцию
матрицы от обоймы. Это, в свою очередь, обеспечивает уменьшение расхода энергии на нагрев штампа, так как неметаллические наполнители, например, асбоцемент или керамика, облада ют хорошими теплоизоляционными свой- .ствами , а также дает возможность разогревать матрицу штампа, вводя нагреватель со стороны гравюры, а затем поддерживать температуру штамповки теплом самой штампуем ой детали г- благодаря тому, что за счет повьшге- ния прочности неметаллического наполнителя можно уменьшить размеры и массу матрицы. Кроме того, локализация
температуры штамповки только на матрице позволяет применять обойму из обычных конструкционных сталей, таких как ст. 20, ст.45 и т.п., в результате сокращается стоимость .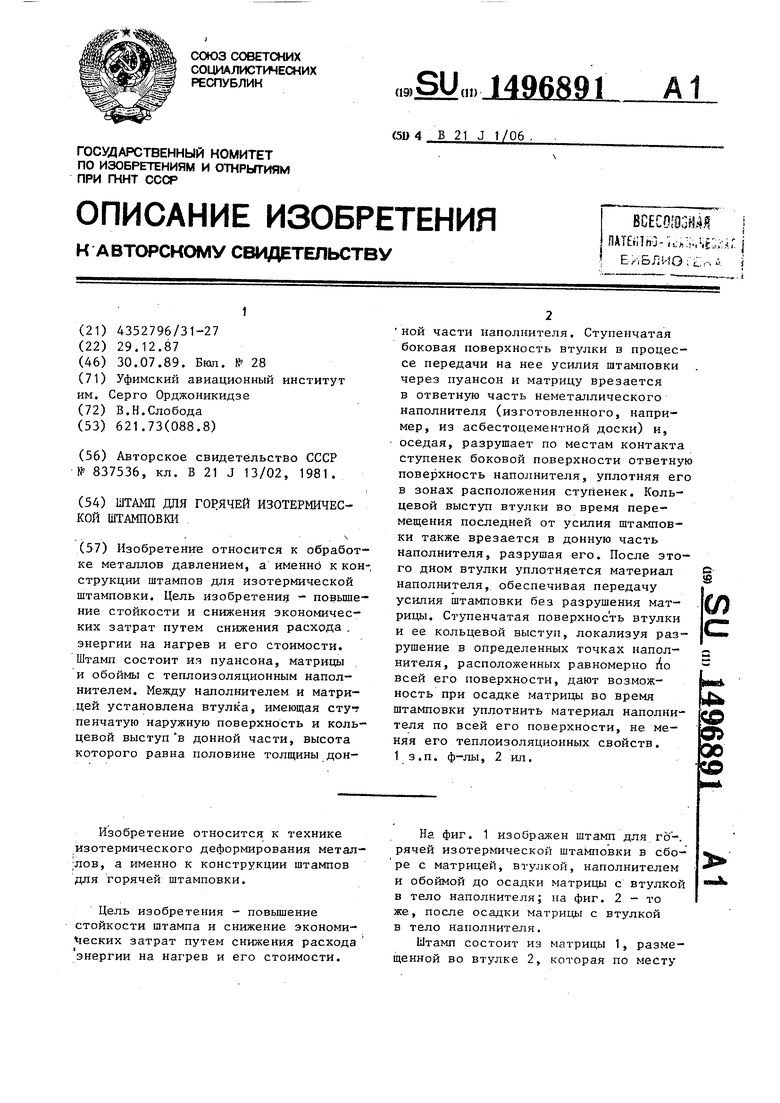
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| Штамп для ступенчатой вытяжки листовых заготовок | 1984 |
|
SU1196075A1 |
| Штамп для изготовления деталей типа фланцев | 1972 |
|
SU445504A1 |
| Способ изготовления изделий типа колес | 1991 |
|
SU1797514A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК | 2004 |
|
RU2275271C1 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК В ВИДЕ ПОЛУСФЕРЫ С ГОРЛОВИНОЙ | 2012 |
|
RU2484915C1 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| Устройство для изготовления полых деталей с фланцем | 1985 |
|
SU1265006A1 |
| Способ изготовления изделий типа стаканов | 1990 |
|
SU1750845A1 |
Изобретение относится к обработке металлов давлением, а именно к конструкции штампов для изотермической штамповки. Цель изобретения - повышение стойкости и снижения экономических затрат путем снижения расхода энергии на нагрев и его стоимости. Штамп состоит из пуансона, матрицы и обоймы с теплоизоляционным наполнителем. Между наполнителем и матрицей установлена втулка, имеющая ступенчатую наружную поверхность и кольцевой выступ в донной части, высота которого равна половине толщины донной части наполнителя. Ступенчатая боковая поверхность втулки в процессе передачи на нее усилия штамповки через пуансон и матрицу врезается в ответную часть неметаллического наполнителя /изготовленного, например, из асбестоцементной доски/, и, оседая, разрушает по местам контакта ступенек боковой поверхности ответную поверхность наполнителя, уплотняя его в зонах расположения ступенек. Кольцевой выступ втулки во время перемещения последней от усилия штамповки так же врезается в донную часть наполнителя, разрушая его. После этого дном втулки уплотняется материал наполнителя, обеспечивая передачу усилия штамповки без разрушения матрицы. Ступенчатая поверхность втулки и ее кольцевой выступ, локализуя разрушение в определенных точках наполнителя, расположенных равномерно по всей его поверхности, дает возможность при осадке матрицы во время штамповки уплотнить материал наполнителя по всей его поверхности, не меняя его теплоизоляционных свойств. 1 з.п.ф-лы. 2 ил.
цы 1 и наполнителем 3.
После сборки штампа пуансоном 8 к матрице 1 прикладывают усилие штамповки Р. Втулка 2 под действием усн- лия от пуансона через матрицу кольцевым, выступом 5 разрушает донную часть наполнителя 3, перемещается в тело последнего, перекрывая фланцем матрицы 1 зазор 9 и врезаясь ступенчатой поверхностью 4 в поверхность наполнителя 3, и уплотняет его D зонах расположения ступеней 4. Кроме того, втулка 2 своей донной частью уплотняет донную часть наполнителя 3
Таким образом, разрушение наполнителя и. обеспечение возможности штамповки в матрице, охваченной по
всей поверхности через втулку со ступенчатой поверхностью и кольцевым выступом наполнителем, позволяют ун- хютнить материал наполнителя в задан
.Формулаизо
р е т е н и я
.1. Штамп доя горячей изотермичес- кой штамповки, содержащий обойму, неметаллический наполнитель и металлическую матрицу, отличающийся тем, что, с целью повьш1е- ний стойкости и снижения экономических затрат путем снижения расхода энергии на нагрев и его стоимости, он снабжен установленной между матрицей и наполнителем металлической втулкой, имеющей ступенчатую поверхность сопряжения с наполнителем, а донная часть втулки по наружному диаметру имеет кольцевой выступ высотой, равной половине толщины донной части наполнителя.
Редактор А.Огар
7 g i
Составитель В.Карпычев
Техред М.Дидык Корректор В.Гирняк
| Штамп для горячей изотермическойшТАМпОВКи | 1979 |
|
SU837536A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
