(54) СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ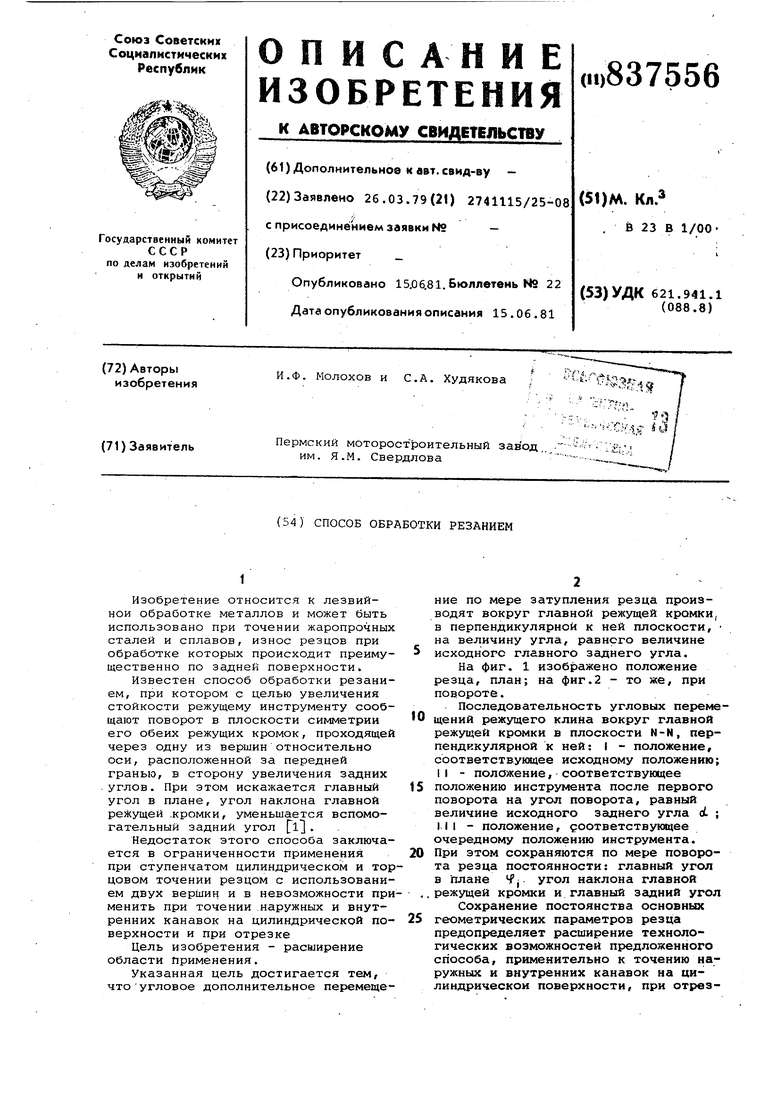
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ ТОЧЕНИЕМ | 2009 |
|
RU2412785C1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ ПЛАСТИНА | 2012 |
|
RU2482939C1 |
| Резец | 1986 |
|
SU1393534A1 |
| Способ токарной обработки | 1989 |
|
SU1726137A1 |
| Способ точения некруглых в поперечном сечении тел | 1986 |
|
SU1364396A1 |
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ ТОЧЕНИЕМ | 2004 |
|
RU2266175C2 |
| РЕЖУЩАЯ МНОГОГРАННАЯ ПЛАСТИНА | 2015 |
|
RU2604742C2 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ МНОГОФУНКЦИОНАЛЬНОЙ МЕХАНИЧЕСКОЙ ОБРАБОТКИ И ДЕРЖАВКА ДЛЯ НЕГО | 2004 |
|
RU2364477C2 |
| Проходной упорный резец | 1986 |
|
SU1495006A1 |
1
Изобретение относится к лезвийной обработке металлов и может быть использовано при точении жаропрочных сталей и сплавов, износ резцов при обработке которых происходит преимущественно по задней поверхности.
Известен способ обработки резанием, при котором с целью увеличения стойкости режущему инструменту сообщают поворот в плоскости симметрии его обеих режущих кромок, проходящей через одну из вершин относительно оси, расположенной за передней гранью, в сторону увеличения задних .углов. При этом искажается главный угол в плане, угол наклона главной режущей .кромки, уменьшается вспомогательный задний угол fl3.
Недостаток этого способа заключается в ограниченности применения при ступенчатом цилиндрическом и торцовом точенйи резцом с использованием двух вершин и в невозможности применить при точении наружных и внутренних канавок на цилиндрической поверхности и при отрезке
Цель изобретения - расширение области Применения.
Указанная цель достигается тем, чтоугловое дополнительное перемещение по мере затупления резца производят вокруг главной режущей кромки, в перпендикулярной к ней плоскости, на величину угла, раннего величине исходного главного заднего угла.
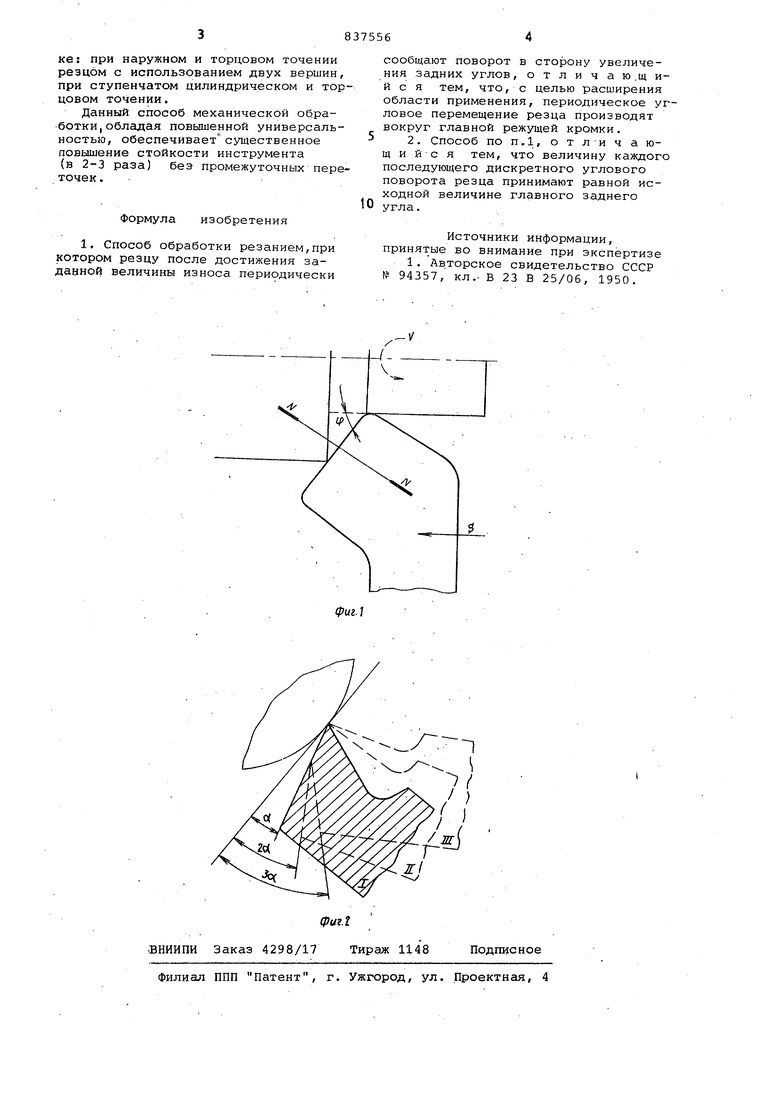
На фиг. 1 изображено положение резца, план; на фиг.2 - то же, при повороте.
последовательность угловых перемещений режущего клина вокруг главной режущей кромки в плоскости N-N, перпендикулярной к ней: I - положение, соответствующее исходному положению;
II- положение, соответствующее
S положению инструмента после первого поворота на угол поворота, равный величине исходного заднего угла d. ;
III- положение, соответствующее очередному положению инструмента.
0 При этом сохраняются по мере поворота резца постоянности: главный угол в плане fj угол иаклона главной ..режущей кромки и главный задний угол Сохранение постоянства основных
5 геометрических парг1метров резца предопределяет расширение технологических возможностей предложенного способа, применительно к точению наружных и внутренних канавок на цилиндрической поверхности, при отрезке: при наружном и торцовом точении резцом с использованием двух вершин при ступенчатом цилиндрическом и тор цовом точении, Данный способ механической обработки, обладая повышенной универсальностью, обеспечивает существенное повышение стойкости инструмента (в 2-3 раза) без промежуточных пере точек . Формула изобретения 1. Способ обработки резанием,при котором резцу после достижения заданной величины износа периодически
- 1/ сообщают поворот в сторону увеличения задних углов, отличаю.щий с я тем, что, с целью расширения области применения, периодическое угловое перемещение резца производят вокруг главной режущей кромки. 2. Способ по , о т Ли ч а ющ и и с я тем, что величину каждого последующего дискретного углового поворота резца принимают равной исходной величине главного заднего угла. Источники информации, принятые во внимание при экспертизе 1. Ав.торское свидетельство СССР № 94357, кл.- В 23 В 25/06, 1950.
