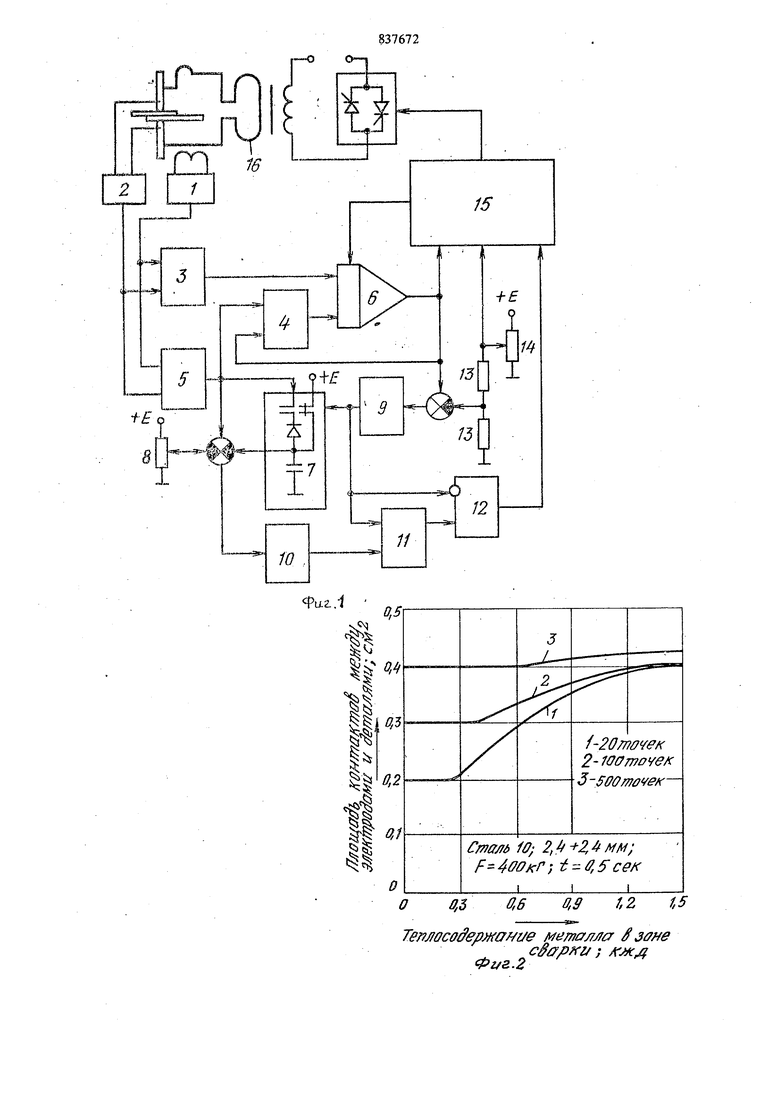
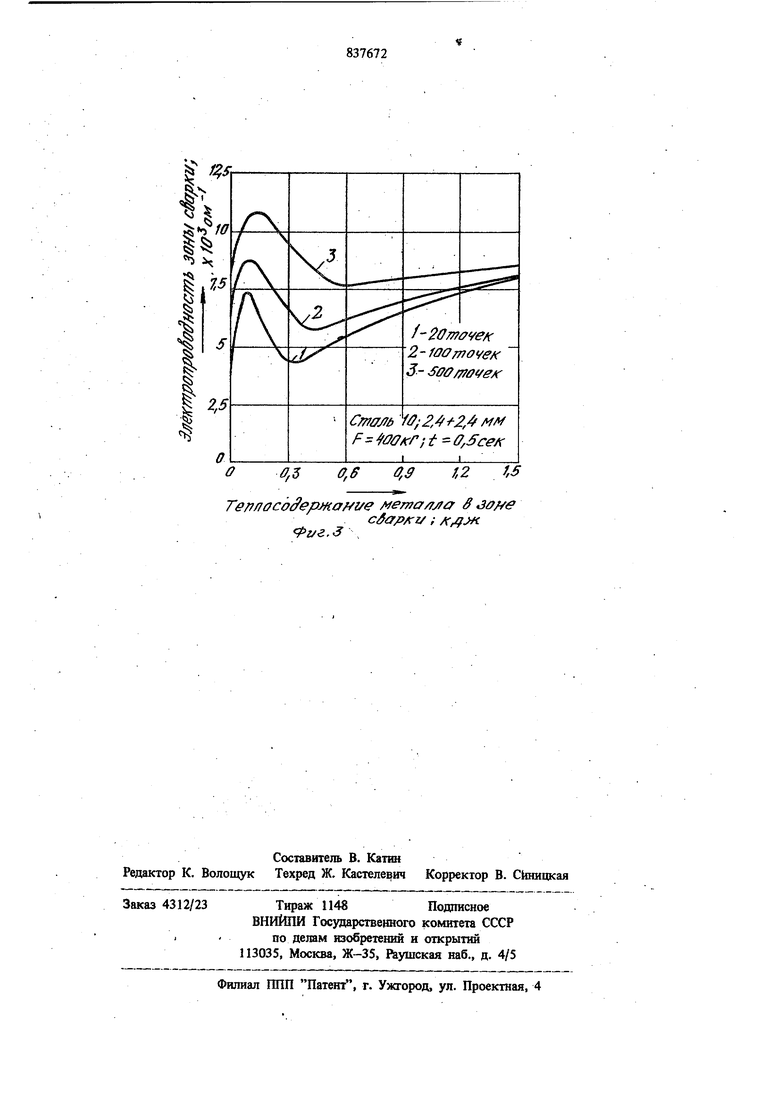
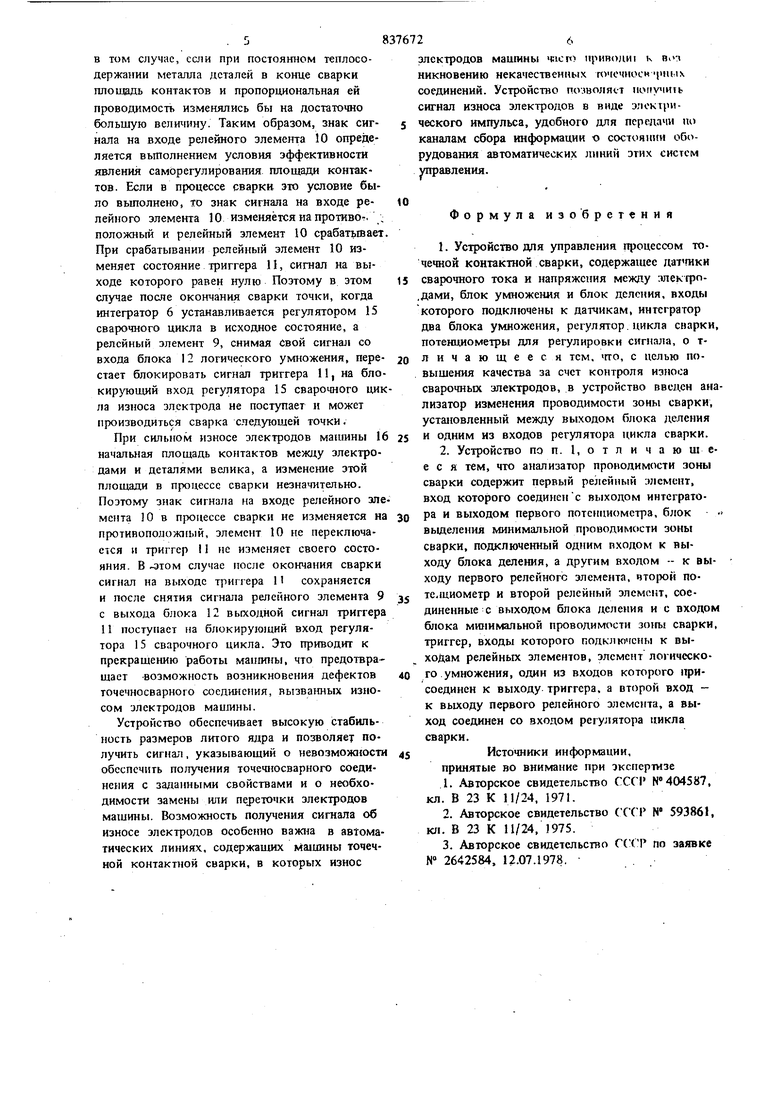
(54) УСТЮЙСТВО для УПРАВЛЕНИЯ ПРОЦЕССОМ ТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ Поставленная цепь достигается тем, что в устройство введен анализатор изменения пр водимости зоны сварки, установленный между выходом блокч деления и одним извходов pci-улятора цикла сварки, а также тем, что анализатор проводимости зоны сварки содержит первый релейный элемент, вход которого соединен с выходом интегратора и выходом первого потенциометра, блок выделения минималыюй проводимости зоны сварки, под ключенный одним входом к выходу блока деления, а другим входом - к выходу первого релей}1ого элемента, второй потенциомет и второй релейный элемент, соединенные с выходом блока деления и с входом блока минимальной тфоводимости зоны сварки, три гер, входы которого подключены к выходам релейных элементов, элемент логического умножения, один из входов которого присоединен к выходу триггера, а втхэрой вход - к выходу первого релейного элемента, а выход соеди)1ен со входом регулятора цикла сварки На фиг. 1 изображена структурная схема; устройства; на фиг. 2 зависимости проводимости зоны сиарки от теплосодержания при различной степени изношенности электродов машины; на фиг. 3 - зависимости электропроводности зоны сварки от теплосодержания деталей при сварке электродами разлипгой степени изношеиноста. Устройство состоит из датчиков 1 сварочного тока и напряжения 2, блоков 3 и 4 умножения, блока деления интегратора 6, блока 7 выделения минимальной проводимости. Первого нотенциометра 8 Ш1я задания величины допустимого износа электродов, первого и второго релейных элементов 9 и 10. триггера 11, блока 12 логического умножения, делителя 13, потенциометра 14 щзя задания величины сигнала интегратора 6 в соответствии с теплосодержанием, необходимым для 4ормирования литого ядра нормального размера, регулятора 15 цикла сварки, управляющего работой сварочной машины 16. В процессе сварки блок 3 умножения и блок 5 деления нреобразуют сигналы датчико J сварочного тока и напряжения 2 между электродами маишны 16 соответственна в сигчапы мощности и проводимости зоны свар ки. Блок умножения 3 на своем выходе вы рабатывает сигнал, пропорциональный теплово му потоку, в элект1)оды сварочной машины 16. Интегратор 6 преобразует выходные сигн лы блоков 3 и 4 умножения и блока 5 деления в сигнал, пропорциональный теплосодер жаниго металла зоны сварки в текущий момент времени. В начальном периоде сварки, когда сигнал интегратора 6 лел, блок 7 выд 2 ления минимальной проио.чимости 01кли чен. а сигнал на его выходе равен максимальному возможному сигналу на выходе блока 5 делегшя. Включение блока 7 осу цеств))яется релейным элементом 9, сра5атываю 1м в момент, когда сигнал интегратор: тревышает некоторую долю, установленную делителем 13, величины, заданной с помошью нотенциометра 14 в соответствии с конечным значением теплосодержания металла зоны сварки, необходимым для формирования литого ядра нормального размера при нормальных геометрических размерах электродов машины. Коэффициент деления делителя 13 установлен в пределах 0,20,3 что соответствует теплосодержанию зоны сварки, достаточному для разруп1ения мирошероховатостей в котактах между электродами и деталями. ,При срабатывании релейный элемент 9 изменяет состояние триггера 11, на выходе которого пояндяется сигнал. Сигнал триггера 11 в процессе сварки блокируется с помошью блока 12 ;1огического умножения сигналом релейного элемента 10. В начальном периоде сварки, когда шюивдь контактов определяется степенью изношенности электродов машины и не увеличивается с увеличением температу71ы металла, так как мет;шл в этом периоде обладает высокой прочностью, наблюдается некоторое снижение проводимости зоны сварки исле.чсгпис снижения электропроводности мстапла при новьшгении температуры. Сигнал б.мока 5 деления и блока 7 выделения минималь111 й пропол. в этом периоде равны. При дальнейшем повы(Нении температур. мстп;и1 теряет прочностные свойства и начинается увеличение площади контактов, что сопро К)ждастся 11Овь Ц е1шем нроиодимости зоны сиарки. IJJIOK 7 ьыделСния ми {имальной lIpo димости И момент начала роста Площади кон|актов прекращает изменять сигнал на споем . Таким образом, в послсдую 11ем периоде сварки величш{а блока 5 деления равна проводимости зоны сварки в момент начала роста площади контактов, т.е. определяется, нача)Ы1ой площадью контактов между деталями и электродами. На входе релейного элемента 10 осуществляется вычитание из сигаала блока 5, прО Торционального текундей проводимости зоны сварки, сишалов блока выделения минимальной проводимости 7 и сигнала потенциометра 8, задающего величину допустимого износа электродов. Разность между сигналами проводимости и минимального значения проводимости при сварке отображает изменение площади контактов между электродами и деталями. Явление саморегулирования площади контактов эффективно обеспечивает высокую стабильность размеров литого ядра в том случае, если при постоятюм теплосодержании металла деталей в конце сварки площадь контактов и пропорциональная ей проводимость изменялись бы на достаточно большую величину. Таким образом, знак сигнала на входе релейного элемеета 10 определяется выполненнем условия эффективности явления саморегулирования площади контактов. Если в процессе сварки это условие было выполнено, to знак сигнала на входе релейного элемента 10 изменяется на противог, положньш и релейный элемент 10 срабатьшает При срабатывании релейный элемент 10 изменяет состояние триггера И, сигнал на выходе которого равен нулю Поэтому в этом случае после окончания сварки точки, когда интефатор 6 устанавливается регулятором 15 сварочного цикла в исходное состояние, а релейный элемент 9, снимая Свой сигнал со входа блока 12 логического умножения, пере стает блокировать сигнал триггера 11, на бло кирующий вход регулятора 15 сварочного цик ла износа электрода не поступает и может производиться сварка следующей точки. При сильном износе электродов машины 1 началы)ая площадь контактов между электродами и деталями велика, а изменение этой площади в процессе сварки незначительно. Поэтому знак сигнала на входе релейного эле мента 10 в процессе сварки не изменяется н противоположный, элемент 10 не переключается и триггер 11 не изменяет своего состояния. В -этом случае после окончания сварки сигнал на выходе триггера 11 сохраняется и после снятия сигнала релейного элемента 9 с выхода блока 12 выходной сигнал триггера 11 поступает на блокирующий вход регулятора 15 сварочного цикла. Это приводит к прекращению работы машины, что предотвращает -возможность возникновения дефектов точечносварного а единения, вызванных износом электродов машины. Устройство обеспечивает высокую стабильность размеров литого ядра и позволяет получить сигнал, указывающий о невозможности обеспечить получения точечносварного соединения с заданными свойствами и о необходимости замены или перетопки электродов мащины. Возможность получения сигнала об износе электродов особе то важна в автоматических линиях, содержащих машины точечной контактной сварки, в которых износ 26 электродов маитны приводи к BI«:I никновению некачественных точечное ирнмх соединений. Устройство потеоляст нопучшь сигнал износа электродов в виде элоктрнческого импульса, удобного для передачи но каналам сбора информации о состоянии об(рудования автоматических линий этих систем управления. Формула изобретения 1.Устройство дпя управления процессом точечной контактной сварки, содержащее дагшки сварочного тока и напряжения между отекфодами, блок умножения и блок деления, входы которого подключены к датчикам, интегратор два блока умножения, регулятор, цикла снарки, потенциометры для регулировки сигнала, о тл и чающее с я тем. по, с целью повыщения качества за счет контроля износа сварочных электродов, в устройство введен анализатор изменения проводимости зоны сварки, установленный между выходом блока де.пения и одним из входов регулятора цикла сварки. 2.Устройство по п. 1, о т л и ч а ю щ ее с я тем, что анализатор проводимости зоны сварки содержит первый релейный элемент, вход которого соединенс выходом интегратора и выходом первого потенциометра, блок выделения минимальной проводимости зоны сварки, подаслюченный одним входом к выходу блока деления, а другим входом -- к выходу первого релейного элемента, вто|юй потенциометр и второй релейный элемент, соединенные с выходом блока деления и с входом блока минимальной проводим сти зощ. сварки, триггер, входы которого подключены к выходам релейных элементов, элемент логического умножения, один из входов которого присоединен к выходу триггера, а второй вход к выходу первого релейного элеме1гта, а выход соединен со входом регулятора цикла сварки. Источники информации, принятые во внимание при экспертизе .1. Авторское свидетельство СССР N404587, кл. В 23 К 11/24, 1971. 2.Авторское свидетельство СССР N 593861, кл. В 23 К 11/24, 1975. 3.Авторское свидетельство СССР по заявке N 2642584. 12.07.1978.
иг.-l ll
«
1 S
||м
Pi
1-207novef
1 2- loamoveft:
1 3- OOmoveh-
Iff; 2, -1-2,4мм;
$1 f 4oOfcr ,t-ff,5 cef
I
0 0,5 0,6 0.9 1,2 1.5 TenJ/oco epжпf/f/e М(/пал/ сг jffne
) /СЖ
Фг/г.2
О
/ ema/fj/ff S ,
(.f. 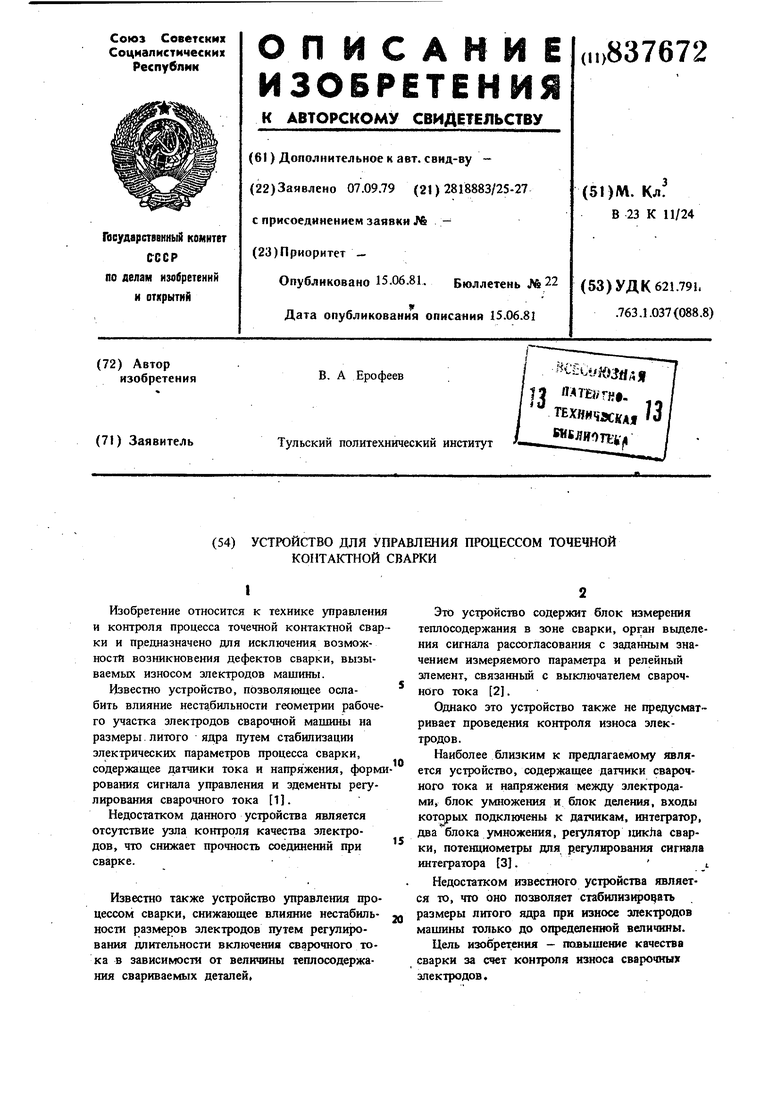
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления процессом контактной сварки | 1983 |
|
SU1113226A1 |
| Устройство для управления процессом точечной контактной сварки | 1976 |
|
SU597526A1 |
| Способ управления процессом контактной точечной сварки и устройство для его осуществления | 1986 |
|
SU1362591A1 |
| Способ автоматического контроля и регулирования процесса контактной сварки и устройство для его осуществления | 1987 |
|
SU1423320A1 |
| Регулятор энергетического цикла сварки | 1987 |
|
SU1512736A1 |
| Устройство для контроля качестваТОчЕчНОй КОНТАКТНОй СВАРКи | 1978 |
|
SU829369A1 |
| Способ и устройство для выполнения межэлементных соединений свинцово-кислотных аккумуляторных батарей | 2020 |
|
RU2747154C1 |
| Устройство управления напряжением при контактной сварке | 1987 |
|
SU1505718A2 |
| Устройство для нагрева кромок стеклянного листа при изготовлении, преимущественно, стеклопакетов | 1974 |
|
SU608464A3 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ИЗДЕЛИЙ СЛОЖНОГО ПРОФИЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2115521C1 |