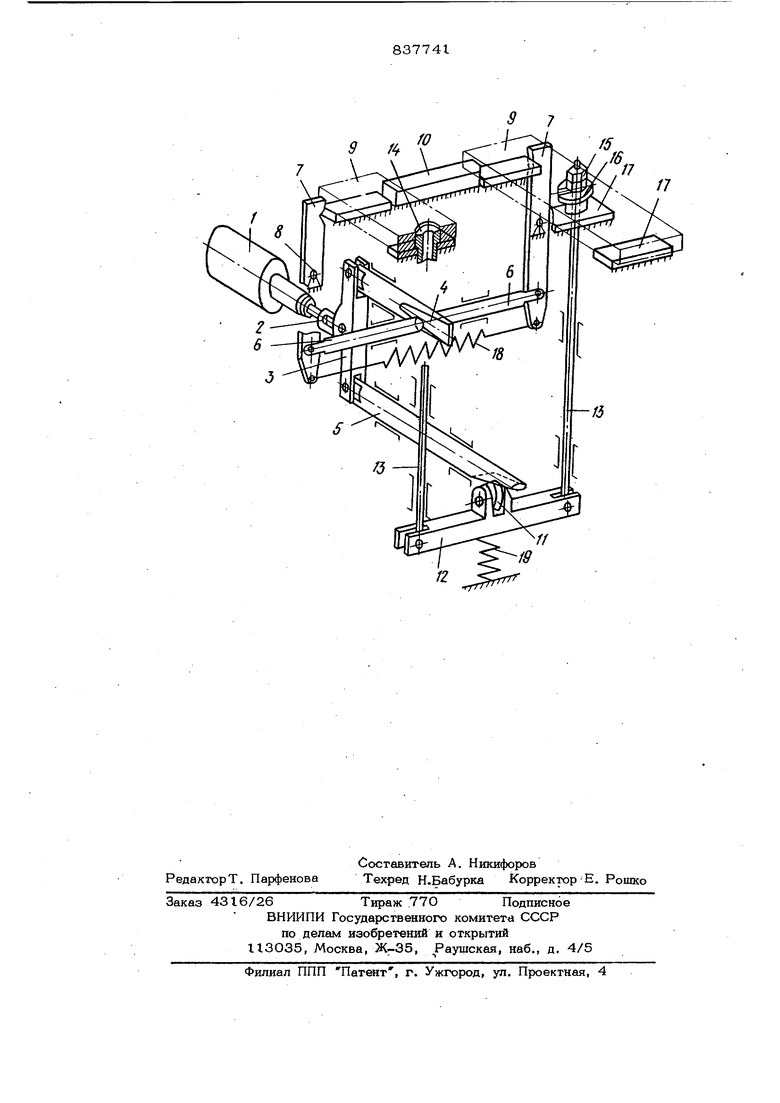
(54) УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ДЕТАЛЕЙ углом к горизонтальной плоскости. Клин своими скосами взаимодействует с двум толкателями 6, установленными в направ ляющих корпуса :и шарнирно соединенными с боковыми прижимами, выполненными в виде двуплечих рычагов 7, установленных на осях 8 в корпусе и предназначенных для обеспечения базирования деталей 9 с упорами Ю, выполненными в виде планки, жестко прикрепле1гаой к Kopftycy и расположенной на горизонтальной поверхности устройства. Клин 5 взаимодействует через ролик II с траверсой t2, несущей на концах шарнирно закрепленные вертикальные тяги 13, которые проходят через пальцы 14 с отверстиями, предназначенными для базирования деталей 9 по отверстию Тяги 13 при помощи зажимных элементов в виде гаек 15 и шайб 16 прижимаю детали 9 к горизонтальным опорным пластинам 17, установленным на корпусе. Для возвращения двуплечих рычагов в исходное положение имеется пружина 1 Траверса 12 прижата к скосу клина 5 при помощи пружины 19. Устройство работает следующим образом. При рабочем ходе цилиндра I усилие зажима передается через вилку 2 и коромысло 3 на клинья 4 и 5. Клин 4 через толкатели 6 передает усилие на цвуплечие рычаги 7, которые прижимают детали 9 к упорам IO. Одновременно клин 5 передает усилие через ролик 11 и траверсу 12 на тяги 13, которые при помощи гаек 15 шайб 16 прижимают детали 9 к опорным пластинам 17. При обратном ходе цилиндра I пружина 18, сжимаясь, разводит двуплечие ры чаги 7, а пружина 19 через траверсу 1 приподнимает тяги 13, освобождая детали 9 для снятия с пальцев 14. Установив -несколько таких устройс на общий корпус, можно получить многоместное приспособление. Количество одно временно обрабатываемых деталей при этом определяется их габаритными размерами, и возможностями станка. В связи с тем, что в устройстве происходит , одновременное вьфавнивание и зажим двух деталей одним силовым дишщром, упрощается система гидропривоа, устройства, так как отпадает необходимость установки управляющих клапанов для последовательного подключения силовых цилиндров вьфавнивания и зажима, что повышает надежность гидропривода, снижает металлоемкость гидропривода и трудоемкость его изготовления. Обработка деталей с применением нескольких устройств в многоместном приспособлении обеспечивает более высокую производительность, так как сокращается вспомогательное время на зажим деталей за счет одновременного выполнения двух операций - бокового выравнивания и зажима. Формула изобретения Устррйство для закрепления деталей, базируемых по нижней и боковой поверхностям и отверстию, содержащее корпус с пальцами, имеющими отверстия, через которые проходят тяги с зажимными Элементами, боковые прижимы и упоры, контактирующие с боковыми поверхностями деталей, и привод, отличающееся тем, что, с целью упрощения конструкции и повышения производительности, устройство снабжено самоустанавлнвающимся коромыслом с шарнирно установленными на нем клиньями, один из которых взаимодействует с боковыми прижим.ами посредством введенных в устройство подпружиненных толкателей и подпружиненной траверсой, взаимодействующей с другим клином и шарнирно соединенной с тягами зажимных элементов. Источни1Ш информации, принятые во внимание при экспертизе I. Кузнецов В. И. Станочные приспособления с гидравлическими приводами. М., Машиностроение, 1974, с. 141, рис. 67.
9 7
| название | год | авторы | номер документа |
|---|---|---|---|
| Клиноплунжерный силовой механизм | 1981 |
|
SU984798A1 |
| Зажимное устройство | 1985 |
|
SU1303346A1 |
| Устройство для подготовки радиоэлементов с осевыми выводами к монтажу | 1986 |
|
SU1370805A2 |
| Устройство для базирования деталей | 1986 |
|
SU1366357A1 |
| Многоместный патрон | 1978 |
|
SU848163A1 |
| Агрегатный станок | 1977 |
|
SU686848A1 |
| Наладка тисков | 1989 |
|
SU1703442A1 |
| Способ установки деталей и устройство для его осуществления | 1988 |
|
SU1577936A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Многоместное зажимное устройство | 1984 |
|
SU1269967A1 |