Изобретение относится к машиностроению, в частности к вспомогательной оснастке для закрепления изделия при проведении сборочно-сварочных работ, и может быть использовано, на- пример, при сборке под сварку деталей типа трубы и фланца.
Целью изобретения является повышение производительности и расширение технологических возможностей путем обеспечения надежной фиксации в положении предварительного зажима.
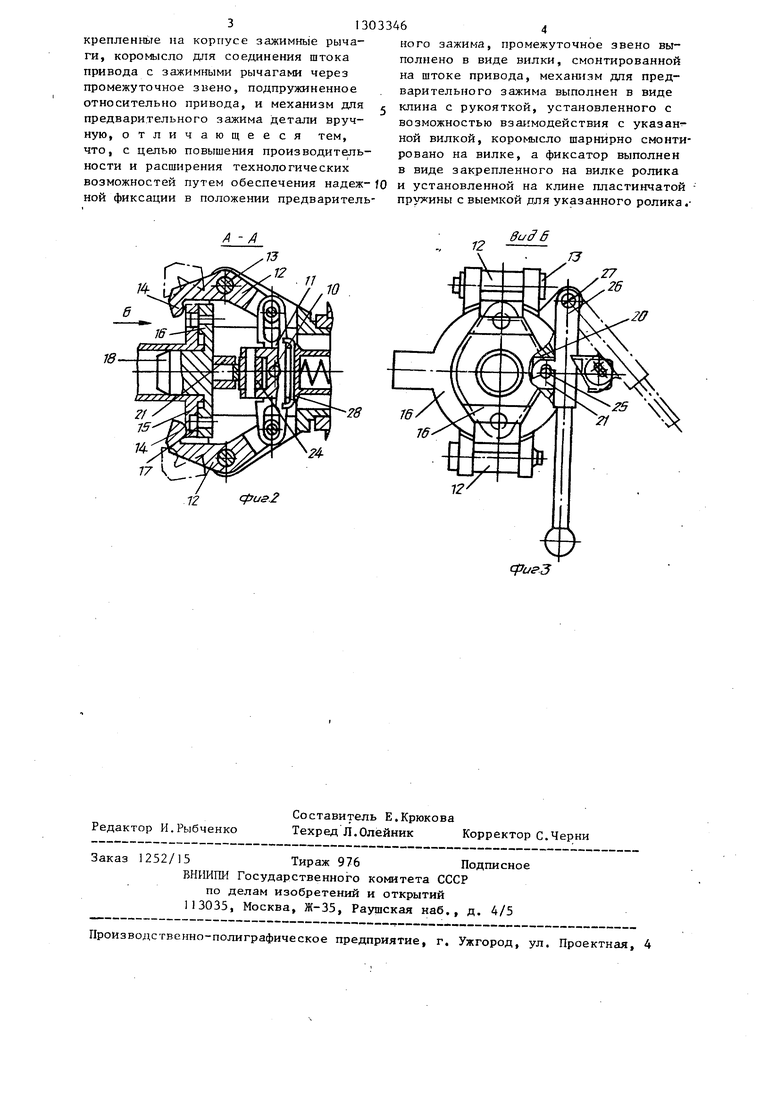
На фиг.1 изображено устройство в рабочем положении, общий вид; на фиг.2 - сечение А-А на фиг.1; на фиг.З - вид Б на фиг.2.
Устройство содержит корпус 1, устновленный в шпинделе 2 редуктора 3 сварочного оборудования, пневмопривод 4 с выдвижным щтоком 5, промежу- 20 21 он фиксируется попаданием ролика
точное звено, выполненное в виде вилки 6 с находящимися в ее полости 7 толкателем 8, закрепленным на щтоке 5, и .пружиной 9, представляющими собой пружинный буфер, и соединенное с вилкой 6 осью 10 коромысло 11, которое, в свою очередь, также шар- нирно соединено с двумя двуплечими зажимными рычагами 12, имеющими возможность поворота относительно осей 13, закрепленных в корпусе 1. Концы зажимных рычагов 12 выполнены в виде двух зацепов 14, прижимающих обрабатываемую деталь (фланец) 15 к базе 16 в двух точках. На базе 16, имеющей форму фланца и жестко закрепленной на корпусе 1, выполнены два установочных пальца 17, ограничивающих подвижность детали 15, и оправка 18 для установки другой обрабатываемой детали (трубы) 19.
Устройство снабжено также механизмом для предварительного зажима детали вручную, выполнены в виде установленного в пазу 20 корпуса клина 21, закрепленной на клине пластинчатой пружины 22, которая имеет фиксирующую выемку 23, взаимодействующую с роликом 24, установленным на вилке 6 параллельно коромыслу 11. Кроме того, с клином 21 посредством оси 25 соединена рукоятка 26, установленная на оси 27 корпуса 1. С целью равномерного раскрытия зажимных рычагов 12 между коромыслом 11 и вилкой 6 введена пру- жинная рессора 28, устанавливающая коромысло 11 в среднее положение относительно вилки 6. В исходном полож
нии зацепы 14 зажимных рычагов 12 раскрыты, клин 21 выведен из-под ролика 24 рз кояткой 26, а закрепленный на штоке 5 толкатель 8 введен в полость 7 вилки 6.
Устройство работает следуюощм образом.
На пальцы 17 базы 16 надевают обрабатываемую деталь 15, а затем, придерживая одной рукой деталь 15.от выпадания, другой рукой посредством рукоятки 26 между вилкой 6 и базой 16 вводят клин 21, который, перемещаясь по пазу 20 корпуса 1, как по направляющей, взаимодействует с установленным на вилке 6 роликом 24 и отжимает вилку 6 с коромыслом 11 от базы 16, дополнительно сжимая при этом пружину 9. В конце хода клина
5
0
5
05 0
5
24 в выемку 23, а концы зажимных рычагов 12 поворачиваются относительно осей 13 и зацепами 14 прижимают деталь 15 к базе 16 в двух противоположных точках с усилием, задаваемым жесткостью пружины 22 и достаточным для удержания детали 15. Потом на базу 16 устанавливают деталь 19 таким образом, чтобы конец ее был введен в отверстие детали 15, после чего пневмоприводом производят окон- чательный зажим детали 15. При этом шток 5 пневмопривода перемещается вправо, воздействует толкателем 8 на вилку 6 и через нее - на коромысло 11, зажимные рычаги 12 при этом своими зацепами 14 окончательно закрепляют деталь 15.
По окончании обработки щток 5 перемещается влево, толкатель 8 при этом сжимает пружину 9. Потом рукояткой 26 выводят клин 21 из-под паза 20, при этом под действием пружины 9 вилка 6, перемещаемая с коромыслом II, воздействуя на рычаги 12, отводит зацепы 14 от детали.
Надежная фиксация в положении пред- предварительного зажима позволяет повысить качество сварки за счет перевода с нижнего положения на более предпочтительный вертикальный способ сварки; увеличить производительность труда за счет упрощения установки обрабатываемых деталей.
Формула изобретения
Зажимное устройство, содержащее корпус, пневмопривод, шарнирно закрепленньте на корггусе зажимные рычаги, коромысло для соединения штока привода с зажимными рычагами через промежуточное звено, подпружиненное относительно привода, и механизм для предварительного зажима Детали вручную, отличающееся тем, что, с целью повышения производительности и расширения технологических
возможностей путем обеспечения надеж- 10 и установленной на клине пластинчатой ной фиксации в положении предваритель- пружины с выемкой для указанного ролика.ного зажима, промежуточное звено выполнено в виде вилки, смонтированной на штоке привода, механизм дпя предварительного зажима выполнен в виде клина с рукояткой, установленного с возможностью взаимодействия с указан- ной вилкой, коромысло шарнирно смонтировано на вилке, а фиксатор выполнен в виде закрепленного на вилке ролика
/I - /I
г:
/ ;
10
24-12cpus.2
вид б
Редактор И.Рыбченко
Составитель Е.Крюкова
Техред Л.Олейник Корректор С.Черни
Заказ 1252/15Тираж 976Подписное
БНИИга- Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
сригЗ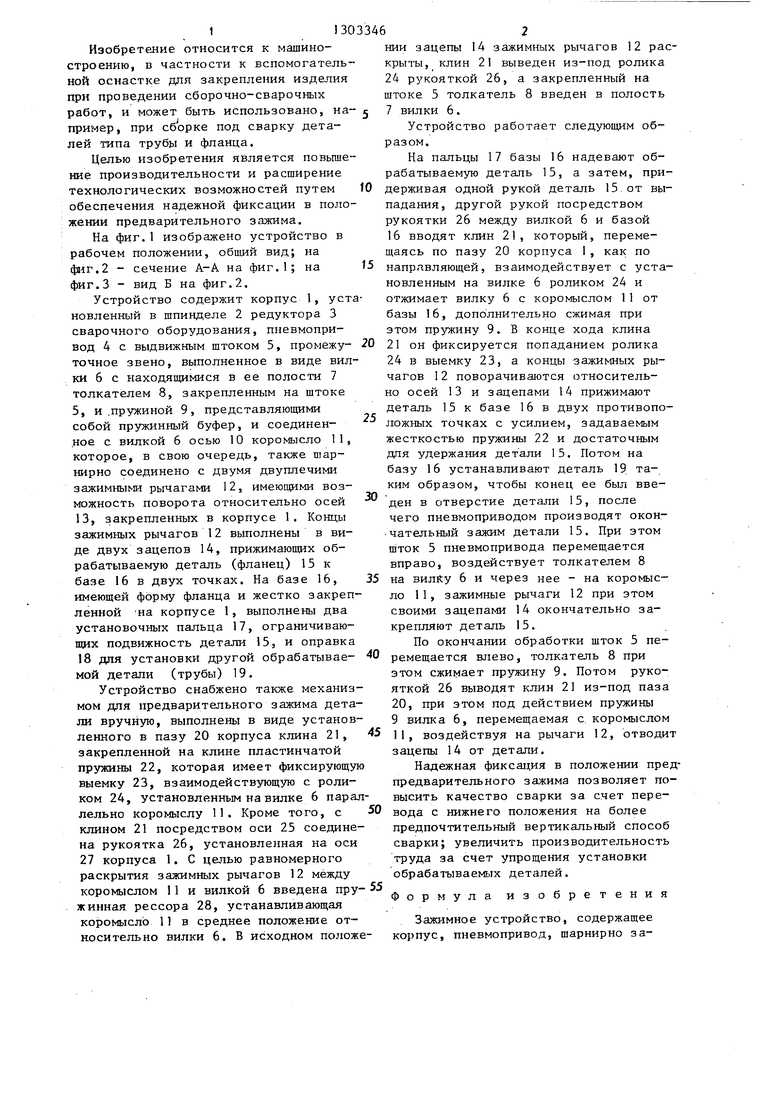
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачи деталей | 1988 |
|
SU1608000A1 |
| Клиноплунжерный силовой механизм | 1987 |
|
SU1472206A1 |
| Клиноплунжерный силовой механизм | 1981 |
|
SU984798A1 |
| Устройство для фиксации и зажима деталей | 1986 |
|
SU1362602A1 |
| Устройство для сборки и сварки кронштейнов ленточных конвейеров | 1977 |
|
SU716758A1 |
| Устройство для закрепления деталей | 1979 |
|
SU837741A1 |
| Устройство для зажима деталей на вращающихся столах станков | 1980 |
|
SU942939A1 |
| Самоцентрирующее зажимное устройство | 1980 |
|
SU895611A1 |
| ДЕЛИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЕТАЛЕЙ В ЗОНУ ОБРАБОТКИ СВЕРЛЕНИЕМ | 1993 |
|
RU2049647C1 |
| Установка для автоматической сварки | 1986 |
|
SU1333516A1 |
Изобретение относится к вспомогательной оснастке для закрепления изделия при проведении сборочно-сварочных работ. Целью изобретения является повышение производител ьности и расширение технологических возможностей путем обеспечения надежной фиксации в положении предварительного зажима. На базовые пальцы устанавливают деталь и, придерживая ее при помощи рукоятки, между вилкой 6 и базой вводят клин 21, который взаимодействует с установленным на вилке 6 роликом 24 и обжимает вилку с коромыслом, на котором закреплены зажимные рычаги, дополнительно сжимая при этом пружину 9. В конце хода клина 21 он фиксируется попаданием ролика 24 в выемку 23 пластинчатой пружины 22, закрепленной на клине. При этом зажимные рычаги прижимают деталь к базе с усилием, определяемым жесткостью пружинь 22. Надежная фиксация в положении предварительного зажима позволяет повысить производительность за счет упрощения установки деталей и расширить технологические возмож-. ности за счет перевода сварки на более предпочтительный вертикальный способ. 3 ил. (Л 78 2 9: rff л 4 I со О СО СО 4 &
| Рычажный прижим | 1981 |
|
SU969494A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
