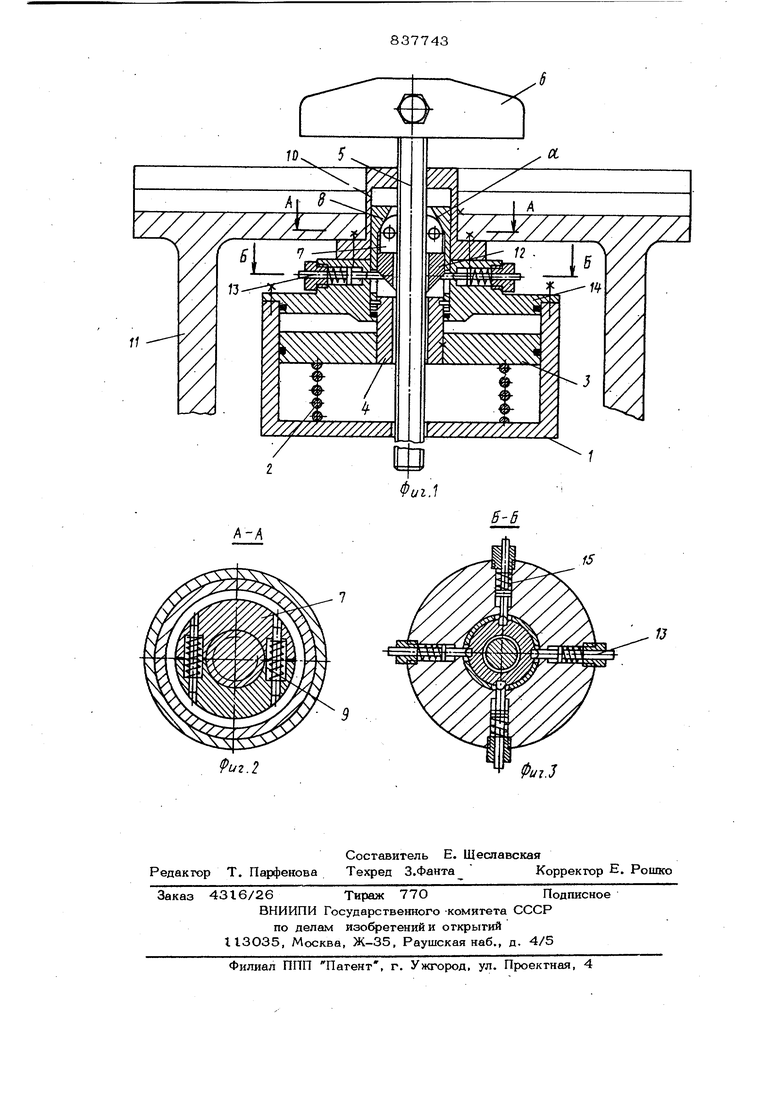
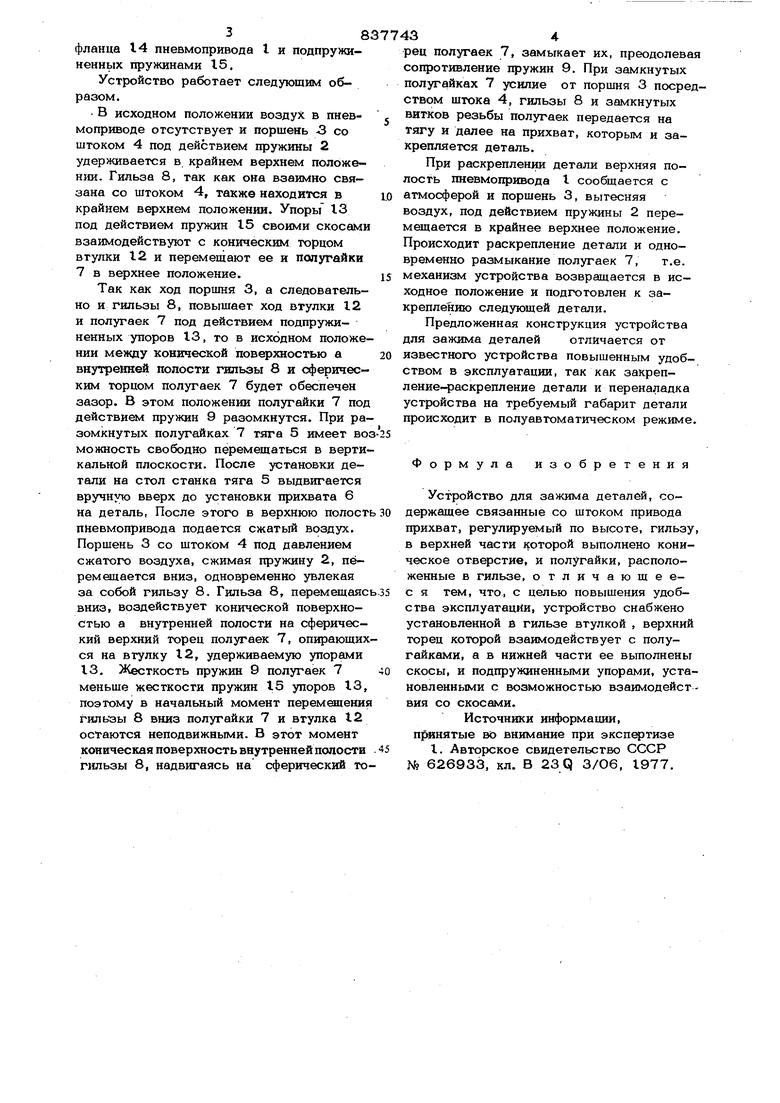
Иообрегение относится к станкостроению. Известно устройство для зажима дета лей, содержащее связанные со штоком привода фихват, регулируемый по высот гильзу ., в верхней части которой выпол но коническое отверстие, и расположенные в ней полугайки р. J. Недостатком этого устройства являет ся неудобство при его эксплуатации. Цель изобретения - повышение удобст ва эксплуатации. Указанная цель достигается тем, что устройство снабжено установленной в гильзе втулкой, верхний торец которой взаимодействует с полугайками, а в ниж ней части ее вьтолнены скосы, и подгфужиненными упорами, установленными с возможностью взаимодействия со скосами. На фиг. I изображено устройство , об щий вид; на фиг. 2 - разрез А-А на фиг. I; на фиг. 3 - разрез Б-Б на фиг. Устройство для прижима деталей состоит из пневмопривода I, содержащего возвратную ггружину 2, и поршень 3 с полым штоком 4, сквозь который пропущена винг-тяга 5, на верхнем конца которой закреплен прихват 6. Тяга 5, на наружной поверхности которой нарезана резьба, пропущена сквозь полугайки 7, разм«ценные в цилиндрической полости гильзы 8, взаимосвязанной со штоком 4. Верхний торец полугаек 7 выполнен сферическим, .а верхняя часть внутренней полости гильзы 8 выполнена конической. В корпусах полугаек 7 установлены пружины 9, усилие которых постоянно направлено на размыкание резьбы. Гильза 8 наружной поверхностью базируется в цилиндрическом отверстии стакана 10, который вмонтирован в стол 11 станка. В полости гильзы 8 между полугайками 7 и полым штоком 4 размещена втулка 12, нижняя коническая поверхность которой опирается на скосы упоров 13, установленных в радиальных проточках верхнего
фланца 14 пневмопривода I и подпружиненных пружинами 15.
Устройство работает следующим образом.
- В исходном положении воздух в пневмоприводе отсутствует и поршень 3 со штоком 4 под действием пружины 2 удерживается в крайнем верхнем положеH1OI. Гильза 8, так как она взаимно связана со штоком 4, также находится в крайнем верхнем положении. Упоры 13 под действием пружин 15 своими скосами взаимодействуют с коническим торцом втулки 12 и перемещают ее к полугайки 7 в верхнее положение.
Так как ход поршня 3, а следовательно и гильзы 8, повышает ход втулки 12 и полугаек 7 под действием подпружиненных упоров 13, то в исходном положении между конической поверхностью а внутренней полости гильзы 8 и сферическим торцом полугаек 7 будет обеспечен зазор. В этом положении полугайки 7 под действием пружин 9 разомкнутся. При разомкнутых полугайках 7 тяга 5 имеет воз можность свободно перемещаться в вертикальной плоскости. После установки детали на стол станка тяга 5 выдвигается вручную вверх до установки прихвата 6 на деталь, После этого в верхнюю полост пневмопривода подается сжатый воздух. Поршень 3 со штоком 4 под давлением сжатого воздуха, сжимая пружину 2, перемещается вниз, одновременно увлекая за собой гильзу 8. Гильза 8, перемещаяс вниз, воздействует конической поверхностью а внутренней полости на сферический верхний торец полугаек 7, опирающихся на втулку 12, удерживаемую упорами 13. Жесткость пружин 9 полугаек 7 меньше жесткости пружин 15 упоров 13, поэтому в начальный момент перемещения 8 вниз полугайки 7 и втулка 12 остаются неподвижными. В этот момент коническая поверхность внутренней полости гильзы 8, надвигаясь на сферический торец полугаек 7, замыкает их, преодолева сопротивление пружин 9. При замкнутых полугайках 7 усилие от поршня 3 посреством штока 4, гильзы 8 и замкнутых витков резьбы полугаек передается на тягу и далее на прихват, которым и закрепляется деталь.
При раскреплении детали верхняя полость пневмопривода I сообщается с атмосферой и поршень 3, вытесняя воздух, под действием пружины 2 перемещается в крайнее верхнее положение. Происходит раскрепление детали и одновременно размыкание полугаек 7, т.е. механизм устройства возвращается в исходное положение и подготовлен к закреплению следующей детали.
Предложенная конструкция устройства для зажима деталей отличается от известного устройства повышенным удобством в эксплуатации, так как закрепление-раскрепление детали и переналадка устройства на требуемый габарит детали происходит в полуавтоматическом режиме
Формула изобретения
Устройство для зажима деталей, содержащее связанные со штоком привода прихват, регулируемый по высоте, гильзу, в верхней части которой выполнено коническое отверстие, и полугайки, расположенные в гильзе, отличаюшеес я тем, что, с целью повышения удобства эксплуатации, устройство снабжено установленной в гильзе втулкой , верхний торец которой взаимодействует с полугайками, а в нижней части ее выполнены скосы, и подпружиненными упорами, установленными с возможностью взаимодействия со скосами.
Источники информации, понятые во внимание при
I. Авторское свидетельство СССР N 626933, кл. В 23Q 3/06, 1977.
А-А
U2.2
15
0UT.J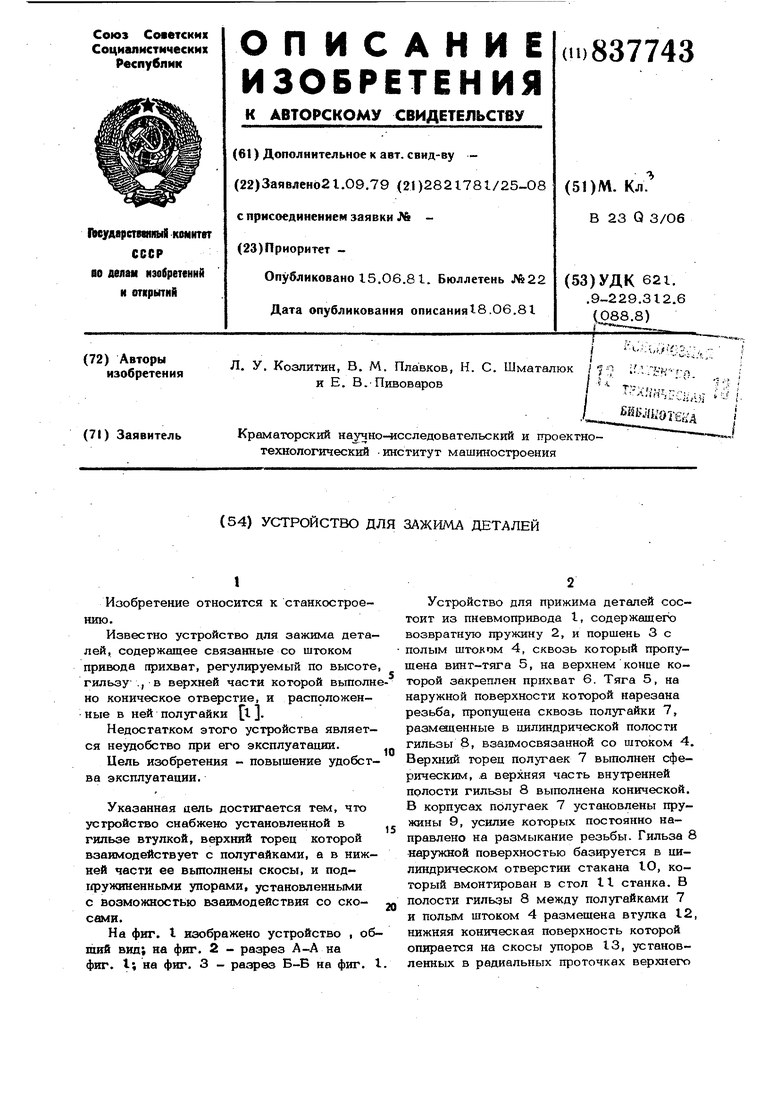
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для зажима деталей | 1976 |
|
SU626933A1 |
| КРЕПЕЖНЫЙ ГИДРОЦИЛИНДР | 1973 |
|
SU404601A1 |
| Привод перемещения стола плоскошлифовального станка для глубинного шлифования | 1983 |
|
SU1155433A1 |
| Устройство для зажима обрабатываемой детали | 1979 |
|
SU770733A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРОВОЛОКИ | 1973 |
|
SU366909A1 |
| Захват | 1980 |
|
SU942983A1 |
| Инерционный привод | 1987 |
|
SU1484461A1 |
| Инерционный привод | 1986 |
|
SU1371844A1 |
| БЫСТРОДЕЙСТВУЮЩИЙ ЭЛАСТИЧНЫЙ ВИНТОВОЙ МЕХАНИЗМ | 1995 |
|
RU2140591C1 |
| Механизм запирания форм литьевых машин для переработки пластмасс | 1972 |
|
SU466118A1 |