о
00 01
Изобретение относится к станкостроению и может быть использовано в многооперационных 1металлорежущих станках с числовым программным управлением и автоматической сменой обрабатываемых деталей. I Цель изобретения - повышение гибкости работы устройства.
I Указанная цель обеспечивается возмож- I ностью подачи обоих имеющихся в устрой- (стве спутников в одну, ближайшую к опе- |ратору станка или передаточному устройству транспортной системы авто.матизированной линии позицию для переналадки или смены деталей на спутниках.
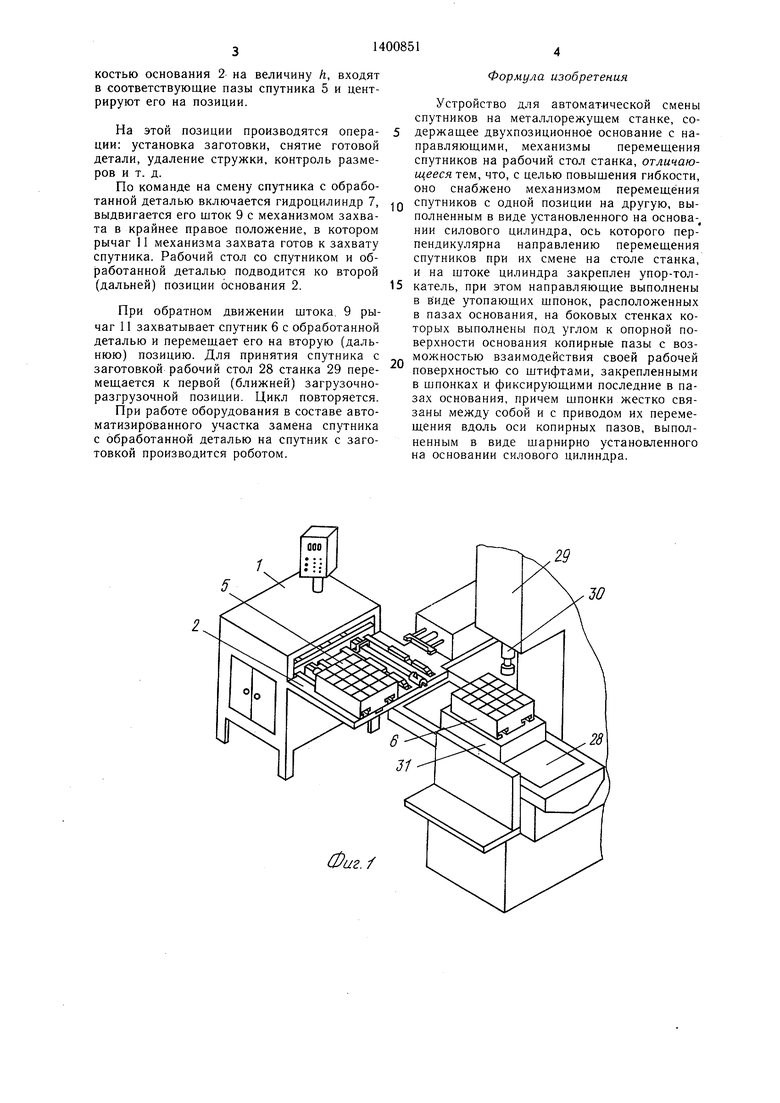
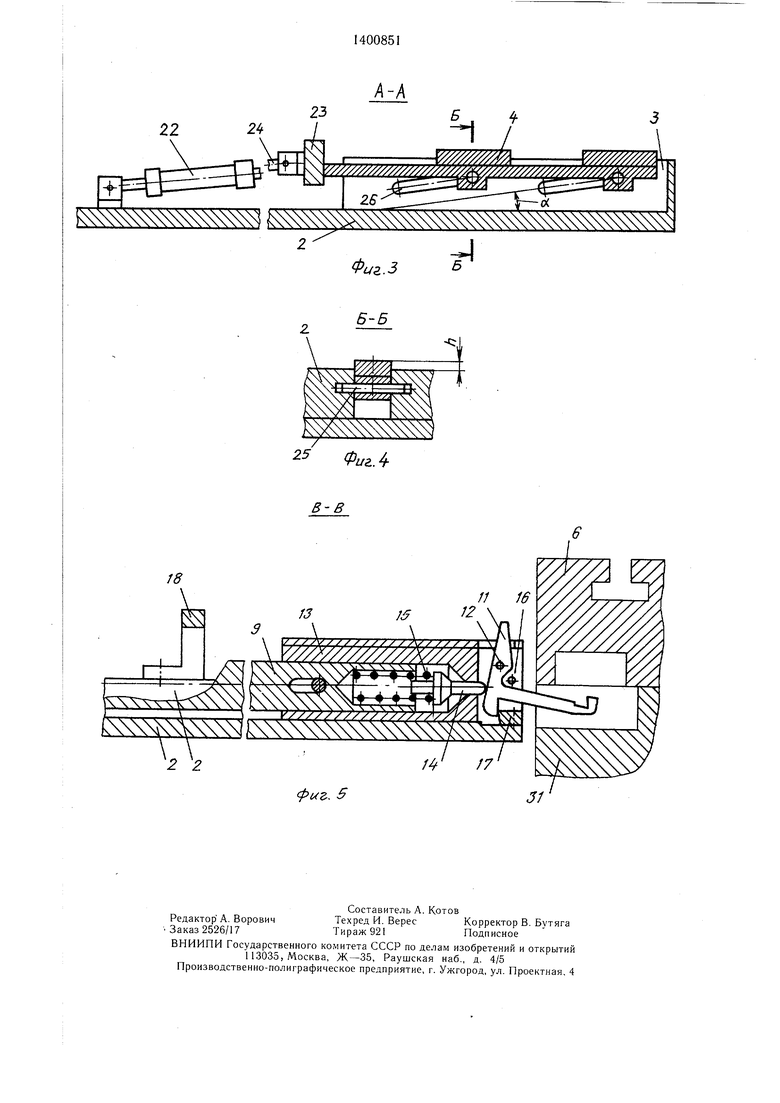
На фиг. 1 изображен металлорежущий станок с устройством для автоматической смены спутников; на фиг. 2 - общая схема устройства; на фиг. 3 - разрез А-А на фиг. 2 на фиг. 4 - сечение Б-Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 2.
Устройство для автоматической смены спутников на металлорежущем станке содержит корпус 1, основание 2, в продольных пазах 3 которого установлены две пары продольных направляющих 4, выполненных в виде подвижных утопающих щпонок. Спутники 5 и б устанавливаются на ос- нование 2, при этом продольные направляю- 1щие 4 входят в соответствующие пазы спут- иков.
I В корпусе 1 устройства установлены ме- {ханизмы перемещения спутников 5 и 6,, выполненные в виде гидроцилиндров 7 и 8 со |щтоками 9 и 10.
) На щтоке 9 гидроцилиндра 7 размещено захватное устройство, выполненное в виде рычага 11, установленного на оси 12 в корпусе (наконечнике) 13, подвижно сопряженное со щтоком 9. Рычаг 11 постоянно поджат через толкатель 14 пружиной 15 относительно корпуса 13 и в нормальном положении |(вне касания упоров) находится в верхнем положении, упираясь в ограничительный щтифт 16.
На основании 2 установлены передний упор 17 и задний упор 18.
Взаимодействуя с передним упором 17 основания 2, установленном в конце хода щтока 9, рычаг 11 отклоняется вниз и в таком положении находится до того момента, когда к перегрузочной позиции подходит рабочий стол станка со спутником 6 с обработанной деталью.
В корпусе 1 устройства установлен также механизм 19 поперечного перемещения, выполненный в виде гидроцилиндра, на щтоке которого закреплен упор-толкатель 20 с на- правляющими 21, и механизм 22 перемещения продольных направляющих 4, выполненных в виде утопающих щпонок и соединенных между собой траверсой 23, щарнирно связанной со щтоком 24 своего привода. Механизм 22 перемещения, выполненный в виде гидроцилиндра, соединен щарнирно с основанием 2.
На каждой направляющей 4 установлено по два направляющих щтифта 25, которые подвижно размещены в пазах 26 основания 2, расположенных под углом а к опорной поверхности основания 2.
Штоки 9 и 10 механизмов перемещения спутников расположены в соответствующих пазах 27 основания 2, щтоки фиксируются от проворота и направляются в этих пазах посредством корпусов (наконечников) 13,
при этом рычаг 11 на щтоке 10 в соответствующем корпусе не установлен.
Корпус 1 устройства расположен рядом с рабочим столом 28 фрезерного станка 29 с программным управлением и вертикальным щпинделем 30. На рабочем столе 28 установлено зажимное приспособление 31 (для спутника).
Оборудование работает следующим образом.
На обе позиции основания 2 устанавливаются спутники 5 и 6. По команде на загрузку спутника 6 с установленной на нем заготовкой рабочий стол 28 подходит к первой (ближней к оператору) позиции, срабатывает гидроцилиндр 8, выдвигается его
щток 10 и спутник 6 заталкивается щтоком 10 на зажимное приспособление 31, где происходит позиционирование и зажим спутника.
Рабочий стол 28 со спутником 6 с заготовкой перемещается на обработку по заданной программе. После окончания обработки заготовки или группы заготовок стол 28 со спутником и обработанной деталью перемещается к дальней позиции (становится напротив штока 9).
При обратном движении щтока 9 рычаг 11 отходит от упора 17 и захватывает движением снизу вверх спутник 6, перемещая его влево по направляющей 4 на вторую (дальнюю) загрузочно-разгрузочную позицию.
В крайнем левом положении щтока 9
в конце его хода рычаг 11, упираясь верхней своей частью в задний уггор 18, отклоняется в свое нижнее положение, освобождая тем самым спутник 6.
Далее срабатывает механизм 22 перемещения направляющих 4. При движении его щтока 24 влево обе пары направляющих 4 перемещаются в крайнее левое положение и утопают в вертикальных пазах 3 основания 2. Срабатывает механизм 19 поперечного перемещения, выдвигается его упор-толкатель 20, его ловители заходят в верхние Т-образные пары спутника 5, центрируют его вдоль оси и спутник 5 перемещается по основанию в первую (ближнюю к оператору) позицию. Затем срабатывает механизм 22 перемещения направляющих 4, щток
его выдвигается вправо, обе пары продольных направляющих 4, перемещаются в крайнее правое положение, в котором они, поднимаясь в пазах 26, возвыщаются над плоскостью основания 2 на величину /г, входят в соответствующие пазы спутника 5 и центрируют его на позиции.
На этой позиции производятся операции: установка заготовки, снятие готовой детали, удаление стружки, контроль размеров и т. д.
По команде на смену спутника с обработанной деталью включается гидроцилиндр 7, выдвигается его шток 9 с механизмом захвата в крайнее правое положение, в котором рычаг 11 механизма захвата готов к захвату спутника. Рабочий стол со спутником и обработанной деталью подводится ко второй (дальней) позиции основания 2.
При обратном движении штока. 9 рычаг 11 захватывает спутник 6 с обработанной деталью и перемещает его на вторую (дальнюю) позицию. Для принятия спутника с заготовкой рабочий стол 28 станка 29 перемещается к первой (ближней) загрузочно- разгрузочной позиции. Цикл повторяется.
При работе оборудования в составе автоматизированного участка замена спутника с обработанной деталью на спутник с заготовкой производится роботом.
Формула изобретения
Устройство для автомагической смены спутников на металлорежущем станке, содержащее двухпозиционное основание с направляющими, механизмы перемещения спутников на рабочий стол станка, отличаю- щеесягем, что, с целью повышения гибкости, оно снабжено механизмом перемещения
спутников с одной позиции на другую, выполненным в виде установленного на основа- НИИ силового цилиндра, ось которого перпендикулярна направлению перемещения спутников при их смене на столе станка, и на штоке цилиндра закреплен упор-толкатель, при этом направляющие выполнены в виде утопающих шпонок, расположенных в пазах основания, на боковых стенках которых выполнены под углом к опорной поверхности основания копирные пазы с возможностью взаимодействия своей рабочей поверхностью со штифтами, закрепленными в шпонках и фиксирующими последние в пазах основания, причем шпонки жестко связаны между собой и с приводом их перемещения вдоль оси копирных пазов, выполненным в виде шарнирно установленного на основании силового цилиндра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для смены,фиксации и зажима приспособлений-спутников | 1980 |
|
SU867604A1 |
| Металлорежущий станок | 1977 |
|
SU680858A2 |
| Многоцелевой станок с ЧПУ | 1983 |
|
SU1090538A1 |
| Металлорежущий станок | 1977 |
|
SU704756A1 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| Металлорежущий станок | 1990 |
|
SU1830333A1 |
| Многопозиционный агрегатный станок | 1986 |
|
SU1340991A1 |
| Приемно-передаточное устройство | 1986 |
|
SU1459897A1 |
| Автоматизированный участок механической обработки деталей | 1986 |
|
SU1371871A1 |
| Металлорежущий станок с автоматической сменой многошпиндельных коробок | 1986 |
|
SU1505747A1 |
Изобретение относится к области станкостроения и может быть использовано в многооперационных металлорежущих станках с числовым программным управлением и автоматической сменой обрабатываемых деталей. Цель изобретения - повышение гибкости работы устройства - обеспечивается возможностью подачи обоих имеющихся в устройстве спутников в одну (ближайшую к оператору станка или передаточному устройству транспортной системы автоматизированной линии) пЬзицию для переналадки или смены деталей на спутниках. Устройство для автоматической смены на металлорежущем станке снабжено механиз- -мом 19 поперечного перемещения спутника; продольные направляющие 4 выполнены в виде утопающих шпонок, соединены посредством единой траверсы с приводом перемещения и установлены подвижно в пазах основания с возможностью одновременного горизонтального и вертикального перемещений в плоскостях, параллельных направлению продольного перемещения спутников. 5 ил. (Л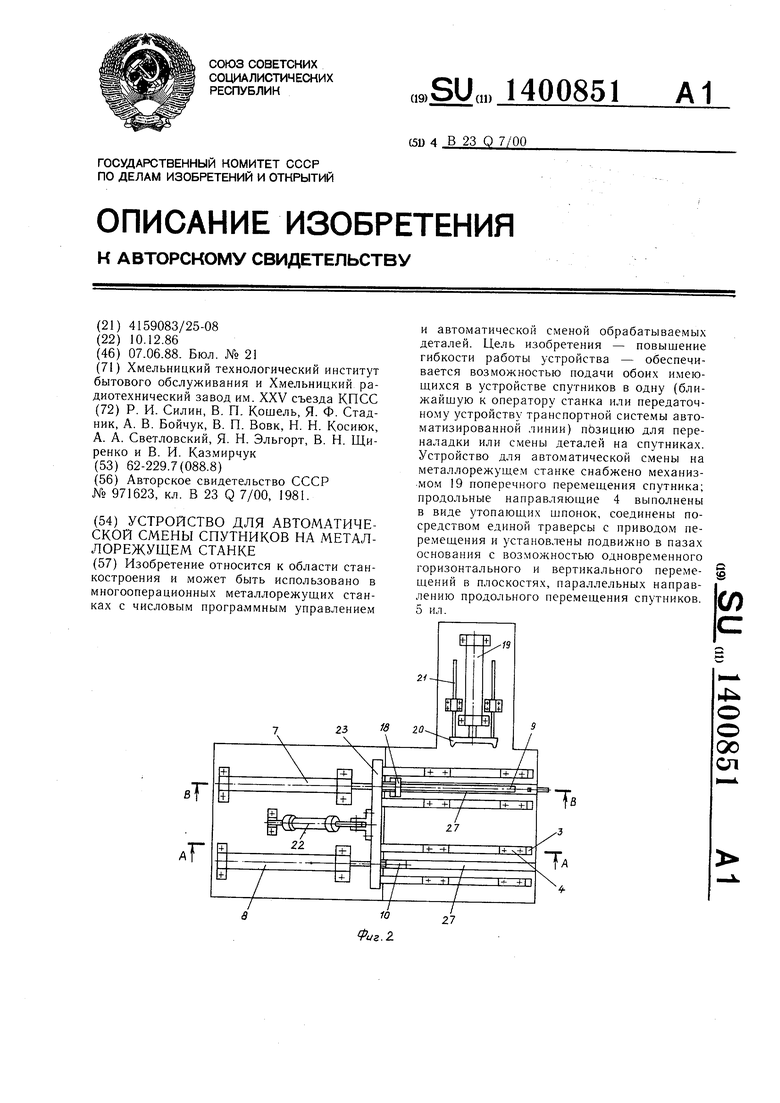
Фиг.-/
29
W
22
J8
фкг. 5
6-Б
| Устройство для автоматической смены спутников на металлорежущем станке | 1981 |
|
SU971623A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
