38
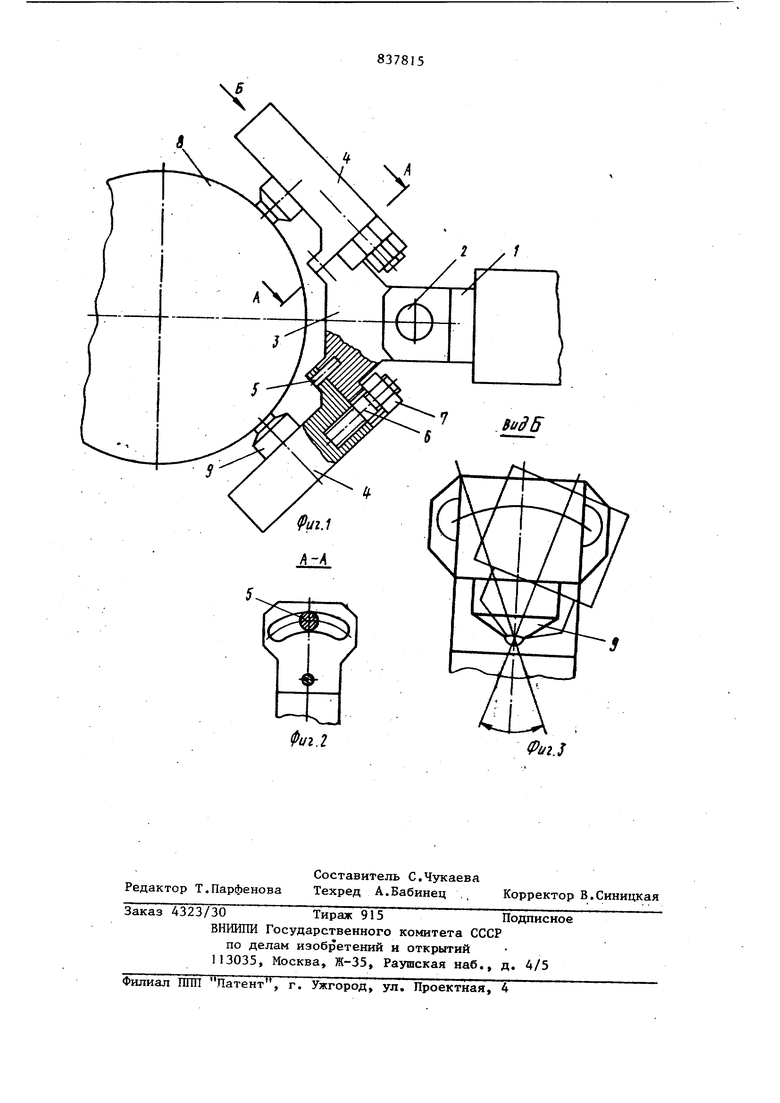
ными с возможностью периодического поворота вокруг осей 5. С помощью шпилек 6 и гаек 7 части 4 крепятся ко второй части вилкообразной державки 3. На боковой поверхности консолей со стороны, обращенной к обрабатываемой поверхности детали В, закреплены с возможностью перестановки алмазные выглаживатели. 9. Оси 5 расположены таким образом, что цен тры кривизны рабочих поверхностей алмазных выглаживателей 9 лежат на их продолжении.
Таким образом, при образовании в процессе эксплуатации на рабочих поверхностях алмазньрс выглаживателей площадок износа предельно доп Устимых размеров выглаживатели выводяся из контакта с обрабатываемой поверхностью, ослабляются гайки 7 крепления части 4 и производится их поворот вокруг жестко закрепленных в концах вилкообразной державки 3 осей 5. После поворота на угол, обес печивающий введение в зону обработки ранее не изношенных участков рабочей поверхности выглаживателей части 4 закрепляются тайками 7 в новом положении.
Установка на концах вилкообразной державки консолей с закрепленными на них алмазными выглаживателями позволяет повысить их стойкость за счет введения в зону контакта с заго5 4
товкой новых неизношенных участков рабочей поверхности при повороте частей 4 на угол, определяемый размерами площадки допустимого износа. Совмещение осей поворота консолей с центрами-; кривизны рабочих поверхностей выглаживателей устраняет подналадку их диаметрального положения после поворота консолей, что повышает точность настройки.
Формула изобретения
Головка для чистовой и упрочняю™ щей обработки, в корпусе которой установлена с возможностью вращения вилкообразная державка, несущая на своих концах деформирующие элементы отличающаяся тем, что, с целью повышения точности, концы державки выполнены из двух частей, одна из которых, несущая деформирующие элементы, установлена с возможностью поворота вокруг введенных в головку штырей, ось симметрии которых проходит через центры кривизны рабочих поверхностей деформирующих элементов.
Источники информации, принятые во внимание при экспертизе
I. Авторское свидетельство СССР № 508391, кл. В 24 В 39/04, 1974. Фиг.2 Фиг.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ алмазного выглаживания | 1978 |
|
SU795908A2 |
| Инструмент для поверхностного деформировани | 1989 |
|
SU1699761A1 |
| Устройство для чистовой и упрочняющей обработки поверхностей вращения деталей | 1980 |
|
SU889404A2 |
| Устройство для алмазного выглаживания цилиндрических деталей | 1988 |
|
SU1720845A1 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ВЫГЛАЖИВАНИЕМ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2571011C2 |
| Устройство для алмазного выглаживания | 1983 |
|
SU1235705A1 |
| Устройство для алмазного выглаживания | 1977 |
|
SU975361A1 |
| Способ обработки деталей алмазным выглаживанием | 1987 |
|
SU1459903A1 |
| Ротоционный раскатник для обработки торцовых поверхностей цилиндрических деталей | 1979 |
|
SU865637A1 |
| Способ чистовой и упрочняющей обработки поверхностей вращения деталей и устройство для его осуществления | 1974 |
|
SU537797A1 |