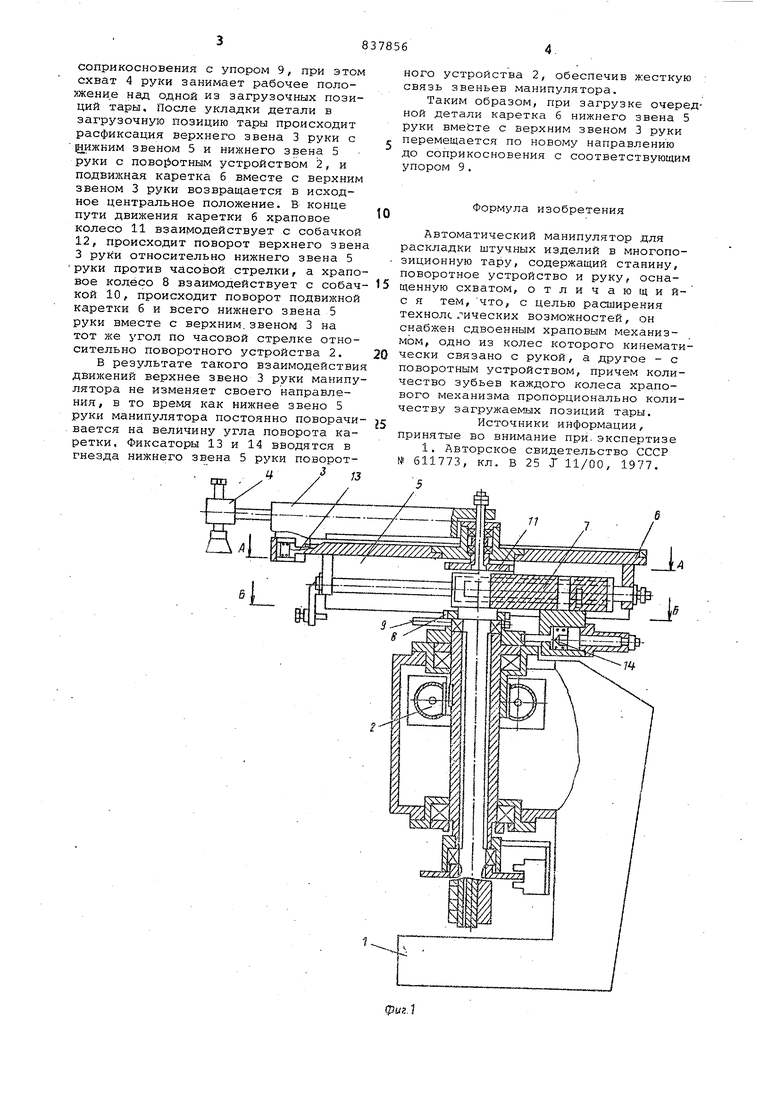
Изобретение относится к станкостроению, в частности к манипуляторам и гРромьашленным роботам, предназначен ным для загрузки деталей в многопозиционную тару. Известно устройство для загрузки изделий в многопозиционную тару, содержащее станину, поворотное устройство и руку, оснащенную охватом, l. Недостатком этого устройства явля ется малое число точек позиционирова ния, что сужает .его технологические возможности. Цель изобретения - расширение тех нологических возможностей манипулято ра. . Это достигается тем, что манипу 1Я тор снабжен сдвоенным храповым механизмом, одно из колес которого кинем тически связано с рукой, а другое с поворотным устройством причем количество зубьев храпового механизма каждого колеса пропорционально количеству загружаемых позиций тары. На фиг. 1 изображен манипулятор, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1. Автоматический манипулятор состо ит из станины 1 с закрепленным на H поворотным устройством 2, верхнего звена 3, руки со схватом 4 и нижнего звена 5 руки, включающего подвижную каретку 6, пневмоцилиндр 7, храповое колесо 8, установленное на оси поворотного устройства 2, упоры 9, расположенные на храповом колесе 8, собачку 10 сдвоенного храпового механизма 8, закрепленную на подвижной каретке 6, храповое колесо 11 с собачкой 12, расположенной на корпусе пневмоцилиндра 7, фиксатора 13, установленного на верхнем звене 3 руки и фиксатора 14, установленного на нижнем звене 6 руки. Верхнее звено 3руки жестко связано с храповым колесом 11. Автоматический манипулятор работает следукйдим образом. Очередная деталь, зажатая схватом 4манипулятора, под действием поворотного устройства 2 перемещается с разгрузочной позиции оборудования к многопозиционной таре и занимает над ней центральное исходное положение. Под действием пневмоцилиндра 7 подвижная каретка 6 вместе с верхним звеном 3 руки манипулятора из исходного центрального положения сдвигается вдоль штока пневмоцилиндра 7 до соприкосновения с упором 9, при этом охват 4 руки занимает рабочее полохжени.е над одной из загрузочных позиций тары. После укладки детали в загрузочную позицию тары происходит расфиксация верхнего звена 3 руки с цижким звеном 5 и нижнего звена 5 руки с поворотным устройством 2, и подвижная каретка 6 вместе с верхним звеном 3 руки возвращается в исходное центральное положение. В конце пути движения каретки 6 храповое колесо 11 взаимодействует с собачкой 12, происходит поворот верхнего звена 3 руки относительно нижнего звена 5 руки против часовой стрелки, а храповое колесо 8 взаимодействует с собачкой 10, происходит поворот подвижной каретки б и всего нижнего звена 5 руки вместе с верхним, звеном 3 на тот же угол по часовой стрелке относительно поворотного устройства 2. В результате такого взаимодействия движений верхнее звено 3 руки манипулятора не изменяет своего направления, в то время как нижнее звено 5 руки манипулятора постоянно поворачивается на величину угла поворота каретки. Фиксаторы 13 и 14 вводятся в гнезда нижнего звена 5 руки поворот 4 / /J ного устройства 2, обеспечив жесткую связь звеньев манипулятора. Таким образом, при загрузке очередной детали каретка б нижнего звена 5 руки вместе с верхним звеном 3 руки перемещается по новому направлению до соприкосновения с соответствующим упором 9. Формула изобретения Автоматический манипулятор для раскладки штучных изделий в многопозиционную тару, содержащий станину, поворотное устройство и руку, оснаи ч а ю щ и йщенную схватом, о т л с я тем, что, с целью расширения технолс ических возможностей, он снабжен сдвоенным храповым механизмом, одно из колес которого кинематически связано с рукой, а другое - с поворотным устройством, причем количество зубьев каждого колеса храпового механизма пропорционально количеству загружаемых позиций тары. Источники информации, принятые во внимание при.экспертизе 1, Авторское свидетельство СССР № 611773, кл. В 25 J 11/00, 1977.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Установка для изготовления биметаллических деталей | 1982 |
|
SU1069941A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Автоматический манипулятор | 1980 |
|
SU944918A1 |
| Автоматическая линия штамповки поворотных кулаков | 1987 |
|
SU1466868A1 |
| Устройство для сборки герметичного реле | 1984 |
|
SU1229854A1 |
| Устройство для правки свеклорежу-щиХ НОжЕй | 1979 |
|
SU812381A1 |
| Манипулятор для кладки стен из штучных элементов | 1989 |
|
SU1712561A1 |
| Многопозиционное загрузочное устройство | 1984 |
|
SU1333533A1 |
| Автомат для сборки пакетов магнитопроводов электрических машин | 1988 |
|
SU1534645A1 |

