(54) ФОРМА-ВАГОНЕТКА ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма-вагонетка для изготовления строительных изделий | 1977 |
|
SU680880A1 |
| Форма-вагонетка для изготовления строительных изделий | 1981 |
|
SU961966A1 |
| Форма-вагонетка для производства строительных изделий | 1978 |
|
SU727442A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| Технологическая линия для изготовления железобетонных изделий | 1988 |
|
SU1694376A1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
| Форма для изготовления пустотелых изделий из бетонных смесей | 1990 |
|
SU1761493A1 |
| Форма-вагонетка для изготовления преднапряженных строительных изделий | 1977 |
|
SU655540A1 |
| Установка для формования железобетонных изделий | 1978 |
|
SU745689A1 |
| Форма-вагонетка для изготовления железобетонных изделий | 1990 |
|
SU1740167A1 |
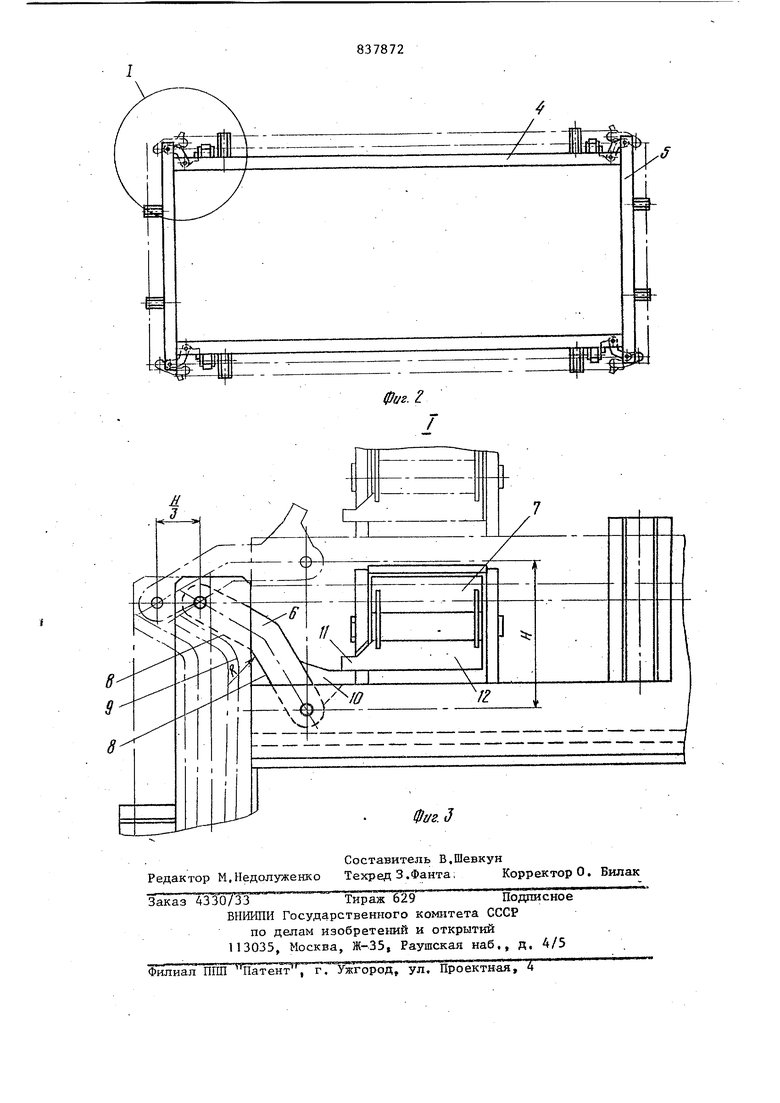
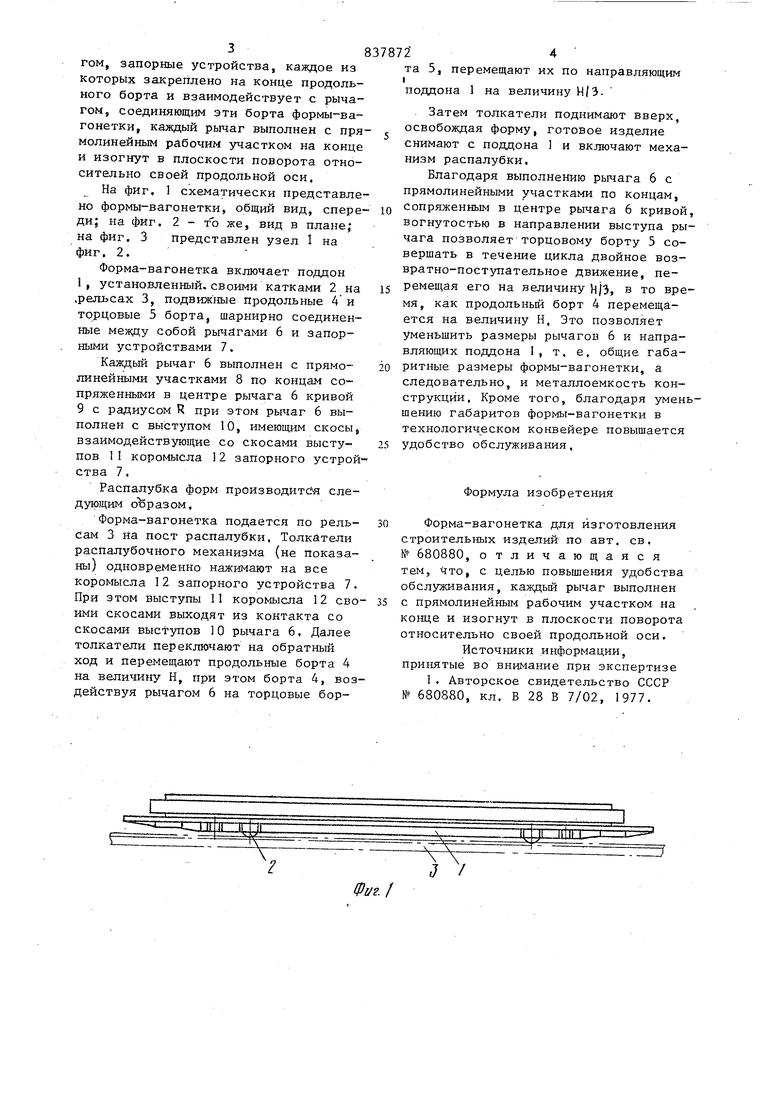
Изобретение относится к оборудованию по формованию строительных изделий, преимущественно из железобетона, и может быть использовано для производства железобетонных строительных изделий на конвейерных линиях . По основному авт. св. № 680880 известна форма-вагонетка для изготовления строителысих изделий, содер жащая поддон, подвижные продольные и торцовые борта, направляющие и рычаги, установленные по концам бортов и соединяющие их друг с другом, за- порные устройства, каждое из которых закреплено на конце продольного борта и Взаимодействует с рычагом, соединяющим борта формы-вагонетки i В этой форме для изготовления железобетонных изделий, рычаги, шарнир но соединяющие продольные и поперечные борта, выполнешл прямолинейными с отводом бортов на равные расстояния от формуемого изделия по направляющим равной длины, которые своими габаритами могут перекрывать при поперечном ходе формы-вагонетки габариты просветов в технологическом оборудовании конвейеров, например просвет в формующих машинах, щелевых камерах и т. п., что неудобно при обслуживании. По технологическому процессу распалубки величина отвода торцовых бортов должна быть равной толщине вкладышей, образующих углубление в изделиях, т. е, меньше в 34 раза по сравнению с величиной отвода продольных бортов. Цель изобретения - повьшение удобства обслуживания. Поставленная цель достигается тем, что в форме-вагонетке для изготовления строительных изделий, содержащей поддон, подвижные продольные и торцовые борта, направляющие для перемещения этих бортов и рьпаги с выступами, установленные по концам бортов и соединяющие их друг с другом, запорные устройства, каждое из которых закреплено на конце продольного борта и взаимодействует с рычагом, соединяющим эти борта формы-вагонетки, каждый рычаг выполнен с пря молинейным рабочим участком на конце и изогнут в плоскости поворота относительно своей продольной оси. На фиг, 1 схематически представле но формь -вагонетки, общий вид, спере ди; на фиг. 2 - тЪ же, вид в плане; на фиг, 3 представлен узел I на фиг, 2, Форма-вагонетка включает поддон 1, установленный, своими катками 2 на .рельсах 3, подвижные продольные 4 и торцовые 5 борта, шарнирно соединенные между собой рычагами 6 и запорными устройствами 7. Каждый рычаг 6 выполнен с прямолинейными участками 8 по концам сопряженными в центре рычага 6 кривой 9 с радиусом R при этом рычаг 6 выполнен с выступом 10, имеющим скосы, взаимодействзтощие со скосами высту пов I коромысла 12 запорного устрой ства 7, Распалубка форм производится следующим оЬразом, Форма-вагонетка подается по рельсам 3 на пост распалубки. Толкатели распалубочного механизма (не показаны) одновременно нажимают на все коромысла 12 запорного устройства 7 При этом выступы 11 коромысла 12 сво ими скосами выходят из контакта со скосами выступов 10 рычага 6, Далее толкатели переключают на обратный ход и перемещают продольные борта 4 на величину Н, при этом борта 4, во действуя рычагом 6 на торцовые бора 5, перемещают их по направляющим поддона 1 на величину Н/3. . Затем толкатели поднимают вверх, освобождая форму, готовое изделие снимают с поддона 1 и включают механизм распалубки. Благодаря выполнению рычага 6 с прямолинейными участками по концам, сопряженным в центре рычага 6 кривой, вогнутостью в направлении выступа рычага позволяет торцовому борту 5 совершать в течение цикла двойное возвратно-поступательное движение, перемещая его на величину HJ3, в то время, как продольный борт 4 перемещается на величину Н, Это позволяет уменьшить размеры рычагов б и направляющих поддона I, т. е, общие габаритные размеры формы-вагонетки, а следовательно, и металлоемкость конструкции. Кроме того, благодаря уменьшению габаритов формы-вагонетки в технологическом конвейере повышается удобство обслуживания. Формула изобретения Форма-вагонетка для изготовления строительных изделий по авт. св. № 680880, отличающаяся тем, что, с целью повьшхения удобства обслуживания, каждый рычаг выполнен с прямолинейным рабочим участком на конце и изогнут в плоскости поворота относительно своей продольной оси. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР № 680880, кл. В 28 В 7/02, 1977.
хн
2
тт
