Изобретение относится к приборостроению, в частности к.технологии зготовления магнитных головок,
Целью изобретения является повьше- ние производительности обработки ра- бочей поверхности магнитной головки. На фиг. 1 показана схема обработки; на фиг. 2 - графики зависимостей скорости подачи круга и скорости съема припуска от 1величины импеданса и припуска магнитной головки.
Для реализации способа магнитной головке 1 (фиг. 1) сообщают движение формообразования - качание SK вокруг технологической оси и движение осцилляции БО вдоль режущей поверхности шлифовального круга 2.Кругу 2 сообщают скорость вращения и вокруг оси ц и поперечную подачу VK на врезание.
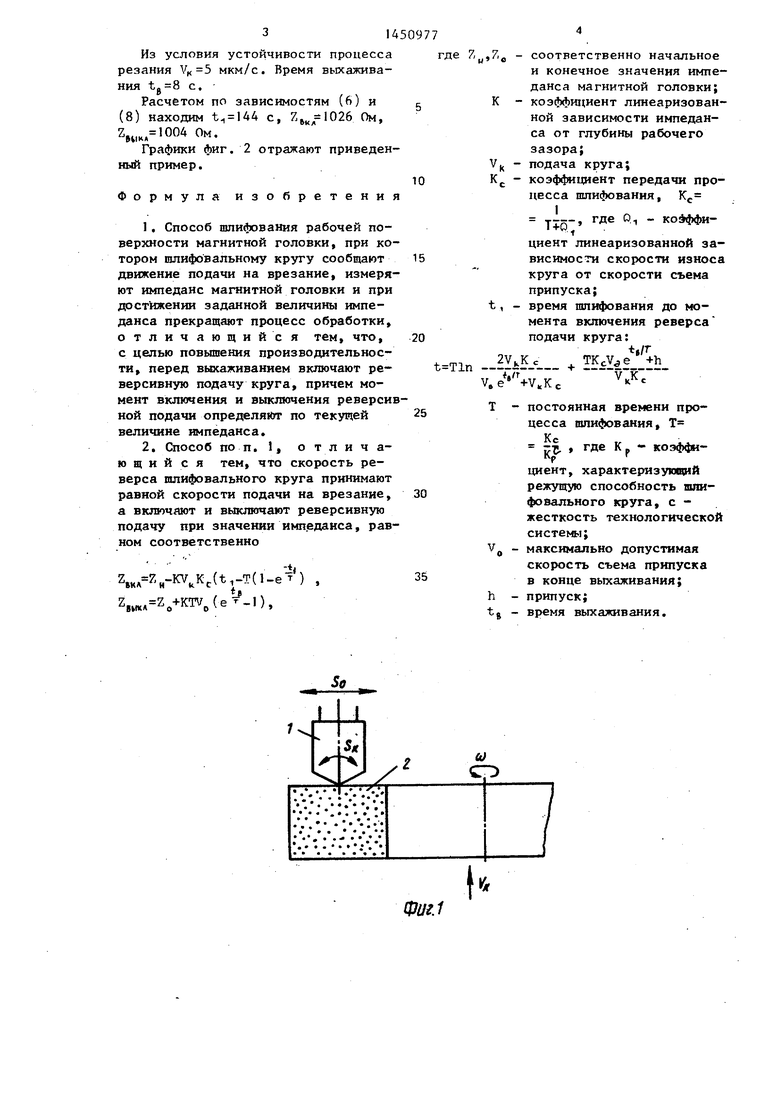
В начале цикла обработки щлифо- вальному кругу 2 сообщается поперечная подача V, величина которой определяется отсутствием вибраций при резании {линия 1 на фиг. 2). Линией 2 показана верхняя граница по подаче Vц устойчивого процесса резания. Ли- ния 3 определяет границу бездефект- ного процесса вшифования. При дости- женин величины импеданса скорость подвода круга к детали (поперёч ная подача V) реверсир-уется, а при достижении импеданса .,,кл попереч- ная подача круга отключается и проводится выхаживание, которое прекращается при достижении заданного значения импеданса .
Процесс врезного шлифования описывается следующей передаточной функцией по скорости VK:
Va(P) К с rjpT
Тр+1.
(1)
где 1C т коэффициент передачи
,процесса, а - коэффициент линеаризованной зависимости скорости износа круга от скорости V съема припуска; Т Кс/КрС - постоянная времени процесса шлифования; К р- коэффициент, характеризующий режущую способность шлифовального круга; С - жесткость технологической системы; - оператор Лапласа. Решая дифференциальное уравнение (1) с учетом , получаем зависимости для скорости Vj съема припуска и текущего припуска R от времени t .
При , (обработка с постоянной поперечной подачей круга)
(l-e-T)Kci . (2) (l-e )1K
При itj, (обработка при реверсе поперечной подачи круга)
( i;
cv
(3)t ls Si+VKKct-TKcV l-e )+TV5(l-eT)
При , (выхаживание)
. LS TV3J:i-e T)
(4)
По назначенному времени t вания, решая (4), находим
()(5)
Решая совместно уравнения (2) и (3), при V(t) s(t)h-R2 получаем
„ 2УцКс TKcVaibh
t.-Tin , (6)
Подставляя в зависимость S от t (2) время t, по зависимости (6), пог- лучаем
,-T()Kc (7).
35 Воспользовавшись линеаризованной (в точке ) зависимостью импеданса от глубины зазора магнитной голо - Э 7
, вки где К(-) ho - значение
40 частной производной зависимости импеданса от параметров магнитной головки при (5, получаем окончательно,
45 Z,,,,-j( ZjMKA Ze+KW e -l
П р и м ер. Определим точки включения и выключения реверсивной подачи при шлифовании сендастовой магнитной головки ЗД24.080 на станке 45R-IL (фирмы IVC, Япония).
Процесс характеризуется следующи- ми исходными данными: ,75, Т 16 с, V 0,3 мкм/с.
Обрабатываемая магнитная головка имеет следующие характеристики: 7 1000 Ом, Ом, мкм, ,3 Ом/мкм.
(8)
50
3145
Из условия устойчивости процесса резания мкм/с. Время выхаживания t.8 с.
Расчетом по зависимостям (6) и (8) находим t 144 с, Ом, 2н, Ом.
Графики фиг. 2 отражают приведенный пример.
Формула изобретения
1.Способ шлифования рабочей поверхности магнитной головки, при котором шлифовальному кругу сообщают движение подачи на врезание, измеряют импеданс магнитной головки и при достижении заданной величины импеданса прекращают процесс обработки, отличающийся тем, что,
с целью повышения производительности, перед выхаживанием включают ре версивную подачу круга, причем момент включения и выключения реверсивной подачи определяют по текущей величине импеданса.
2.Способ по п. 1, отличающийся тем, что скорость реверса шлифовального круга принимают равной скорости подачи на врезание, а включают и выключают реверсивную подачу при значении импеданса, равном соответственно
.K,(t,-T(l-e T ) Z«ncA Z,-bKTVje -l),
у,7,д - соответственно начальное
и конечное значения импеданса магнитной головки;
К - коэффициент линеаризованной зависимости импеданса от глубины рабочего зазора; Уц - подача круга;
Kj. - коэффициент передачи процесса шлифования, Kf
циент линеаризованной за- висимости скорости износа
круга от скорости съема припуска;
t, - время шлифования до момента включения реверса
подачи круга:
t./r
-JYib™
V.,Kc
V.K,
Т - постоянная времени процесса шлифования, Т
If
да f - коэффициент, характеризую|ций режущую способность шлифовального круга, с - жесткость технологической cиcтe вI;
У - максимально допустимая скорость съема припуска в конце выхаживания;
h - припуск;
t. - время выхаживания.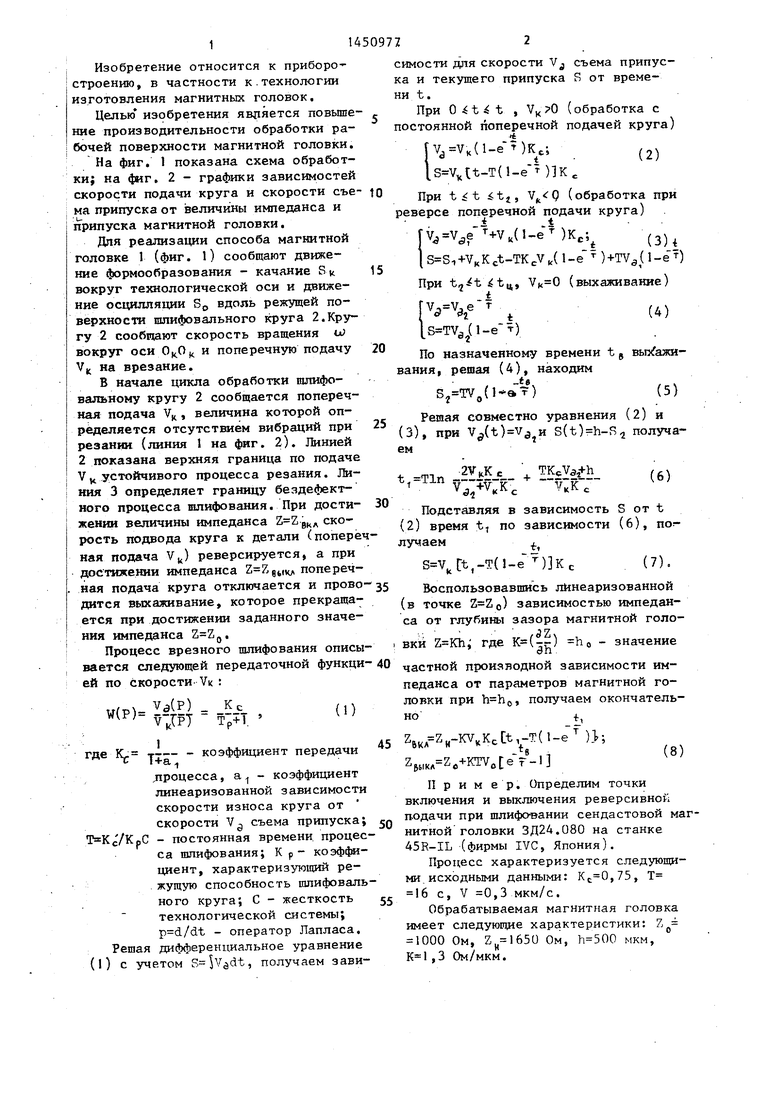
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования магнитной головки | 1987 |
|
SU1458175A1 |
| Способ шлифования | 1990 |
|
SU1830334A1 |
| Способ управления циклом круглого шлифования | 1986 |
|
SU1430241A1 |
| Способ управления циклом шлифовального станка | 1983 |
|
SU1166976A1 |
| Способ управления шлифованием при работе в цикле и устройство для его осуществления | 1984 |
|
SU1204368A1 |
| Система дискретного управленияшлифОВАНиЕМ | 1979 |
|
SU810464A1 |
| Способ управления режимом врезного шлифования | 1982 |
|
SU1087317A1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182070C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 1999 |
|
RU2163186C2 |
| Устройство управления рабочим циклом при врезном шлифовании | 1986 |
|
SU1400865A1 |
Изобретение относится к приборостроению, в частности к технологии изготовления магнитных головок. Цель изобретения - повьппение производительности обработки рабочей поверхности магнитной головки за счет сокращения времени технологического цикла. Шлифовальному кругу сообщают движение рабочей подачи, измеряют импег- данс магнитной головки и при достижении заданной величины импеданса прекращают процесс обработки. Перед выхаживанием производят реверс подачи круга, причем момент включения и выключения реверса определяют по текущей величине импеданса, сравнивая ее с рассчитанными аналитически значениями. 1 з.п. ф-лы, 2 ил.е
SK
X
6;
e
дУкуМКН/С
4
Фа&2
| Способ шлифования кругами на упругих связках | 1971 |
|
SU512028A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
