(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕР ИЯ И Н.А.ДЕВАНИЯ ЧЕХЛОВ НА КОНДЕНСАТОРЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления и надевания чехлов на конденсаторы | 1984 |
|
SU1223310A1 |
| Устройство для изготовления и надевания чехлов на конденсаторы | 1985 |
|
SU1372394A1 |
| Устройство для намотки секций рулонных конденсаторов | 1979 |
|
SU866597A1 |
| Устройство для групповой намотки секций рулонных конденсаторов | 1981 |
|
SU951437A1 |
| Устройство для закрепления секций рулонных конденсаторов липкой лентой | 1983 |
|
SU1157582A1 |
| Устройство для групповой намотки секций рулонных конденсаторов | 1977 |
|
SU660110A1 |
| Устройство для намотки секций рулонных конденсаторов | 1984 |
|
SU1265866A1 |
| Устройство для намотки секций рулонных конденсаторов | 1987 |
|
SU1492393A1 |
| Устройство для изготовления секций конденсаторов | 1978 |
|
SU744755A1 |
| Устройство для изготовления витыхлЕНТОчНыХ МАгНиТОпРОВОдОВ | 1979 |
|
SU847383A1 |
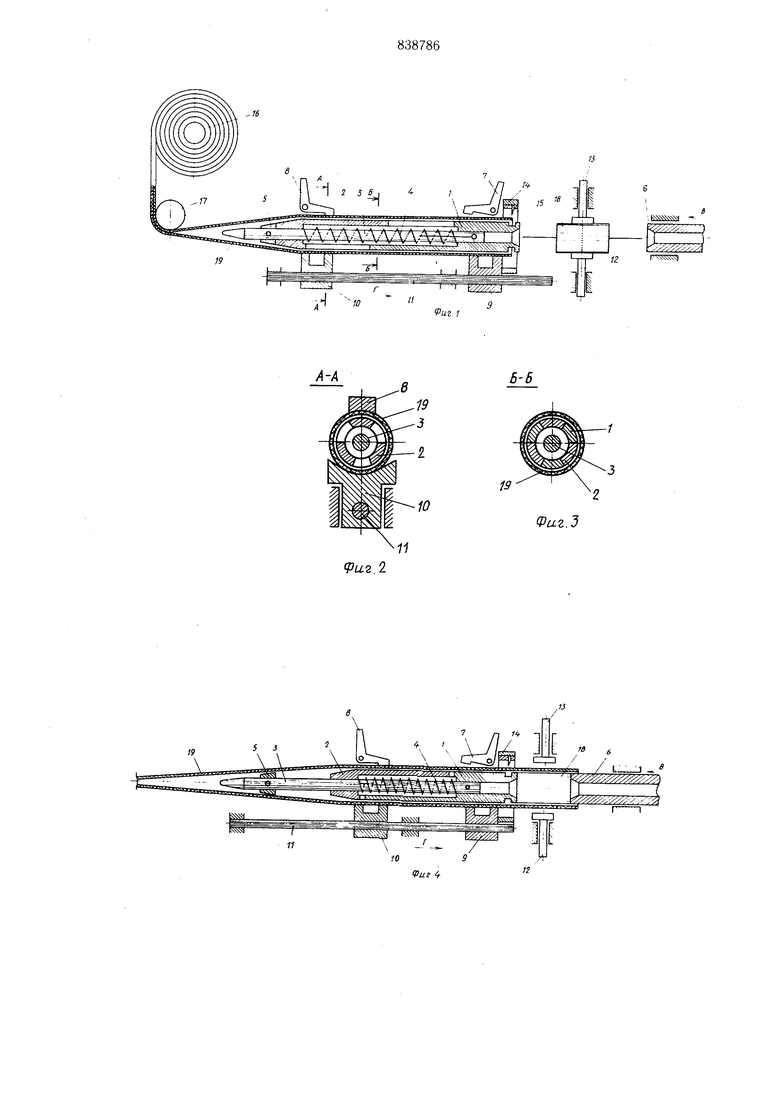
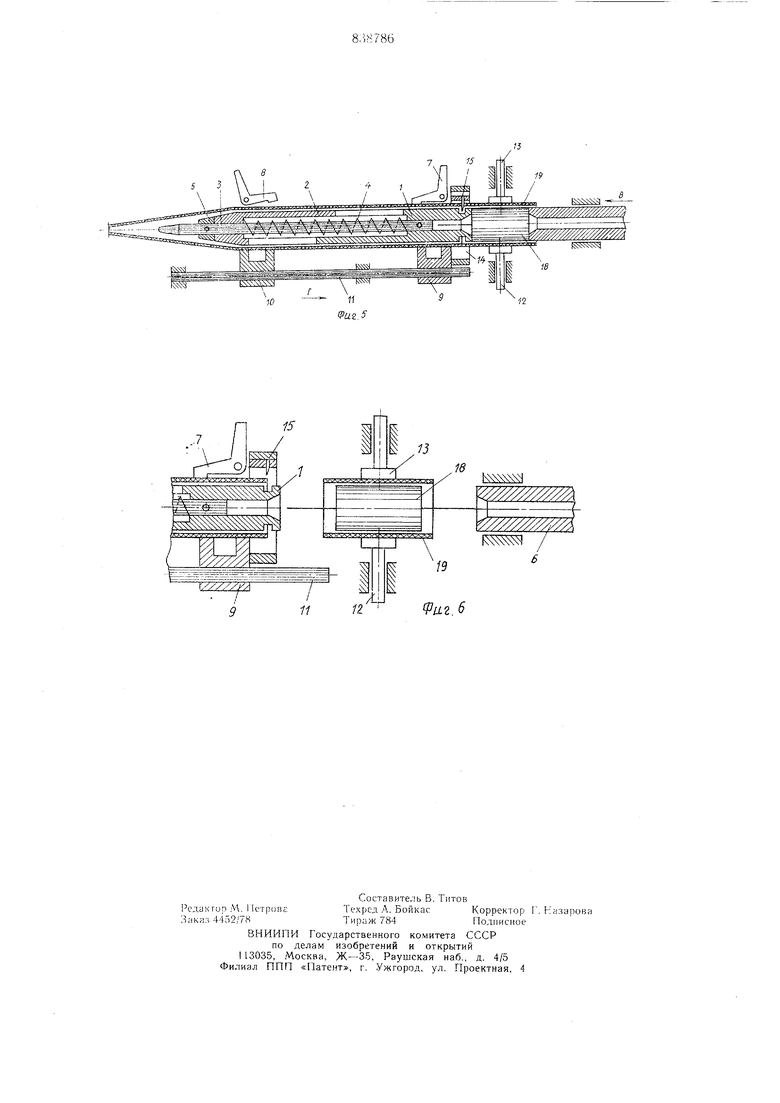
Изобретение относится к радиодеталестроению и касается устройств для надевания на кондепсаторы с аксиальными выводами чехлов из тонкостенного пластмассового материала толщиной 0,10-0,20 м.м. Известно устройство для изготовления и надевания чехлов на конденсаторы, содержащее смоточный механизм для заготовки чехла, .механизм подачи конденсаторов, механизм подачи заготовки чехла и механизм отрезки чехла с ножом 1. Однако это устройство не обеспечивает высокой производительности и ненадежно в работе. Цель изобретения - повышение производительности и надежности работы. Указанная цель достигается тем, что в устройстве для изготовления и надевания чехлов на конденсаторы, содержащем смоточный механизм для заготовки чехла, механизм подачи конденсаторов,механизм подачи заготовки чехла и механизм отрезки чехла с ножом, механиз.м подачи заготовки чехла снабжен зажимами заготовки чехла и выполнен в виде оправок с направляющими выступами и пазами на торцовых поверхностях, размещенных на направляюще.м стержне с возможностью возвратно-поступательного перемещения относительно друг друга, причем зажимы заготовок чехла размещены над каждой из оправок. На фиг. схе.матически изображено предлагаемое устройство; на фиг. 2 - сечение по каретке с онравка.ми, сечение . на фиг. 1; на фиг. 3 - сечение по оправкам в месте соединения «паз-выст п, сечение Б-Б на фиг. 1; на фиг. 4 - 6 - пооперационная последовательность надевания чехла. Устройство для изготовления и надевания чехла на конденсаторы содержит механиз.м подачи заготовки чехла для изготовления чехла, состоящий из двух цилиндрических оправок I и 2. Оправки снабжеш нанравляющи.ми пазами и выступами на смежных торцах для их сочленения. Оправки 1 и 2 установлены на направляющем стержне 3 с пружиной 4 соосно и с возможностью возвратно-поступательного перемещения одна относительно другой в осевом направлении. На рабочем конце направляющего стержня 3 установлен упор 5 для ограничения щага перемещения оправки 2. Оправка 1, служащая для поддатия конденсатора к подвии ному в осевом направлении
упору 6, выполнена с кольцевым назом на образующей поверхности для прохождения ножа механизма отрезки чехла и с выемкой па торце для размен1,ения вывода конденсатора. Над оправками 1 и 2 установлены зажимы 7 и 8 соответственно. В устройство нодачи входит также передняя каретка 9, задняя каретка 10, нанравляюн ая 11 для кареток, подъемный механизм 12 со штоком 13, мехаиизм 14 отрезки чехла с ножом 15, слюточный механизм 16 для трубчатой заготовки чехла, направляющий ролик 17 для заготовки чехла. Конденсатор, подлежащий очехлению, обозначен позицией 18, чехол - 19.
Устройство работает с„1едуюнхи.ад образом.
Исходный материал - трубчатая заготовка чехла 19 в рулоне устанавливается на смоточный механизм 16, проходит направляющий ролик 17 и укладывается на каретки 9 и 10. Механизм подачи заготовки чехла размещается внутри трубчатой заготовки чехла. Конденсатор 18, поданный в рабо ую зону посредством механизма подачи, например транспортером (на чертеже не показан), подхватывается подъемным механиз.мом 12 и зажимается щтоком 13. Унор 6, двигаясь по стрелке В, доходит до правого торца конденсатора. Зажим 8 фиксирует чехол 19 и оправку 2 на каретке 10, после чего она начинает двигаться по стрелке Г до унора оправки 1 в левый торец конденеатора 18. Одновременно по стрелке / движется и передняя каретка 9 с зажимом 7 и механизмом 14 отрезки чехла. Когда конденсатор 18 окажется зажатым между торца.ми оправки 1 и упора 6, подъемный механизм 12 со штоком 13 разойдутся и освободят наружный диаметр конденсатора. Продолжая движение по стрелке /, задняя каретка 10 с зажимом 8, сжимая пружину 4, подает с помоп1ью оправки 2 чехол 19 на конденсатор 18.
Далее подъемный механизм 12 со штоком 13 опять зажмут конденсатор 18, но уже с чехлом 19, за наружный диаметр. Зажим 8 освободит чехол с оправкой 2 на каретке 10 и она переместится по направляющей 11 против етрелки Г. В направлении, противоположно.м стрелке /, пере.местится и оправка 2 под действием пружины 4 на направляющем стержне 3 до упора 5. Одновре.менно чехол с оправкой 1 фиксируется зажимом 7 на каретке 9, которая немного отходит в направлении, противоположном стрелке Г, чем обеспечивается натяжение чехла в процеесе отрезки, осуществляе.мой в радиальном направлении ножом 15 механизма 14 отрезки чехла.
Пос.ле отрезки чехла нож 15 перемещается в исходное положение, упор 6 уходит в направлении, противоположном стрелке В, освобождая правый торец коплтенсатора. Перемещается в исходное положение (против стрелки Г) и каретка 9 с зажимом 7, механизмом 14 отрезки, оправкой 1 и трубчатой заготовкой чехла. При этом освобождается левый торец конденсатора; теперь он подъемным механизмом 12 может быть опущен на транспортер (на чертеже не показан) для передачи на еледующую операцию, затем цикл повторяется.
Формула изобретения
Устройство для изготовления и надевания чехлов на конденсаторы, содержащее смоточный механизм для заготовки чехла, механизм подачи конденсаторов, механизм подачи заготовки чехла и .механизм отрезки чехла с ножом, отличающееся те.м, что, с целью повышения .производительности и надежности работы, механизм подачи заготовки чехла снабжен зажимами заготовки чехла и выполнен в виде оправок с направляющими выступами и пазами на торцовых поверхностях, размещенных на направляющем стержне с возможностью возвратно-поступательного перемещения относительно друг друга, причем зажимы заготовок чехла размещены над каждой из оправок.
Источники информации, принятые во вни.мание при экспертизе 1. Патент Японии № 50-30834, кл. Н 05 К 10/00, 1970.
/.-у А ущ444 Ж: Л
;9
Ри.г 1
БВ
Фаг.д
