(54) ПОТОЧНАЯ МНОГОРЯДНАЯ ЛИНИЯ ОКРАСКИ КРУПНОГАБАРИТНЫХ ИЗДЕЛИЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная многорядная линия нанесения защитных покрытий на изделия | 1985 |
|
SU1273322A1 |
| Поточная линия для окраски и сушки крупногабаритных и длинномерных изделий | 1977 |
|
SU745818A1 |
| Установка для окраски изделий | 1980 |
|
SU927333A1 |
| Поточная линия для окрашивания изделий | 1989 |
|
SU1699643A1 |
| Поточная линия для производства эмалированных труб | 1981 |
|
SU989900A1 |
| Участок обезжиривания, очистки и грунтовки тонколистового и гофрированного проката | 1985 |
|
SU1329859A1 |
| Малярно-сушильный агрегат окраскиКРупНОгАбАРиТНыХ издЕлий СТРуйНыМОблиВОМ | 1979 |
|
SU852373A1 |
| Устройство для окраски изделий | 1977 |
|
SU657863A2 |
| ПОТОЧНАЯ ЛИНИЯ ПО ОКРАСКЕ В ЭЛЕКТРИЧЕСКОМ ПОЛЕИЗДЕЛИИ | 1972 |
|
SU354898A1 |
| Способ очистки электроосажденного лакокрасочного покрытия | 1980 |
|
SU906624A1 |



I
Изобретение относится к оборудованию для нанесения лако-красочных покрытий, а более конкретно - к окраске длинномерных (до 12 метров) изделий на заводах металлических конструкций, и касается транспортного оборудования поточных линий окраски с прерывным движением изделий.
Известна поточная многорядная линия окраски крупногабаритных изделий, содержащая агрегат подготовки поверхности, камеру сушки, камеру охлаждения после сушки, установки струйного облива грунтовкой, камеру сушки грунтовки, камеру охлаждения после сушки грунтовки, установку струйного облива эмалью, камеру сушки эмали, камеру охлаждения после сушки эмали, загрузочное и разгрузочное устройства, конвейер периодического действия с грузовыми путями и каретками с подвесками для изделий и перегрузочные устройства между рядами линии 1.
Основными недостатками этой линии являются недостаточно высокая производительность и большие площади, занимаемые линией.
Это объясняется тем, что конструктивно перегрузочное устройство этой линии выполнено с грузовыми путями, установленными на всю рабочую длину загрузочного (разгрузочАого) устройства, и для того, чтобы можно было освободить перегрузочное устройство для изделия при его перегрузке на другой ряд линии, требуется перемещение грузовых кареток на расстояние, равное полному щагу изделий на конвейере линии, что создает свободный от изделий участок в начале каждого ряда линии, включая зону, занимаемую перегрузочным устройством, и делает эти участки холостыми, увеличивая ими как общую длину линии, так и время на перегрузку изделий с одного ряда на другой.
Цель изобретения - повышение производительности и сокращение длины линии.
Для достижения этой цели в поточной
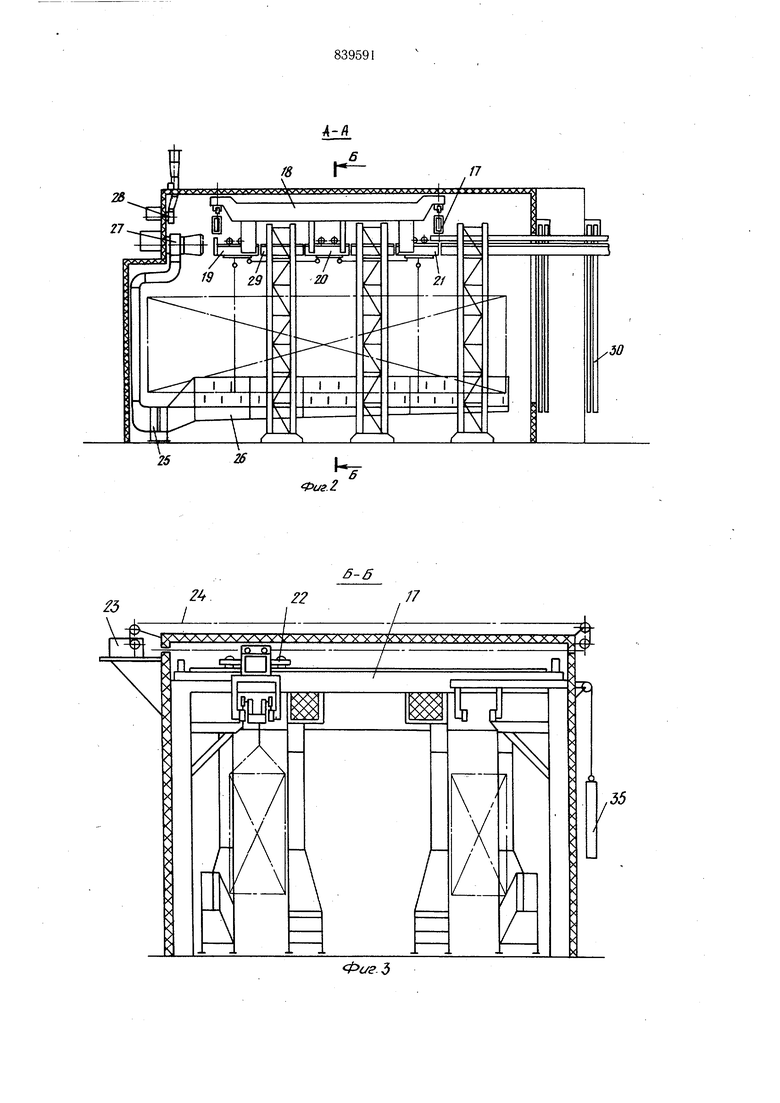
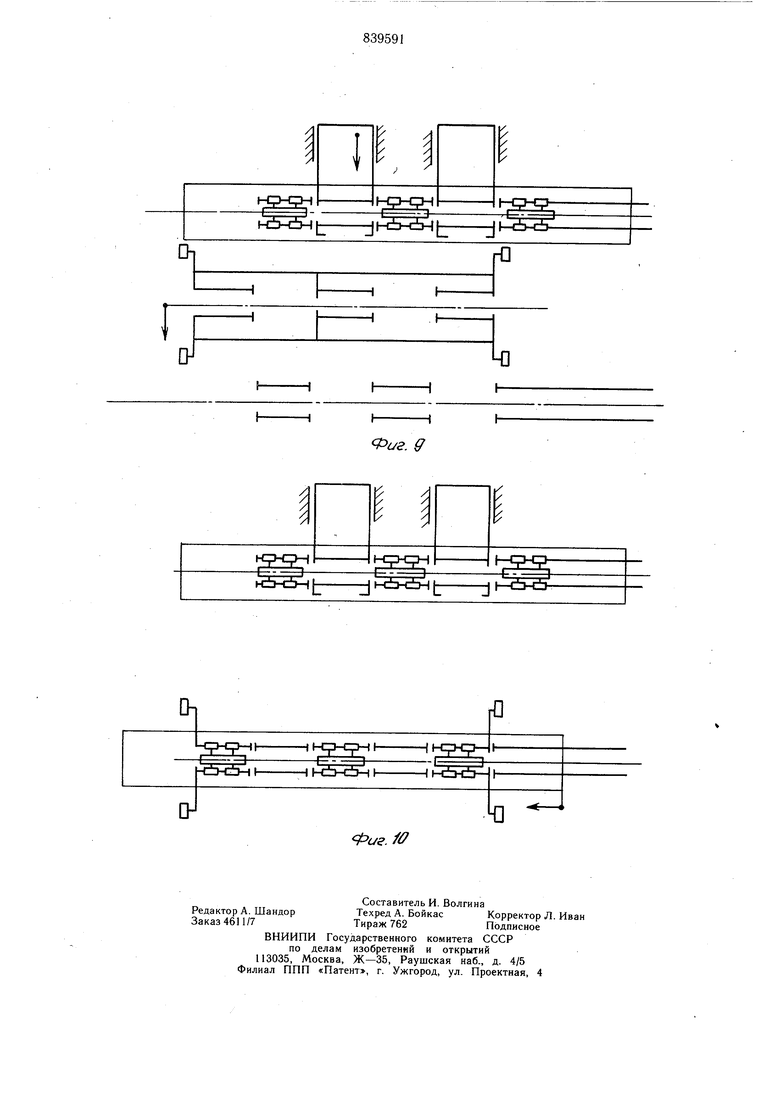
5 многорядной линии окраски крупногабаритных изделий, содержащей агрегат подготовки поверхности, камеру сушки, камеру охлаждения после сушки, установки струйного облива грунтовкой, камеру сушки грунтовки, камеру охлаждения после сушки грунтовки, установку струйного облива эмалью, камеру сущки эмали, камеру охлаждения после сущки эмали, загрузочное и разгрузочное устройства, конвейер периодического действия с грузовыми путями и каретками с подвесками для изделий и перегрузочные устройства между рядами линии, грузовые пути перегрузочных устройств и конвейера на участках перегрузки выполнены из отдельных секций, причем секции перегрузочных устройств установлены с зазором друг к другу, равным длине секции, а секции конвейера, размещенные напротив секций перегрузочных устройств , установлены с возможностью смещения секциями перегрузочных устройств при совмещении продольных осей секций перегрузочного устройства и конвейера и автоматического возврата в исходное положение после возврата перегрузочного устройства на предыдущий ряд линии. Такое выполнение устройства позволяет уменьшить продольное перемещение изделия при перегрузке до величины длины секций перегрузочного устройства, что, практически, составляет 0,5-1,5 м в зависимости от длины грузовой каретки конвейера и позволяет значительно укоротить линию на каждом участке поворота как за счет заполнения изделием начального участка каждого последующего ряда, так и за счет заполнения изделием конечного участка каждого предыдущего ряда динии (потери в длцнё линии на каждом повороте составляют всего 0,5-1,5 м). Кроме того, небольшое относительное продольное смещение изделий на концевых участках смежных рядов линии, достигаемое такой конструкций . грузового пути, позволяет выполнить конструкцию камеры сушки или охлаждения двухходовой и совмещенной с перегрузочным устройством, причем число таких камер в линии, по желанию, может быть равно числу перегрузок изделий на линии, что уже при наличии двух поворотов позволяет сократить время цикла работы линии, например, с 30 мин до 16-18 мин. Сокращению времени .цикла способствует и сокращение времени продольного перемещения изделий на повороте. На фиг. 1 схематически изображена поточная многорядная линия крупногабаритных изделий, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - перегрузочное устройство в аксонометрической проекции и подвижные секции грузового пути конвейера, одна из которых крайняя справа, показана сдвинутой; на фиг. 5 - передвижка изделия на перегрузочное устройство; на фиг. 6 - передача изделия перегрузочным устройством с одного конвейера на другой; на фиг. 7 - сдвижка подвижных секций грузового пути конвейера и установка перегрузочного устройства в положение разгрузки изделия на конвейер (совмещение продольных осей разгрузочного устройства и грузового пути конвейера); на фиг. 8 - перегрузка изделия с разгрузочного устройства на грузовые пути конвейера; на фиг. 9 возврат перегрузочного устройства в исходное положение и автоматическая установка, под действием грузов, подвижных секций грузовых путей конвейера в рабочее положение; на фиг. 10 - передвижка следующего изделия на перегрузочное устройство. Поточная многорядная линия окраски крупногабаритных изделий содержит конвейер 1 периодического действия (первая нитка линии)-, загрузочные устройства 2, агрегат 3 подготовки поверхности, камеру 4 сушки влаги, включающую перегрузочное устройство, конвейер 5 (вторая нитка линии), камеру 6 охлаждения после сущки, установку 7 струйного облива грунтовкой, камеру 8 сущки грунтовки, включающую перегрузочное устройство, .конвейер 9 (третья нитка линии), камеру 10 охлаждения после сущки грунтовки, установку 11 струйного облива эмалью, камеру 12 сушки эмали, включающую перегрузочное устройство, конвейер 13 (четвертую нитку линии), камеру 14 охлаждения после сушки эмали, разгрузочное устройство 15 и перегрузочное устройство 16, связывающее четвертую нитку линии с первой ниткой. Камера сушки 4 (фиг. 2, 3 и 4) содержит перегрузочное устройство, включающее подкрановые балки 17, мост 18 с грузовым путем, выполненными из -секций 19-21, и установленных с зазором друг к другу, равным длине секции v. Кроме того, перегрузочное устройство включает грузовые тележки 22, механизм 23 передв-ижения, установленный снаружи камеры и соединенный цепью 24 с перегрузочным устройством. В камере сушки также установлены паровые калориферы 25 с нагнетательными воздуховодами 26, вентиляторы 27 системы рециркуляции камеры, вентилятор 28 вытяжной системы и секции 29 грузового пути конвейера 5. На входе и выходе камеры сушки установлены раздвижные двери 30 с механическим приводом. Для навешивания .изделий предусмотрены крюки 31 грузовой каретки 32 конвейера 1 и загрузочное устройство 2. Грузовые каретки 32 соединены между собой элементами 33. Грузовые пути конвейера на участках перегрузки включают также секции 34, которые установлены напротив секций 20 и 21 перегрузочного устройства с воз.можностью их смещения секциями 20 и 21 перегрузочного устройства при совмещении продольных осей секций перегрузочного устройства и конвейера и автоматического возврата в исходное положение под действием груза 35 после возврата перегрузочного устройства на предыдущий ряд линии. Перегрузочные устройства камеры 8 сушки грунтовки и камеры 12 сущки эмали выполнены аналогично. Поточная многорядная линия окраски крупногабаритных изделий работает следующим образом. Навешанное на крюки 31 изделие do в технологическом режиме проходит агрегат 3 подготовки поверхности изделия и далее поступает в камеру 4 сушки влаги. В камере сушки грузовые каретки 32 толкающим элементом конвейера устанавливаются на секции грузового пути 19-21 перегрузочного устройства (фиг. 4 и 5). В этом положении изделие выстаивается в течение времени одного цикла (16-18 мин). После этого изделие 36 перегрузочным устройством передается на конвейер 5 (фиг. 4 и 6). При перегрузке изделия перегрузочное устройство смещает подвижные секции 34 грузового пути конвейера 5 и замещает их своими секциями. После совмещения продольных осей перегрузочного устройству и конвейера 5, толкающим элементом конвейера 5 производится перемещение грузовых кареток 32 на величину длины секции перегрузочного устройства (фиг. 7 и 8) и изделие переходит на секции 29 и грузовой путь конвейера 5 (фиг. 8). Перегрузочное устройство возвращается в исходное положение и толкающим элементом конвейера 1 на перегрузочное устройство подается следующее изделие, а подвижные секции 34 грузового пути конвейера 5 устанавливаются в рабочее положение автоматически под действием груза 35 (фиг. 9 После загрузки на секции перегрузочного устройства нового изделия производится следующий этап выстоя изделий в камере сущки в течение времени одного цикла. В такой последовательности изделие проходит в технологическом порядке все повороты линии и соответственно камеру 6 охлаждения после сушки, установку 7 струйного облива грунтовкой, камеру 8 сушки грунтовки, камеру Ю охлаждения после сушки грунтовки, установку 11 струйного обли-а эмалью, камеру 12 сушки эмали, камеу 14 охлаждения после сушки эмали и разрузочным устройством снимается с линии. Изобретение позволяет значительно поысить производительность, сократив цикл аботы с 30 мин до 16-18 мин, а также меньшить занимаемую площадь. Формула изобретения Поточная многорядная линия окраски крупногабаритных изделий, содержащая агрегат подготовки поверхности, камеру сушки, камеру охлаждения после сушк, установки струйного облива грунтовкой, камеру сушки грунтовки, камеру охлаждения после сушки грунтовки, установку струйного облива эмалью, камеру сушки эмали, камеру охлаждения после сушки эмали, загрузочное и разгрузочное устройства, конвейер периодического действия с грузовыми путями и каретки с подвесками для изделий и перегрузочные устройства между рядами линии, отличающаяся тем, что, с целью повышения производительности и сокращения длины линии, грузовые пути перегрузочных устройств и конвейера на участках перегрузки выполнены из отдельных секций, причем секции перегрузочных устройств установлены с зазором друг к другу, равным длине секции, а секции конвейера, размещенные напротив секций перегрузочных устройств, установлены с возможностью смещения секциями перегрузочных устройств при совмещении продольных осей секций перегрузочного устройства и конвейера и автоматического возврата в исходное положение после возврата neperpy3O4jHoro устройства на предыдущий ряд линии. Источники информации, принятые во внимание при экспертизе 1. Поточная линия, окраски металлоконструкций длиной до 12 м струйным обливом. Рабочие чертежи № КЛО 202.00.00.00.00СБ. ВНИКТИстальконструкция, 1968 (прототип) нф/
I I
I I I
r I I
W
2ff
30
/
I I I
tdib
I1
0,1.
EH
+-. -7-f
I I I1
Фиг. 6.
I1I1
I1
Hh
5Ьг/г. 8
°l
H
г.
