Изобретение относится к устройствам для нанесения покрытий и может быть использовано для окрашивания длинномерных изделий типа баллонов и труб различной длины и диаметра.
Целью изобретения является расширение технологических возможностей и повышение уровня механизации процесса окраски изделий с различными габаритами.
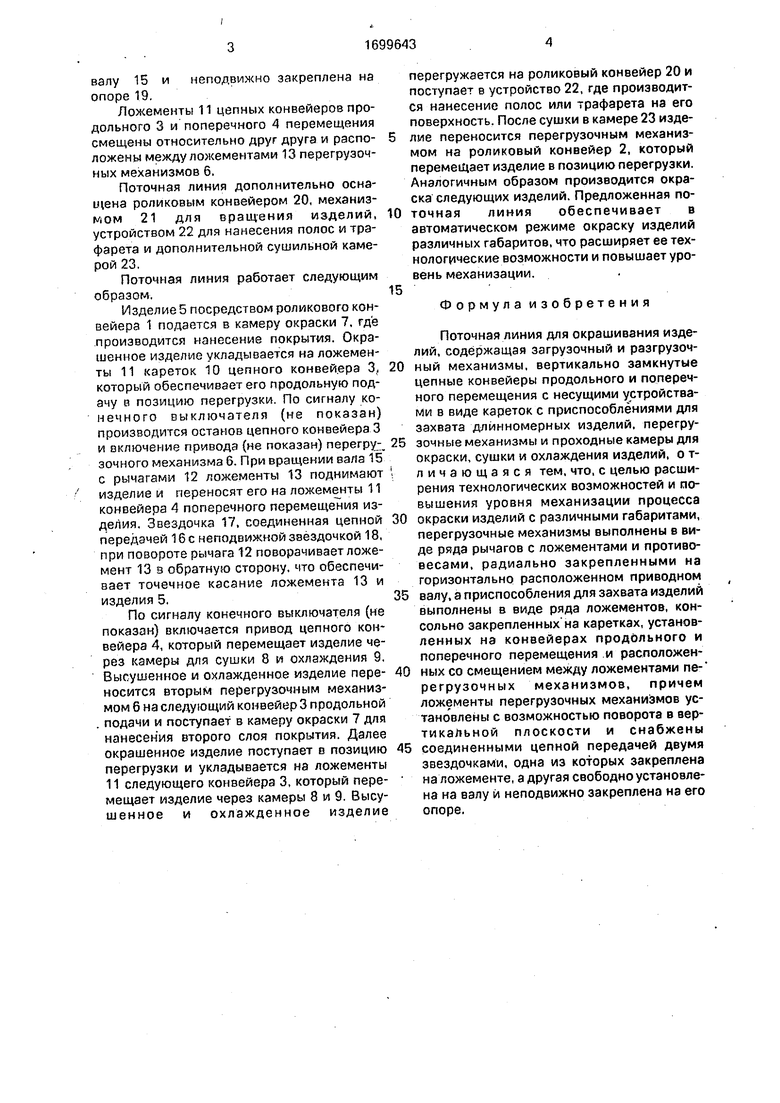
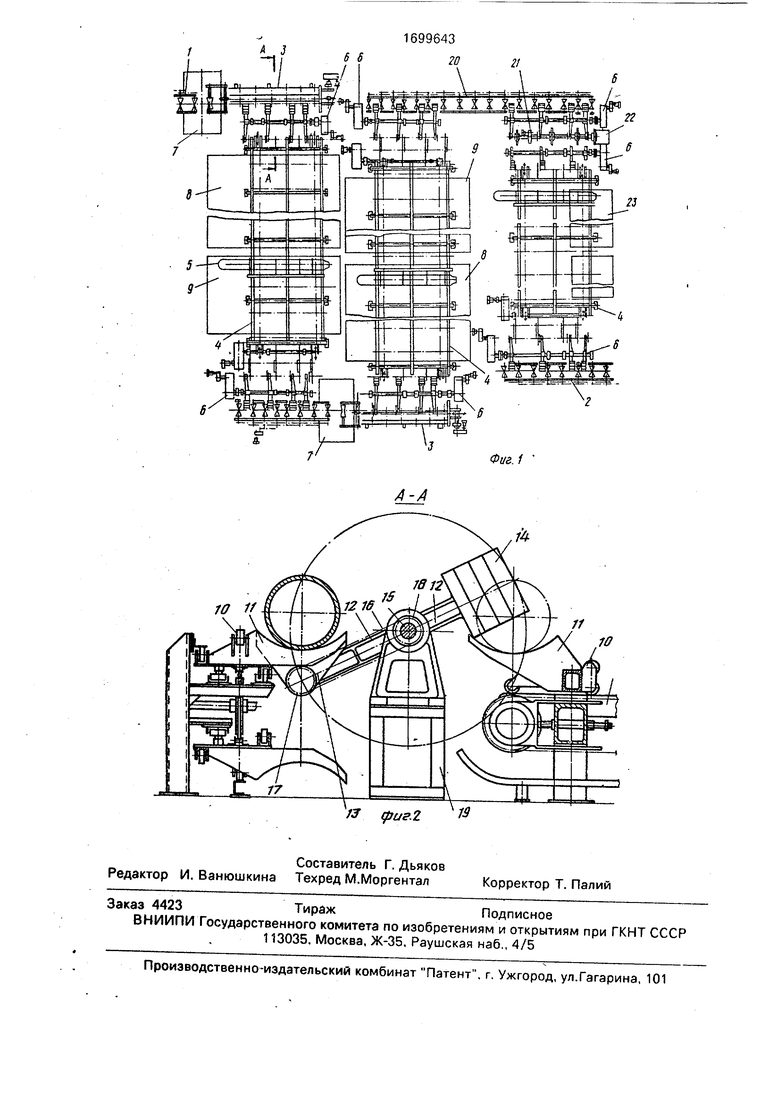
На фиг. 1 изображена поточная линия для окрашивания изделий; на фиг. 2 - разрез А-А на фиг. 1.
Поточная линия содержит загрузочный и разгрузочный механизмы, выполненные в виде роликовых конвейеров 1 и 2, вертикально-замкнутые цепные конвейеры продольного 3 и поперечного 4 перемещения изделий 5, перегрузочные механизмы 6 и
проходные камеры для окраски 7, сушки 8 и охлаждения 9 изделий 5.
На цепных конвейерах 3 и 4 установлены несущие устройства с приспособлениями для захвата изделий, выполненные в виде кареток 10 и консольно закрепленных на них ложементов 11.
Перегрузочные механизмы 6 выполнены в виде рычагов 12 с ложементами 13 и противовесами 14, радиально закрепленных на горизонтально расположенных валах 15.
Лоьчементы 13 установлены с возможностью поворота в вертикальной плоскости и снабжены соединенными цепной передачей 16 двумя звездочками 17 и 18.
Звездочка 17 закреплена на ложементе 13, а звездочка 18 свободно установлена на
ю ю
со
валу 15 и неподвижно закреплена на опоре 19.
Ложементы 11 цепных конвейеров продольного 3 и поперечного 4 перемещения смещены относительно друг друга и расположены между ложементами 13 перегрузочных механизмов б.
Поточная линия дополнительно оснащена роликовым конвейером 20, механизмом 21 для вращения изделий, устройством 22 для нанесения полос и трафарета и дополнительной сушильной камерой 23,
Поточная линия работает следующим образом.
Изделие 5 посредством роликового конвейера 1 подается в камеру окраски 7, где производится нанесение покрытия. Окрашенное изделие укладывается на ложементы 11 кареток 10 цепного конвейера 3, который обеспечивает его продольную подачу в позицию перегрузки. По сигналу конечного выключателя (не показан) производится останов цепного конвейера 3 и включение привода (не показан) перегру- зочного механизма 6. При вращении вала 15 с рычагами 12 ложементы 13 поднимают изделие и переносят его на ложементы 11 конвейера 4 поперечного перемещения изделия. Звездочка 17, соединенная цепной передачей 16с неподвижной звездочкой 18, при повороте рычага 12 поворачивает ложемент 13s обратную сторону, что обеспечивает точечное касание ложемента 13 и изделия 5,
По сигналу конечного выключателя (не показан) включается привод цепного конвейера 4, который перемещает изделие через камеры для сушки 8 и охлаждения 9, Высушенное и охлажденное изделие переносится вторым перегрузочным механизмом 6 на следующий конвейер 3 продольной . подачи и поступает в камеру окраски 7 для нанесения второго слоя покрытия. Далее окрашенное изделие поступает в позицию перегрузки и укладывается на ложементы 11 следующего конвейера 3, который перемещает изделие через камеры 8 и 9, Высушенное и охлажденное изделие
перегружается на роликовый конвейер 20 и поступает в устройство 22, где производится нанесение полос или трафарета на его поверхность. После сушки в камере 23 изделие переносится перегрузочным механизмом на роликовый конвейер 2, который перемещает изделие в позицию перегрузки. Аналогичным образом производится окраска следующих изделий. Предложенная поточная линия обеспечивает в автоматическом режиме окраску изделий различных габаритов, что расширяет ее технологические возможности и повышает уровень механизации.
Формула изобретения
Поточная линия для окрашивания изделий, содержащая загрузочный и разгрузочный механизмы, вертикально замкнутые цепные конвейеры продольного и поперечного перемещения с несущими устройствами в виде кареток с приспособлениями для захвата длинномерных изделий, перегрузочные механизмы и проходные камеры для окраски, сушки и охлаждения изделий, о тличающаяся тем, что, с целью расширения технологических возможностей и повышения уровня механизации процесса
окраски изделий с различными габаритами, перегрузочные механизмы выполнены в виде ряда рычагов с ложементами и противовесами, радиально закрепленными на горизонтально расположенном приводном
валу, а приспособления для захвата изделий выполнены в виде ряда ложементов, кон- сольно закрепленных на каретках, установленных на конвейерах продольного и поперечного перемещения и расположенных со смещением между ложементами пе- регрузочных механизмов, причем ложементы перегрузочных механизмов установлены с возможностью поворота в вертикальной плоскости и снабжены
соединенными цепной передачей двумя звездочками, одна из которых закреплена на ложементе, а другая свободно установлена на валу и неподвижно закреплена на его опоре.
6 6
1699643
20
2/
Фиг. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ В ВАННАХ | 1991 |
|
RU2022893C1 |
| Устройство для сбрасывания длинномерных грузов | 1989 |
|
SU1713870A1 |
| Устройство для окрашивания изделий окунанием | 1975 |
|
SU542566A1 |
| Установка для термообработки длинномерных изделий | 1980 |
|
SU939572A2 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Поточная многорядная линия окраскиКРупНОгАбАРиТНыХ издЕлий | 1979 |
|
SU839591A1 |
| Транспортная система автоматической линии | 1980 |
|
SU897475A1 |
| Установка для технологической обработки деталей | 1982 |
|
SU1106956A1 |
| Стенд для разборки полотна транспортера | 1974 |
|
SU510346A1 |
| Устройство для центрирования и выдачи длинномерных цилиндрических изделий | 1986 |
|
SU1328261A1 |
Изобретение относится к устройствам для нанесения покрытий и может быть использовано для окрашивания длинномерных изделий типа баллонов и труб различной длины и диаметра. Целью изобретения является расширение технологических возможностей линии и повышение уровня механизации процесса окраски изделий с различными габаритами. Для этого перегрузочный механизм 6 выполнен в виде ряда рычагов с ложементами и противовесами, радиально закрепленными на горизонтально расположенном приводном валу, а приспособления для захвата изделий - в виде ряда ложементов, консольно закрепленных на каретках, установленных на конвейерах 3 и 4 продольного и поперечного перемещения и расположенных со смещением между ложементами перегрузочных механизмов 6. Ложементы перегрузочных механизмов установлены с возможностью поворота в вертикальной плоскости и снабжены соединенными цепной передачей двумя звездочками, одна из которых закреплена на ложементе, а другая свободно установлена на валу и неподвижно закреплена на его опоре. 2 ил. сл с
10
fo
11
10
W фиг.2 3
| Авторское свидетельство СССР Ms 652979, кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
