1
Изобретение относится к механизации транспорта, а именно к устройствам для накопления и выдачи поштучно изделий, имеющих ци- линдрическую или шаровую форму, с роликового конвейера на приемные устройства.
Известно устройство для поштучной подачи-деталей.к месту обработки, включающее наклонный лоток с отсекателем и вытгшкивателем 1
Недостатком данного устройства является принудительное выталкивание деталей с помощью толкателя.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для накопления цилиндрических деталей, включающее транспортер и удерживающие элементы, связанные между собой рычагом с приводом 2.
Однако данное устройство ненадёжно в работе в случае необходимости накопления изделий перед отсекателем.
Цель изобретения - повышение надежности работы путем обеспечения центрирования деталей.
Поставленная цель достигается ем, что удерживающие элементы разещены с боковых сторон транспортеа и выполнены в виде роликовых
екций.
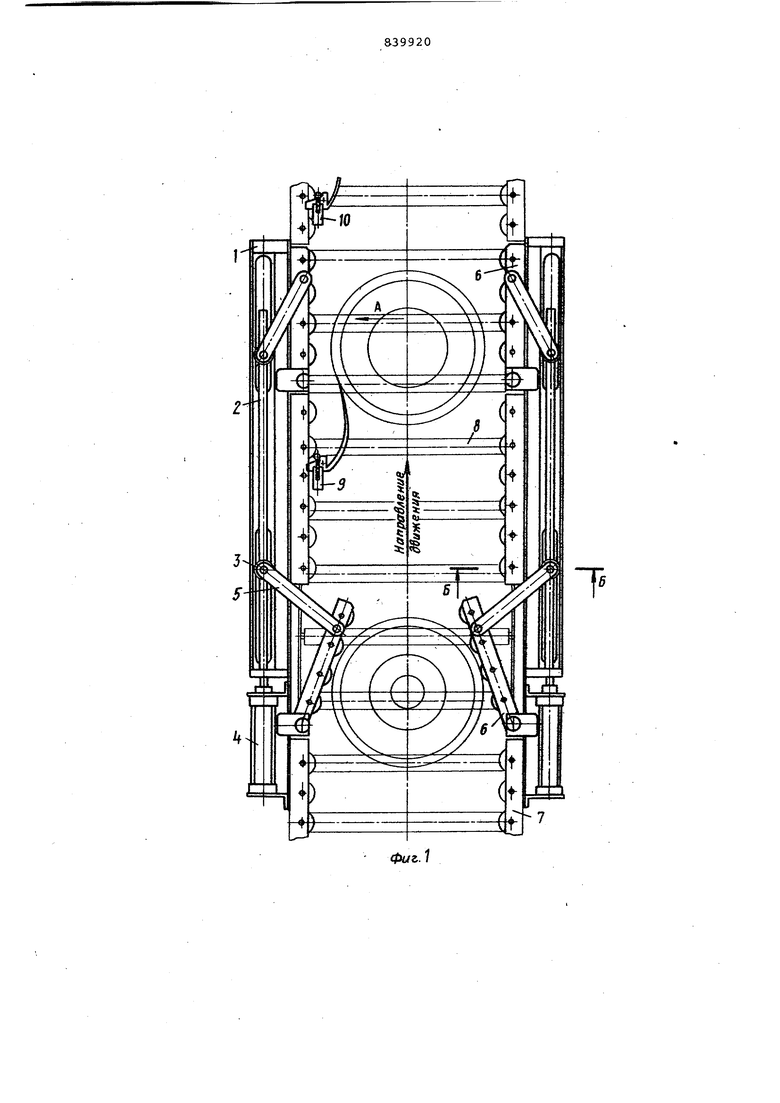
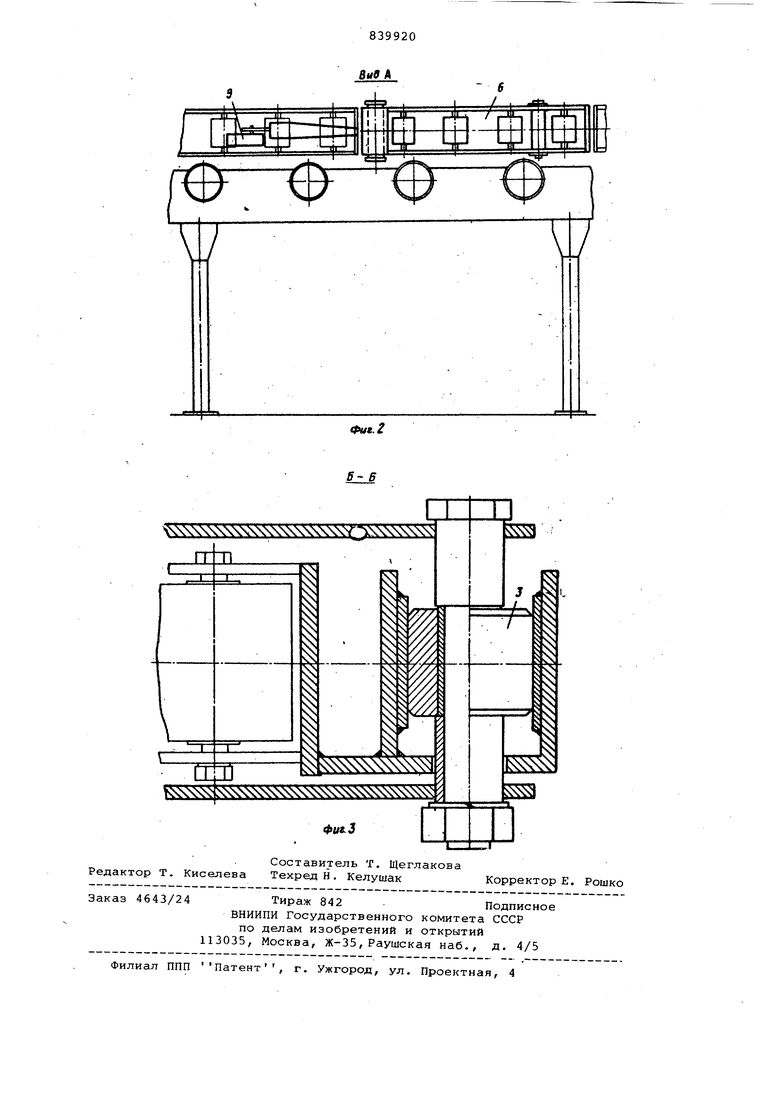
На фиг. 1 показано устройство, общий вид, в плане на фиг. 2 - запорный рычаг., вид сбоку; на фиг. 3 разрез Б-Б на фиг. 1.
Устройство для накопления цилиндрических деталей включает направляющую коробку 1, в которой размещен привод, выполненный в виде штанги 2 с катками 3. Штанга 2 соединена с
силовым цилиндром 4 и рычагами 5, которые в свою очередь соединены .с удерживающими элементами в виде роликовых секций 6. По бортам 7 транспортера в виде роликового конвейера
8 установлены управляющие датчики 9 и .10.
Работает устройство для накопления цилиндрических деталей следующим образом.
В исходном положении открыты первые удерживающие элементы каждой пары .(по ходу движения полотна, конвейера) , а вторые элементы каждой пары закрыты.
Постоянно движущееся .полотно роликового конвейера 8 доставляет идущие изделия. Головное из них, нажав датчик 9 дает команду на силовой цилиндр 4, который получает движение поршня назад, увлекая за собой штангу 2.
Удерживаясь в направлякицей коробке 1 своими катками 3, штанга 2 перераспределяет положение рычагов 5 в результате чего вторые удерживающи элементы каиедой пары. открываются, а первые перекрывают полотно конвейера, отсекая проход следующему изделию.
Проходя датчик 10, головное изделие воздействием на него дает команду на обратный ход силового цилиндра 4, в результате чего сйова закрываются вторые удерживающие элементы, а первые открываются, пропуская и1делия до датчика 9.
В случае необходимости накопления определенного количества изделий, перед устройством на необходимом удалении устанавливается датчик счета, сблокированный с датчиком 9.
В этом случае датчик 9 не откроет вторые удерживающие элементы до тех пор, пока не будет получен сигнал от датчика счета.
Открытые удерживающие элементы устанавливаются таким образом, что являются продолжением роликовых бортов 7 конвейера 8, тем Сс1мым обеспечивая беспрепятственный проход изделиям. В случае, если изделие идет по конвейеру со смещением
от центра конвейера, то оно при закрывании тех или .иных удерживающих элементов с помсвдбю их }оликов устанавливается строго по центру. Это необходимо для выдачи изделий на приемные устройства, не допускгиощие.разброса смещений от центра (например, свечевые подвески ПТК, подъемные столы и др.).
Формула изобретения
Устройство для накопления цилиндрических дет.алей, включающее транспортер и пару последовательно расположенных вдоль него удерживающих элементов с приводом, о т л ичающе ее я тем, что, с целью повышения надежности работы путем обеспечения центрирования деталей, оно снабжено дополнительной парой удерживающих элементов, причем обе пары размещены с боковых сторон транспортера, а каждый удерживающи элемент выполнен в виде роликовой секции, при этом привод К и1шой пар выполнен в виде штанги на катках и рычагах, шарнирно закрепленных на ней.
Источники информации, принятые во внимание при экспертиз
1.Авторское свидетельство СССР № 485041, кл. В 65 G 47/04, 1975.
2.Авторское свидетельство СССР 167769, кл. В 65 G 47/04, 1964 (прототип).
Вив Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный автомат для сборки корпусных деталей с деталями типа подшипников и крышек | 1974 |
|
SU545443A1 |
| Поточная линия для заключительной отделки текстильных полотен | 1989 |
|
SU1647056A1 |
| СПОСОБ РАСФАСОВКИ СТАЛЬНЫХ ГВОЗДЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2111907C1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Автоматическо устройство для захвата,хранения и освобождения цилиндрических изделий,транспортируемых конвейером | 1973 |
|
SU510420A1 |
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1189659A1 |
| АВТОМАТИЧЕСКИЙ КОМПЛЕКС НАНЕСЕНИЯ ЭТИКЕТОК | 2006 |
|
RU2319648C1 |
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1175672A1 |
| Устройство для навешивания заготовок покрышек на подвесной конвейер | 1979 |
|
SU927667A1 |
| Межоперационный склад цилиндричес-КиХ издЕлий | 1979 |
|
SU821327A1 |