Изобретение относится к транспортно-загрузочным устройствам автоматических линий для обработки деталей цилиндрической формы.
Целью изобретения является расширение технологических возможностей путем обеспечения распределения деталей двухручьевым роликовым конвейером между несколькими однотипными обрабатывающими станками.
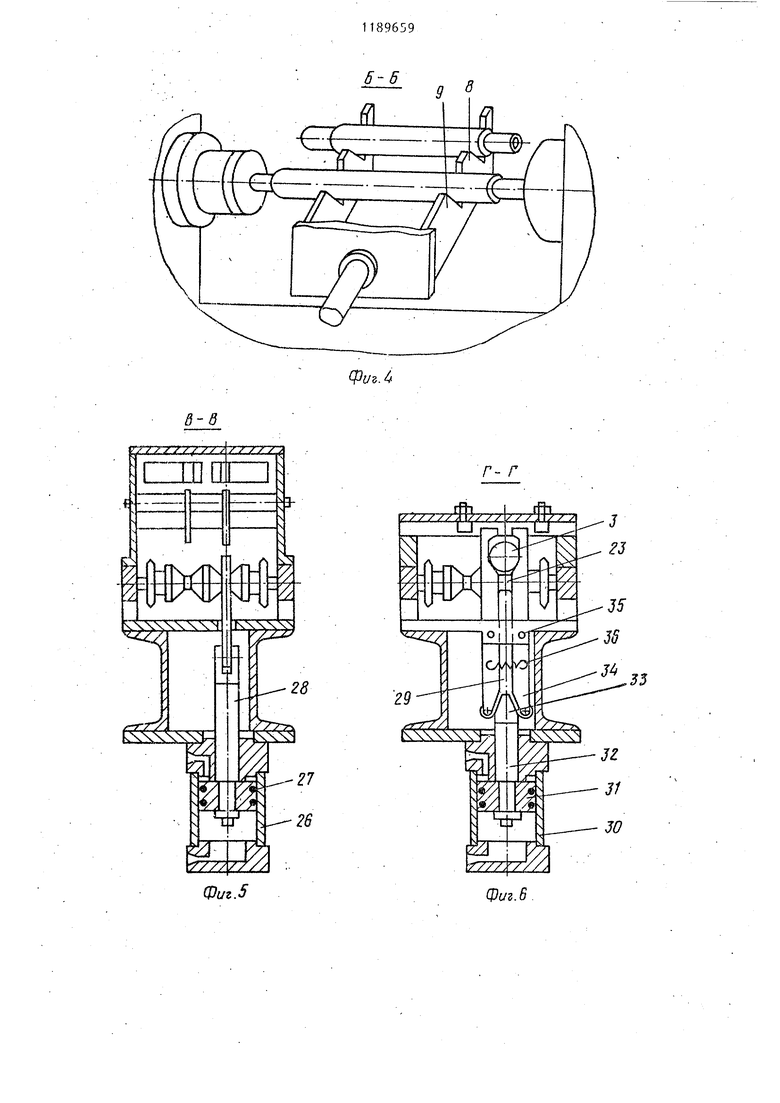
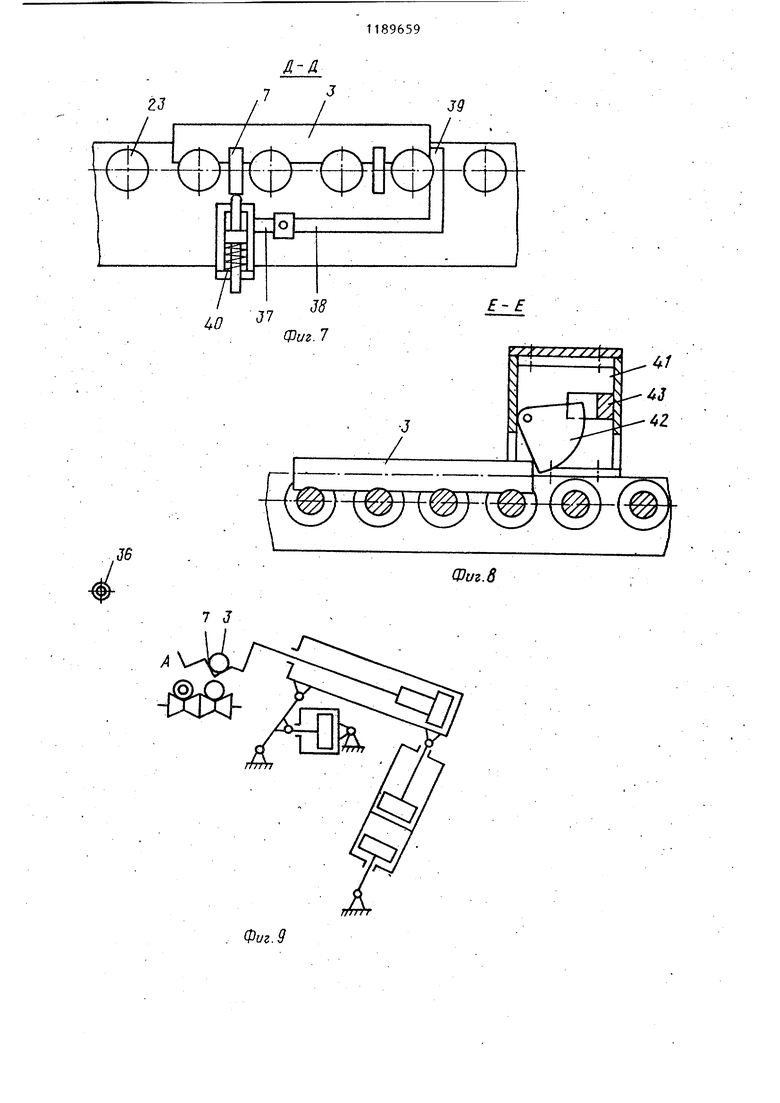
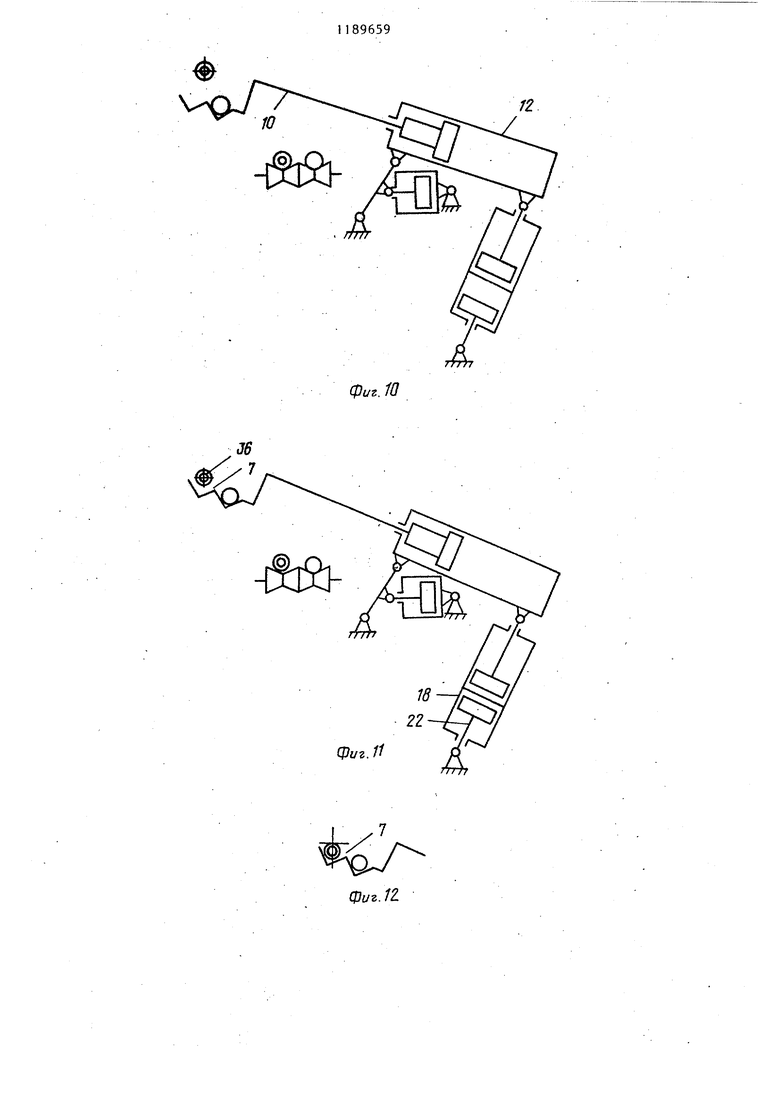
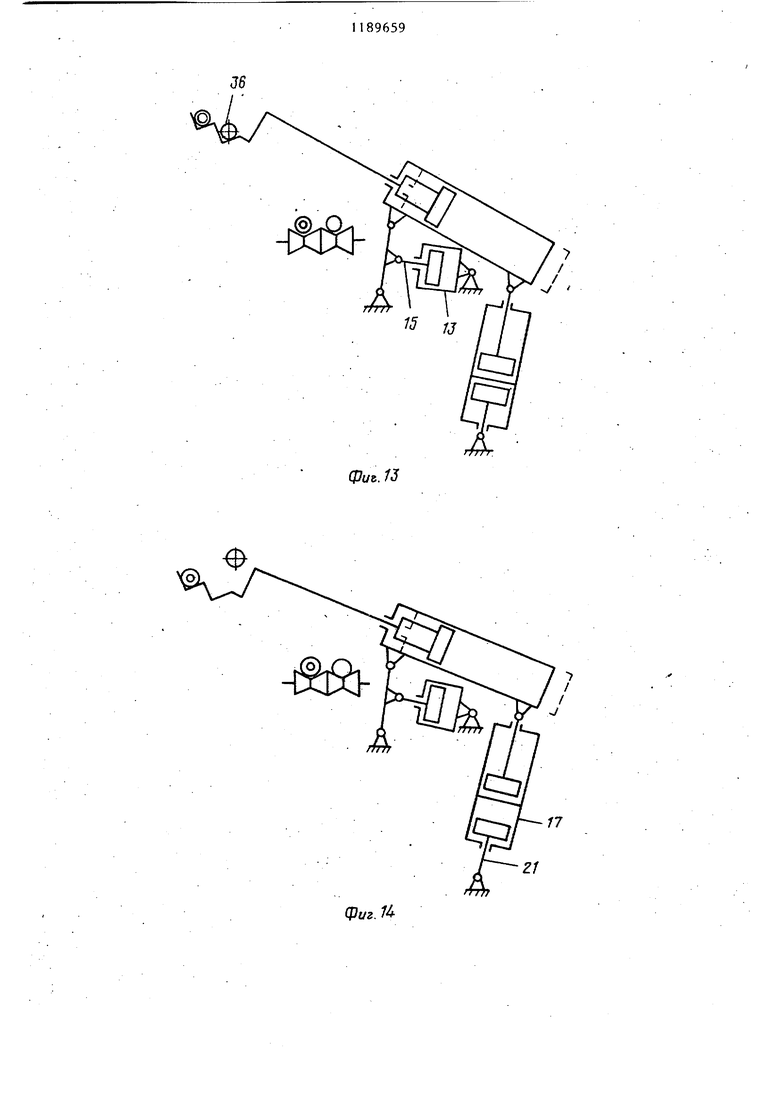
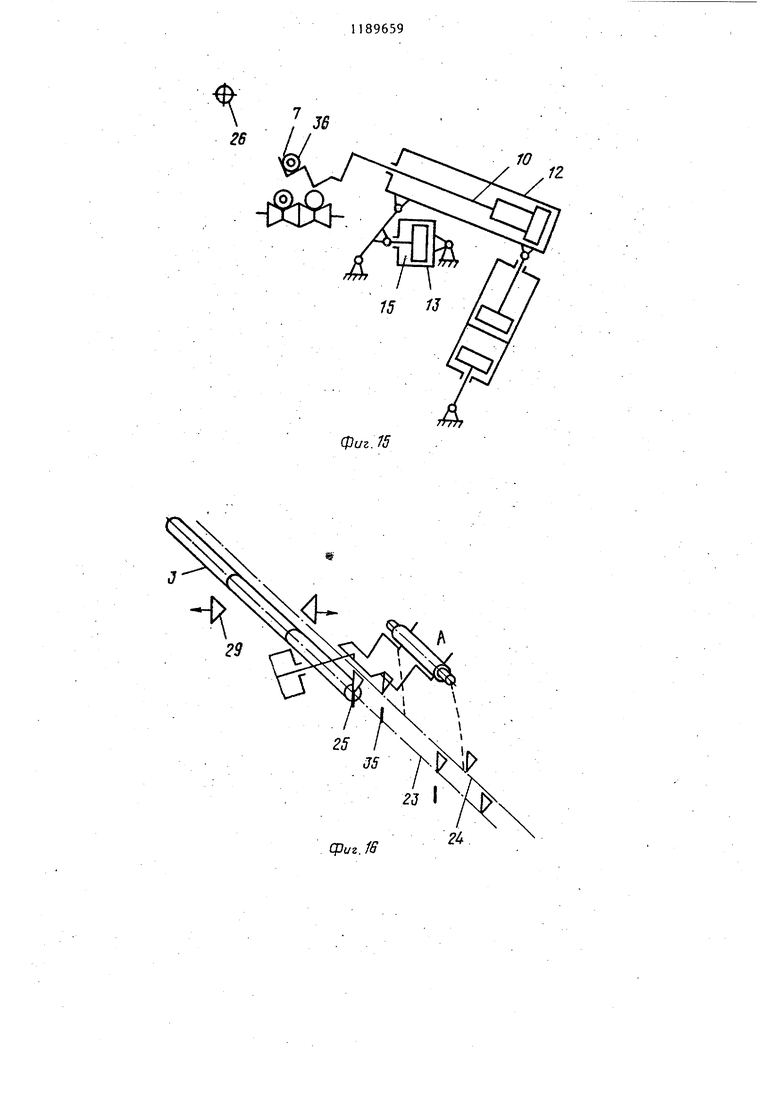
На фиг, 1 изображен участок автоматической линии, вид сбокуJ на фиг. 2 - вид А на фиг. 1; на фиг.З сечение Б-Б на фиг. 1; на фиг.4 то же, в момент загрузки обрабатывающего станка; на фиг. 5 - сечение на фиг. 2; на фиг. 6 - сечение Г-Г на фиг, 2; на фиг. 7 - сечение Д-Д на фиг. 2; на фиг. 8 - сечение Е-Е на фиг. 2; на фиг, 9-15 последовательное положение а втооператора с двухместными захватами при загрузке и выгрузке заготовок и деталей на транспортное средство; на фиг о 16-22 - последовательное положение изделий на ручьях роликового конвейера в процессе цикла приема и вьщачи изделий на транспортное средство и пошту гной передачи необработанных заготовок о
Автоматическая линия для обработки деталей типа валов содержит обрабатывающие станки 1, например токарный, который имеет рабочий шпиндель, расположенный горизонтально с двумя зажимами 2, между которыми захватываются обрабатьгоаемые изделия 3. Автооператор А, установленный вблизи обрабатывающего станка 1 и смонтированньй на основании 5 содержит поворотный кронштейн 6, несущий двухместный захват 7 о Каждое место двухместного захвата 7 образовано боковыми стойками 8 и 9 в виде буквы V . Двухместные захваты 7 смонтированы на штоке 10 с поршнем 1 цилиндра 12, закрепленного на кронштейне 6. Цилиндр 12 предназначен для подачи необработанных заготовок к рабочему шпинделю обрабатывающего станка 1 и для переноса готовых деталей от рабочего шпинделя.
Цилиндр 13 с поршнем 14 и штоком 15 расположен в стороне от цилиндра 12. Шток 15 цилиндра 13 через рычаг 16 соединен с кронштейном 6, на котором закреплен цилшщр 12.
Цилиндр 13 служит для смещения обрабатываемых изделий относительно
рабочего шпинделя обрабатьгеающего станка 1 в процессе смены обрабатываемого изделия на обрабатывающем станке в направлении, параллельном оси цилиндра 12.
Цилиндр 17 наклона оси цилиндра 1 имеет два поршня 18 и 19 и два штока 20 и 21. Шток 20 соединен с кронштейном 6, а шток 21 - с основанием Цилиндр 17 предназначен дпя смещения обрабатываемых изделий относительно рабочего шпинделя обрабатывающего станка 1 в процессе смены обрабатываемого изделия на обрабатывающем станке в направлении, перпендикулярном оси цилиндра 12, а также для перемещения двухместных захватов 7. Между автооператором 4 и обрабатывающим станком расположено транспортное средство для подачи заготовок 3 к обрабатывающему станку 1 и отвода готовых деталей от обрабатывающего станка, выполненное в виде двухручьевого роликового конвейера 22, один ручей 23 которого предназначен для транспортировки заготовок 3, а другой ручей 24 - для подачи деталей от обрабатывающих станков 1.
Перед автооператором 4 на ручье 23 роликового конвейера 22 смонтйрованы убирающийся упор 25, содержащий цилиндр 26 (фиг. 5) с поршнем 27 и штоком 28, при вьщвинутом положении шток 28 закрывает проход изделий по ручью 23 роликового конвейера 22 и захват 29, содержащий цилиндр 30 (фиг. 6) с поршнем 31 и штоком 32. На штоке закреплен клин 33, вoздeйcтвs oщий на два рычага 34, закрепленных на осях 35. Рычаги 34 при кимаются к клину 33 пружиной 36. При выдвинутом положении штока 32 рычаги 34 необработанную заготовку 3, находящуюся в ручье 23 роликового конвейера 22.
Убирающийся упор 25 и захват 29 служат для поштучной вьщачи заготовок 3 из неразделенного потока в двухместные захваты 7 автооперато- ра 4, а также для поштучной передачи заготовок 3 по ручью 23 роликового конвейера 22 к следующему обрабатывающему станку 1. Перед зоной взаимодействия двухместных захватов 7 автооператора 4 в ручье 24 роликового конвейера 22 расположён убирающийся упор 25, препятствующий прохождению деталей от предьдущего обрабатывающего станка в случае.
если двухместные захваты 7 автооператора 4 совмещены с ручьями 23 и 24 роликового конвейера 22. В зоне взаимодействия двухместных захватов 7 автооператора 4 с ручьями 23 и 24 роликового конвейера 22 расположен упор 37, выполненный в воде рычага 38 с выступом 39, размещенным в ручье 23 роликового конвейера 22, и противовесом, закрепленным на другом конце рычага 38, внутри которого смонтирован, подпружиненный упор 40, взаимодействующий с нижними плоскостями двухместного захвата 7 автооператора 4. В зоне загрузки заготовок 3 над ручьем 23 роликового конвейера 22 расположен датчик 41 наличия заготовок 3 в двухместном захвате 7 автооператора 4, вьтолненный в виде поворотного флажка 42 и чув.ствительного элемента 43.
Аналогичные по конструкции дат.чик 44-47 расположены перед зоной действия двухместных захватов 7 автооператора 4 с ручьями 23 и 24 роликового конвейера 22 и за зоной действия автооператора 4 и.предназначены для контроля наличия деталей перед и за зоной действия автооператора 4.
Работа автоматической линии для обработки деталей типа валов может быть разделена на три этапа: цикл загрузки заготовок в обрабатьгеающий станок 1 и съема, готовых деталей с него, цикл приема заготовок из ручья роликового конвейера и вьщачи деталей в ручей роликового конвейера и цикл поштучной передачи заго-. тонок к следующему обрабатывающему станку.
Работа линии в цикле загрузки :i выгрузки происходит следующим образом (фиг. 9-15).
В исходном положении двухместные захваты 7, приняв заготовку 3 с ручья 23 роликового конвейера 22, находятся над роликовым конвейером 22о
Цикл загрузки-выгрузки начинается с вьщвижения штока 10 цилиндра 1 (фиг. 10). После этого происходит смещение двухместных захватов 7 за счет вдвижения штока 21 цилиндра 17 В результате этих смещений свободный разгрузочный захват 7 подводится под готовую деталь. Зажимы рабочего шпинделя разжимаются, и гото1896594
вая деталь падает под действием си-. лы тяжести в захват 7.
Двухместный захват 7 смещается за счет выдвижения штока 15 цилинд-ра 13. Заготовка 3 располагается на оси рабочего шпинделя. После закрепления заготовки 3 зажимами рабочего шпинделя двухместные захваты 7 отводятся за счет вьщвижения што.„ ка 21 цилиндра 17. Затем двухместные захваты 7 отводятся за счет вдвижения штоков 10 и 15 цилиндров 12 и 13. В этом положении двухместный захват 7 несет готовую деталь, обрабатьшающий станок включается для обработки новой заготовки 3.
Положение, показанное на фиг, 15, . является исходным положением для цикла приема и вьздачи изделия в ручей 24 роликового конвейера 22. Это же положение показано на фиг. 16. В этом положении убирающийся упор 25 (фиг. 16), расположенньй в ручье 23 роликового конвейера 22, поднят .и . удерживает неразделенный поток заготовок 3. Захват 29 разжат, убирающийся упор 25 в ручье 24 роликового конвейера 22 опущен и пропускает готовые детали, поступающие с пре- дьщущих станков.
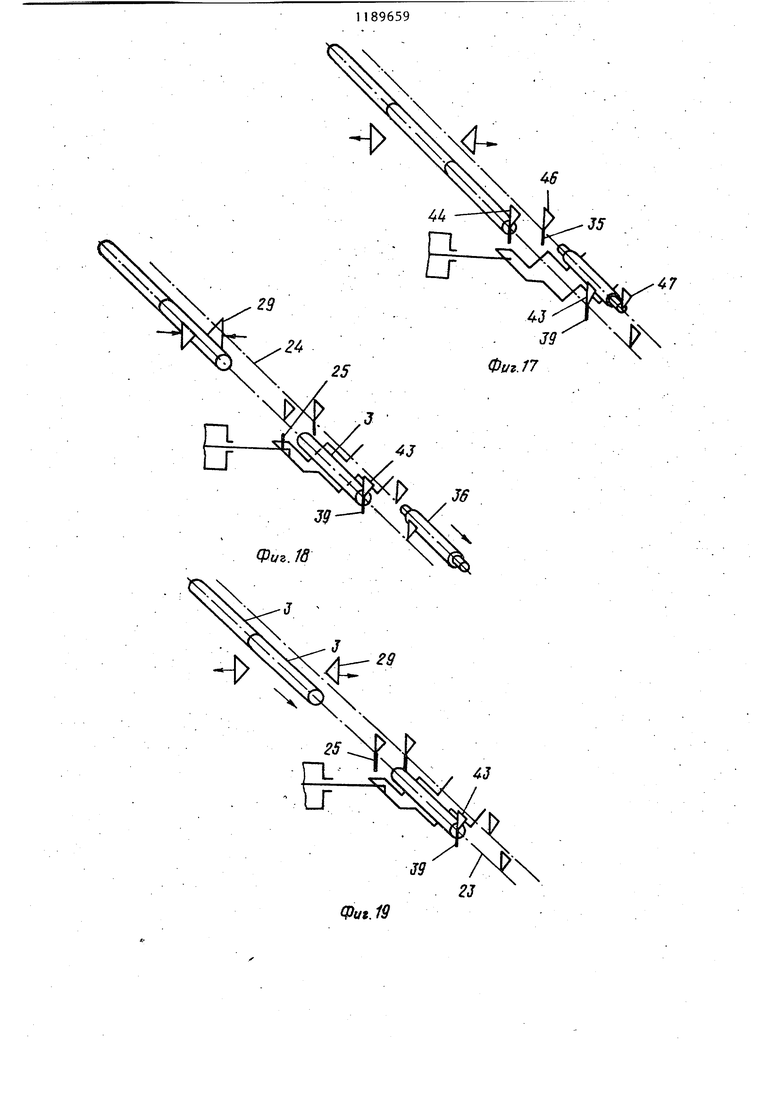
Цикл приема и вьздачи изделия в захват 7 автооператора 4 начинается с поднятия убирающегося упора 25 (фиг. 16), который поднимается в том случае, если между датч:иками 44 и 45, 5 а также 46 и 47 (фиг. 17) нет изделия, т.е. зона взаимодействия двухместных захватов 7 автооператора 4 с ручьями 23 и 24 роликового конвейера 22 свободна. 0
Упор 25 во время осуществления . .
цикла приема и выдачи изделия не пропускает в зону взаимодействия двухместных захватов 7 автооператора 4
5 люльки с роликовым конвейером 22. После опускания упора 25 двухместные захваты 7 совмещаются с ручьями 23 и 24. В момент прихода двухместного захвата 7 к роликовому конвейеру 22 выступ 39 взаимодействующего с двухместными захватами 7 убирающегося упора 37 поднимается. Далее захват 29 зажимается (фиг. 18), убирающийся упор 25 опускается, в
5 результате чего заготовка 3 движется на двухместный захват 7 до упора в выступ убирающего упора. Готовая Iдеталь уходит с люпек по роликам
магазина готовых: деталей. В момент прихода заготовки к выступу 39 срабатывает располож.енный над ним датчик А4, в результате чего поднимается убирающийся упор 25 и разжимается захват 29. Неразделенный поток заготовок 3 начинает двигаться по ручью 23 роликового конвейера 22 к упору 25. Далее двухместные захваты 7 поднимаются и занимают исходно положение для цикла загрузки-выгрузки обрабатывающего станка, причем . двухместный захват 7 несет только необработанную заготовку 3.
По окончании цикла обработки станка 1 начинается следующий цикл загрузки-выгрузки обрабатывающего станка 1. Во время отсутствия двухместных захватов 7 на роликовом конвейере 22 происходят циклы поштуной передачи заготовок 3 в устройства автоматической загрузки и разгрузки изделий следующего обрабатывающего станка 1 (если .в автоматической линии после данного станка установлены один или несколько дублирующих станков).
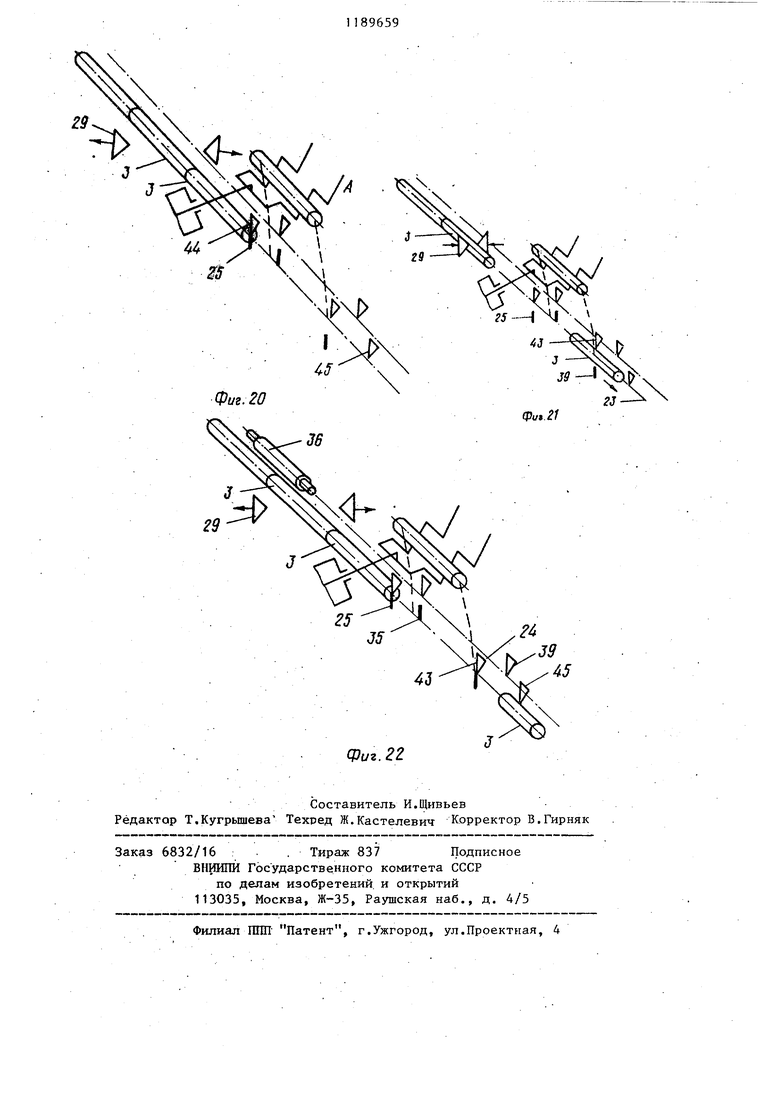
В исходном положении цикла поштучной передачи (фиг. 20) упор 25 поднят, захват 29 разжат, заготовка 3 прижата к упору 25 и находится в зоне датчика 44, зона датчика 45 свободна от заготовок 3.
При соблюдении этих условий захват 29 (фиг. 21) зажимает .вторjTo от упора 25 заготовку 3, упор 25 опускается и освобождает заготовку 3, которая начинает двигаться
по ручью 23 роликового конвейера 22 и свободно проходит мимо выступа 39 убирающегося упора 37, который пропускает заготовки 3 при отсутствии двухместных захватов 4 на роликовом конвейере 22. При достижении заготовки 3 зоны датчика 44 происходит подъем упора 25 (фиг. 22), разжим захвата 29 и перемещение заготовки 3 до упора 25. Заготовка 3 приходит из ручья 23 роликового конвейера 22 предьщущего обрабатывающего станка 1 или из накопителя в произвольный момент времени. На фиг. 22 показано положение, когда соблюдены все условия исходного положения для начала следующего цикла поштучной передачи необработанной заготовки в ручей 23 следующего обрабатывающего станка за исключением отсутствия заготовки 3 в зоне датчика 45.
Как только в ручье 23 следующего станка освободится место и заготовка 3 уйдет из зоны датчика 45 происходит следующий цикл передачи заготовок и т.д.
При переходе двухместных захватов 7 к роликовому конвейеру 22 (фиг. 16) циклы передачи заготовок прекращаются до ухода люлек в позицию /1 . .
Проход готовой детали (фиг. 22) ,. по ручью 24 роликового конвейера 22 возможен в любой момент времени, когда cnypieH упор 25, т.е. когда двухместные захваты 7 не совмещены с роликовьп конвейером 22.
Вид А
tiS 35
А
.
2J Z5 3 25 ииIt S 3 45
Qlut.Z
7 7 f4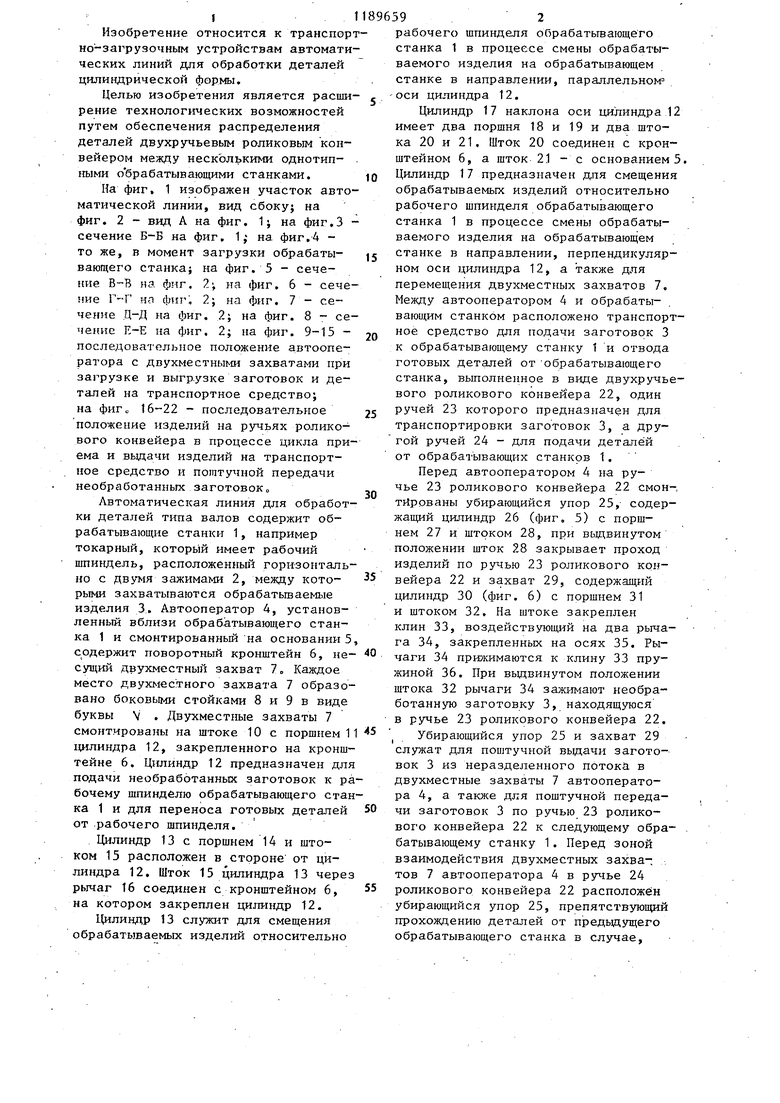
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для обработки деталей типа валов | 1983 |
|
SU1175672A1 |
| Загрузочно-разгрузочное устройство к металлорежущему станку | 1982 |
|
SU1039689A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| Автооператор | 1986 |
|
SU1379055A1 |
| Автооператор | 1969 |
|
SU344701A1 |
| Захват автооператора | 1981 |
|
SU1038183A1 |
| Загрузочное устройство к станку для обработки деталей | 1984 |
|
SU1310165A1 |
| Автооператор к станку для шлифования буртиков внутренних колец роликоподшипников | 1959 |
|
SU128326A1 |
| Транспортная система гибкой автоматической линии | 1976 |
|
SU722731A1 |
| Автоматическая линия для обработки замков лопаток | 1982 |
|
SU1103993A1 |
АВТОМАтаЧЕСКАЯ ЛИНИЯ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ ТИПА ВАЛОВ, содержащая расположенные в технологической последовательности обрабатьшающие станки, автооператоры с двухместными захватами и транспортное .средство с механизмами поштучной выдачи, отличающаяся тем, что, с целью расширения технологических возможностей, транспорт.ное средство выполнено в виде двухручьевого роликового конвертера и снабжено датчиками наличия деталей в двухместных захватах автооператора и датчиками наличия деталей перед зоной и за зоной расположения двухместных захватов, смонтированнь ш над ручьями роликового конвейера. сл 00 со о ел со Фuг.f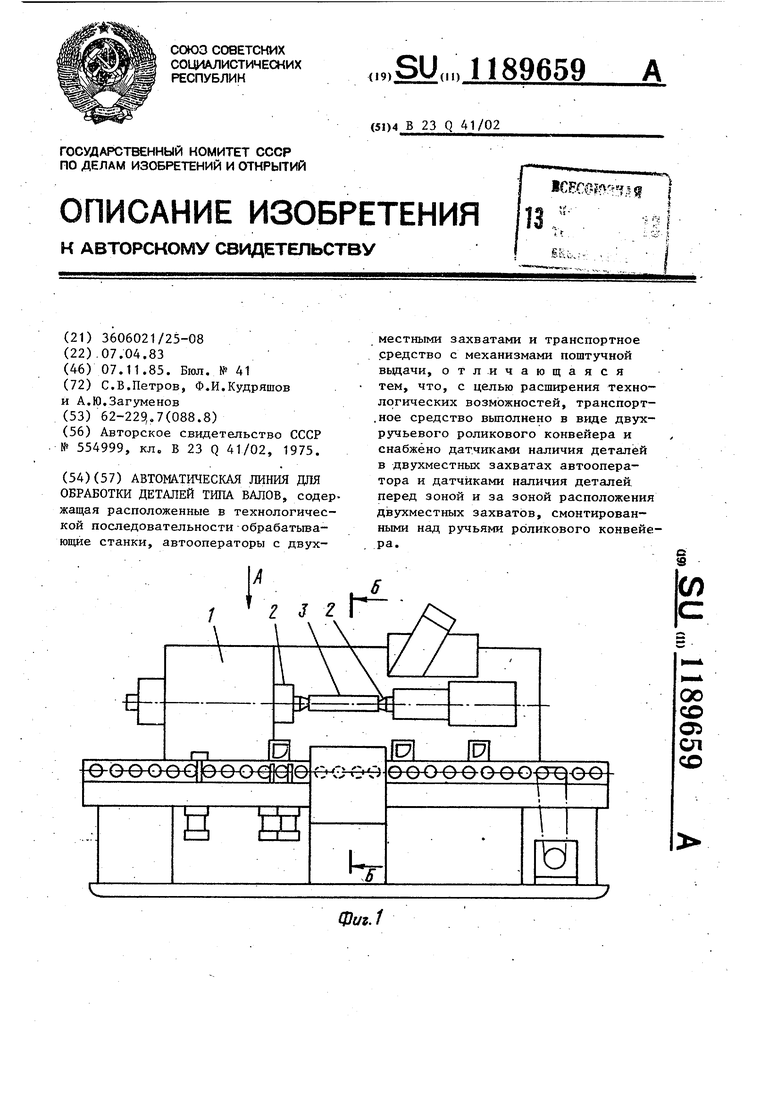
6-6
Фиг. 4
Фиг.5
Г- Г
Ш г///)///А
Фиг.В.
12
. Ю
W
фиг. 12.
26
Фиг. Jd
-t
| Автоматическая линия | 1975 |
|
SU554999A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
