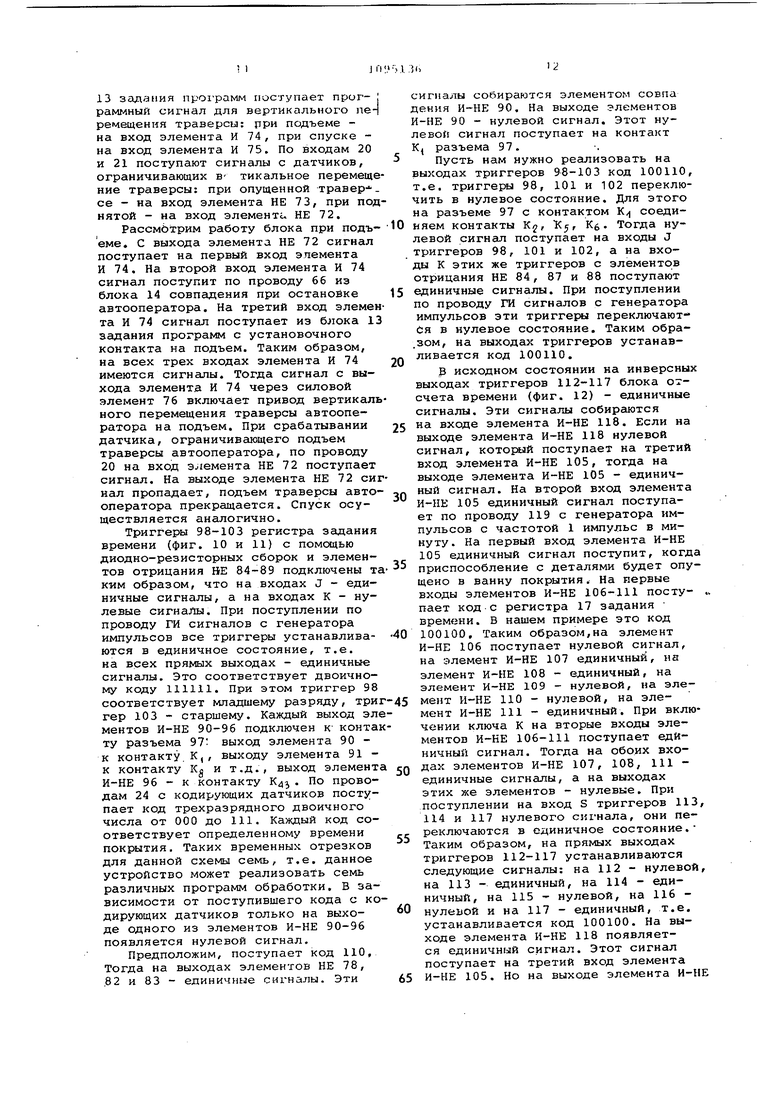
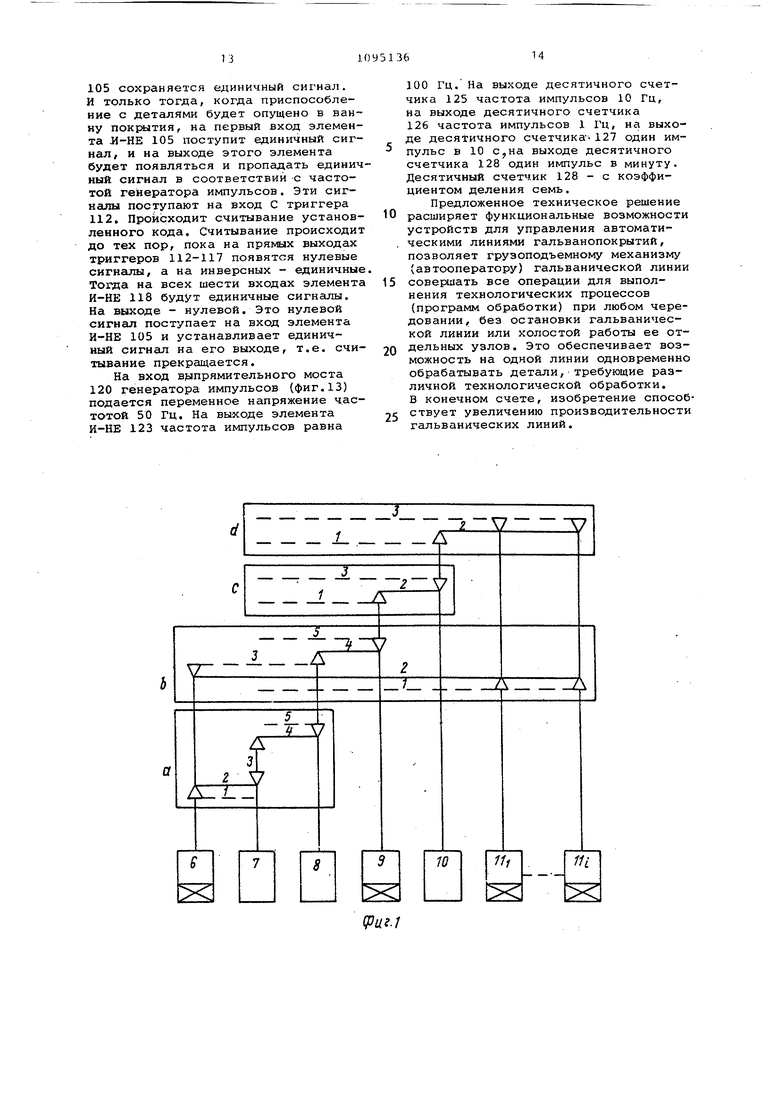
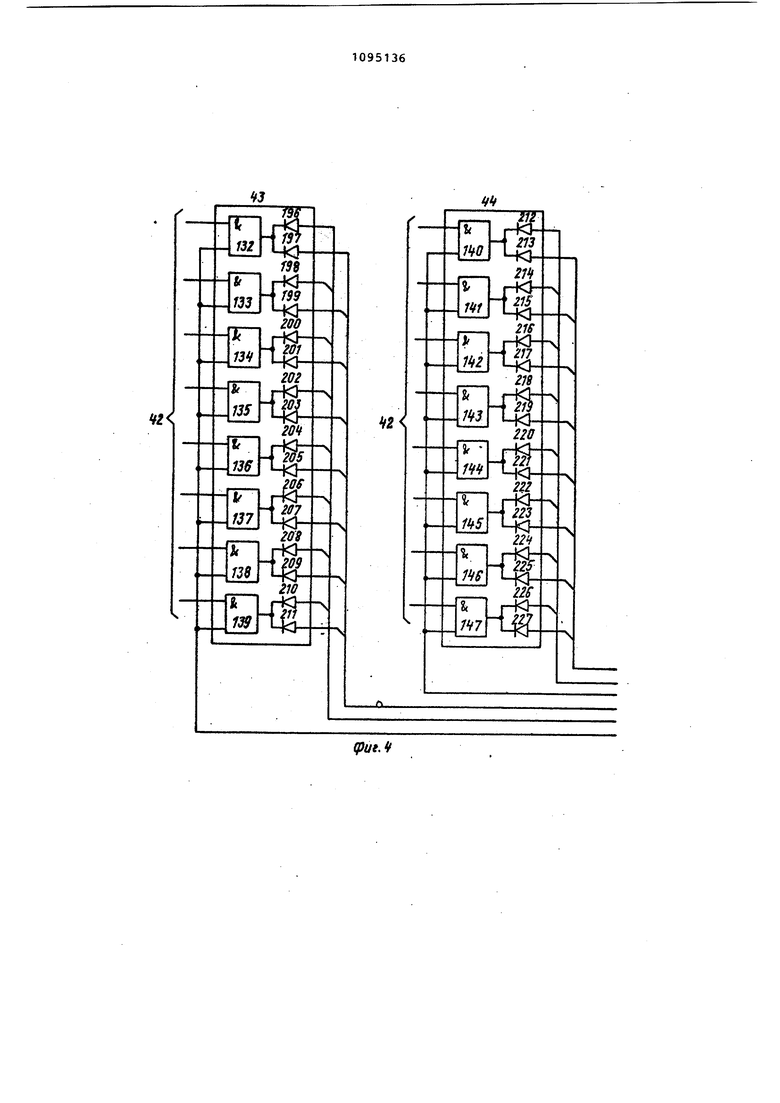
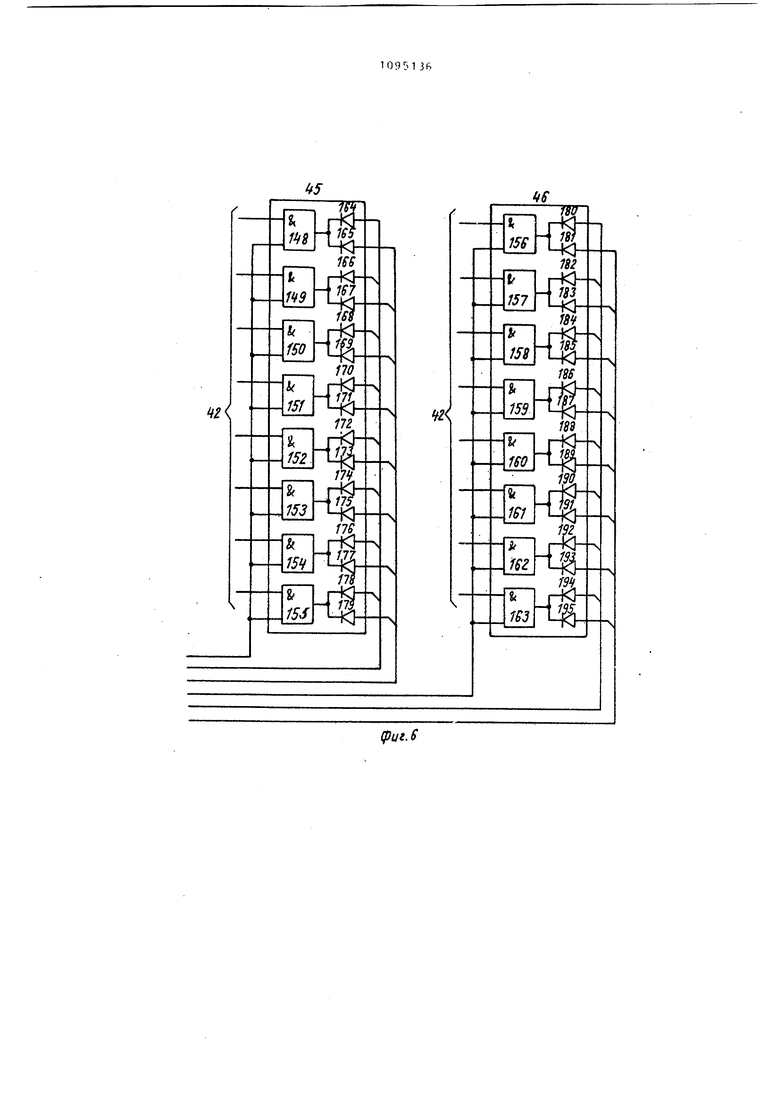
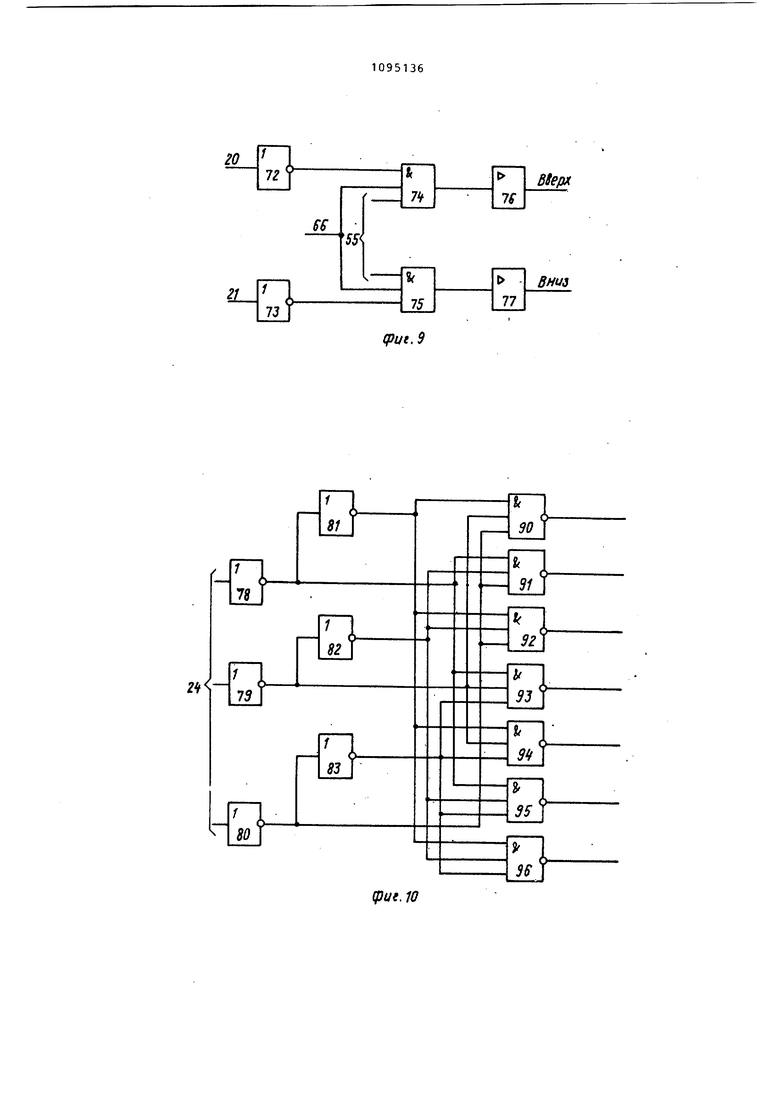
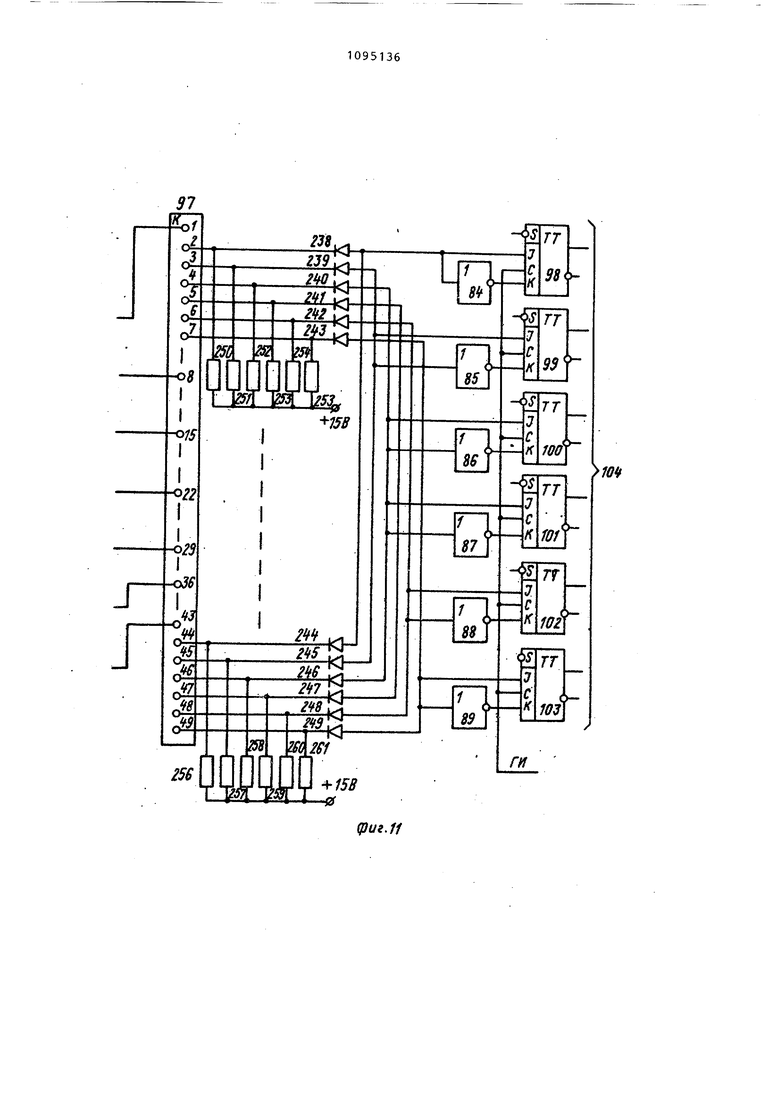
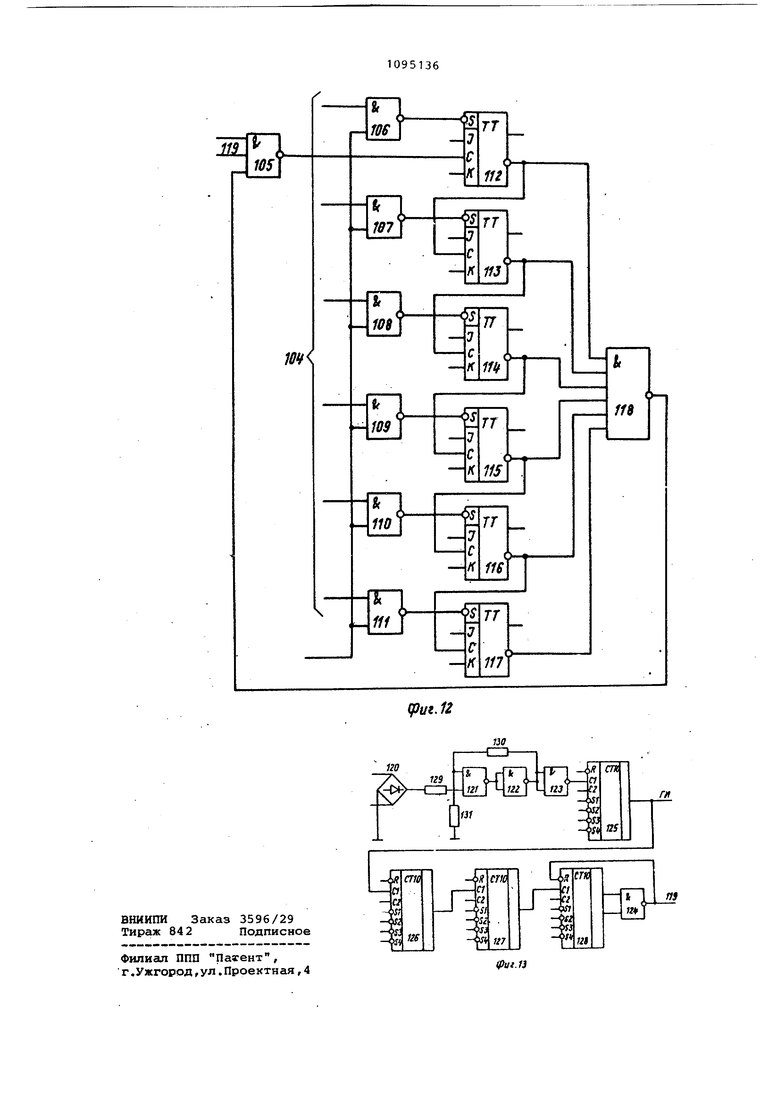
Изобретение относится к дискретн автоматическим системам, управляющи ;технологическими процессами, и мо)ет быть использовано в промышленно ти, применяющей автооператорные линии для гальванической обработки из делий. Известно устройство, обеспечиваю щее обработку деталей по определенной программе (технологическому режиму), заложенной в памяти устройства 1. Для обработки изделий по другой программе необходима остановка автоматической линии и замена програмкы обработки, что неизбежно ведет к потере производительности. Наиболее близким к изобретению по технической сущности и достигаемому эффекту является устройство для управления автоматическими линиями гальванопокрытий, обеспечи-рвакхцее обработку деталей по несколь ким программам одновременно. Устрой ство содержит последовательно соеди ненные блок вертикального перемеще- ния, блок переключения команд, блок .задания программ, блок совпадения, блок горизонтального перемещения, вторым входом соединенный с вторым выходом блока вертикального перемещ ния , первый вход которого подключен к второму выходу блока совпадения, второй вход-к второму выходу блока задаг/я программ, третьим выходом подключенного к третьему входу блок горизонтального перемещения, логический блок и формирователи управля щих команд (по числу рабочих позиций с переменной длительностью обра ботки) , первыми входа1 1и соединенные с выходом логического блока, вуорыми входами - с входом устройства и первым входом логического блока, а выходами соответственно - с вторым, третьим и т.д. входами блока совпадения и логического блока 2. Однако известное устройство хотя обеспечивает оперативную смену программ, но не позволяет существен но увеличить производительность линии. Это связано с тем, что при переходе на программу обработки деталей с меньшей толщиной покрытия, част гальванических ванн, не участ вующая в процессе обработки, загрудается холостыми приспособлениями для размещения обрабатываемых деталей с последующей их выгрузкой. Кро ме того, практически невозможно чередование программ обработки в произвольном порядке,что снижает функ циональные возможности устройства. Цель изобретения - расширение функциональных возможностей устройства за счет оперативности смены программ управления линией гальванопокрытий. Поставленная цель достигается тем, что в устройство для управления автоматическими линиями гальванепокрытий, содержащее блок управления приводом вертикального перемицения, соединенный первым командным входом с первым информационным входом блока формиров.--ния команд и первым информационным входом устройства, вторым командным входом с вторым информационным входом блока формирования команд и с вто1жлм информационным входом устройства, третьим командным входом - с выходом блока совпадения и первым командным входом блока управления приводом горизонтального перемещения, а четвертым командным входом - с первым выходом блока задания программ, подключенного вторым выходом к второму командному входу блока управления приводом горизонтального перемещения, третьим выходом - к установочному входу блока формирования команд, четвертым выходом - к первому входу блока совпадения, а первым информационным входом-к выходу блока формирования команд, вторые входы блока совпадения являются третьими информа-. ционными входами устройства, а вторые информационные входы блока задания программ являются четвертыми информационными входами устройства, введены регистр задания времени и по числу гальванических ванн - блоки отсчета времени и ключи управления, а также генератор импульсов, соединенный выходом с тактовыми входами блоков отсчета времени, подключенных информационными входами к выходу регистра задания времени, управляющими входами - к соответствующим ключам управления, а выходами - к третьим информационным входам блока задания программ, входы регистра задания времени являются пятыми информационными входами устройства. На фиг. 1 изображен технологический процесс обработки деталей по четырем циклам; на фиг. 2 - блок-схема предлагаемого устройства; на фиг. 3-13 - принципиальные схемы блока переключения команд (фиг.З), блока задания программ (фиг. 4,5,6), блока совпадения (фиг.7), блока управления приводом горизонтального перемещения (фиг.8), блока управления приводом вертикального перемещения (фиг.9), регистра задания времени (фиг. 10, 11), блока отсчета времени (фиг.12), генератора импульсов (фиг.13). На фиг. 1 показаны: четыре цикла технологической обработки деталей а,в, с, d; программные команды 1, 2, 3, 4, 5 и технологические ванны б,7, 8, 9, 10, . Условные обозначения к фиг.1; V - спуск траверсы автооператор Д - подъем траверсы автооператора ; - движение автооператора с пр способлением; - движение автооператора без приспособпения; - спуск, подъем. Устройство содержит (фиг.2) блок 12 формирования команд, блок 13 заДания программ, блок 14 совпадения, блок 15 управления приводом горизон тального перемидения, блок 16 управ ления приводом вертикального переме щения, регистр 17 задания времени, блоки 184-I8j отсчета времени, гене ратор 19 импульсов, входы устройства 20-24 и ключи управления . На входы 2р и 21 поступают сигна лы с датчиков, ограничивающих верхнее и нижнее положение траверсы автооператора. На входы 22 поступают сигналы, фиксирующие занятость . позиций и окончание процесса в регл ментируекых ваннах. На входы 23 поступают сигналы с позиционных датч ков. На входы 24 поступают сигналы с кодируклдих датчиков. Блок 12 формирования команд (фиг.З) содержит элементы И-НЕ 25, 26 и 27 на два входа, элемент НЕ 28 триггеры 29, 30 и 31, элементы ИЛИ 32, 33 на четыре входа, элементы И 34 - 41 и выходы 42 элементов И 34-41. Блок 13 задания программ (фиг.4, 5 и б) включает четыре функциональных узла 43, 44, 45 и46, разъем 47 для программирования позиции остановки автооператора, разъем 48 для программирования горизонтального движения автооператора, вертикального перемещения его траверсы и выбора цикла работы, элементы; И 49 - 52 и выходы 53, 54 и 55. Блок 13 задания программ предназначен для программирования движения автооператора. Блок 14 совпсвдения (фиг.7) содер жит элементы И 56 - 65 и выход 66. Блок совпадения предназначен для остановки автооператора на выбранно позиции. Блок 15 управления приводом гори зонтального перемещения (фиг.8) содержит элемент НЕ 67, элементы И 68, 69, выходные элементы 70, 71. Блок 15 управления приводом горизонтального перемещения предназйачен для выполнения автооператором горизонтального движения вперед и назад. Блок 16 управления приводом вертикального перемещения (фиг. 9) содержит элементы НЕ 72, 73, элементы И 74, 75 и выходные элементы 76, 77. Блок 16 предназначен для выполнения движения вверх или вниз траверсой автооператора. Регистр 17 задания времени (фиг. 10, 11) содержит элементы НЕ 78 - 89, элементы И-НЕ 90-96, разъем 97 для программирования по коду программы кода числа, соответствующего времени покрытия деталей, триггеры 98 - 103, выходы триггеров 104, семь диодно-резисторных сборок, состоящих из шести резисторов и шести диодов,и вход ГИ, по которому поступают сигнс1лы с генератора И1лпульсов. Регистр 17 задания времени предназначен для установления кода числа, соответствукицего времени нахождения обрабатываемых деталей в ванне покрытия по каждой программе обработки . Блоки отсчета времени .(фиг.12) содержат элемент И-НЕ 105 на три входа, элементы И-НЕ 106-111 на два входа, триггеры 112-117, элемент И-НЕ 118 на шесть входов, ВХОД 119, по которому с генератора импульсов поступают сигналы с частотой один импульс в минуту. Генератор 19 импульсов (фиг. 13) -содерясит двухполупериодный выпрямительный мост 120, резисторы 129, 130 и 131, элементы И-НЕ 121 - 124, десятичные счетчики 125-128. Генератор 19 импульсов предназначен для формирования импульсов определенной частоты. При рассмотрении работы устройства необходимо учитывать следующие особенности работы линии. Обработка деталей по технологическому процессу разбивается на ряд циклов, число циклов и порядок обхода ванн автооператором в каждом цикле не зависит от реализуемых устройством программ, т.е. для всех программ одинаковы. Выбор цикла работы автооперато-. ра происходит из условия занятости позиций и окончания процесса обработки в регламентируемых ваннах.. .Каждый цикл выполняется с помощью определенного количества программных команд. При этом, как правило, по одной программной команде происходит горизонтальное движение автооператора вправо или влево и вертикальное перемещение траверсы вверх или вниз. Переключение команд происходит в крайних вертикальных, положениях траверсы автооператора. Программу обработки деталей задает оператор после загрузки приспособления с помощью флажков-якорей, установленных на приспособлении. Флажки-якоря занимают одно из двух положений, опущенное или поднятое. Сочетание опущенных и поднятых соответствует определенной программе обработки. При дьух флажках-якорях число сочетаний равно 4, при трех - 8, На позиции, с которой приспособление с деталями поступает в ванны покЕялтия, установлены ко дирующие датчики. Если при опущенном приспособлении датчик закрыт флажком-якорем, он вьдает единичный сигнал, если открыт - нулевой. Эти сигналы поступают в регистр заДания времени и устанавливают код, который определяет время нахождения данного приспособления в ванне покрытия. После выполнения работы по каждому циклу автооператор возвращается на исходную позицию. Устройство работает следующим образом. Перед началом работы оператор, управляя.автооператором в наладочном режиме с помощью кнопок управления, загружает позиции 6, 9, пустыми приспособлениями (фиг. 1) и устанавливает автооператор с опущенной траверсой на пози ции 7, затем загружает деталями при способление на позиции 6, устанавли вает флажки-якоря на загруженном приспособлении в положение, соответ ствующее программе обработки данной партии деталей. При этом предполага ется, что на позиции 6 производится загр; ка и выгрузка приспособлений, позиции 7, 8, 9 и 10 являются позиция 1И предварительной обработки, позиции - позициями покрытия деталей. На позиции 10, с которой приспособления с деталями поступают в ванны покрытия, установлены кодиру ющие датчики.. Оператор переключает устройство управления в автоматический режим. В исходном состоянии блок 12 формирования команд (фиг.2) выдает первую команду, которая поступает в блок 1 задания программ. В блоке 13 задани программ каждая команда программиру ется по всем четырем циклам. Например: в цикле а по первой команде программируется левое движение, ост новка автооператора на позиции 6 и подъем траверсы; в цикле в по первой комаь)де программируется правое движение, остановка автооператора на по зициях И подъем траверсы; в цикле с по первой команде программируется правое движение, остановка автооператора на позиции 9 и подъем траверсы; в цикле d по первой команде программируется правое движение, остановка автооператора на позиции 10, подъем траверсы. Аналогично программируются и остальные команды. При этом для выполнения цикла а требуется пять команд, для цикла в пять команд, для цикла с - три команды, для цикла d - три команды. Автооператор по первой команде может начать выполнение цикла а или цикла с. Предположим, по условиям выбирается цикл с. Тогда из блока 13 задания программ в блок 14 совпадения поступает сигнал выбора позиции остановки (позиции 9), в блок 15 поступает сигнал правого движения, в блок 16 поступает сигнал подъема траверсы. По сигналу правого движения блок 15 воздействует на привод горизонтального движения и автооператор движется вправо. При движении вправо автооператор проходит над позицией 8. Позиционный датчик, установленный над позицией 8, выдает сигнал, который по входу 23 поступает в блок 14 совпадения. Но автооператор на позиции 8 не останавливается, гак как сигналы выбора позиции остановки и позиционного датчика не совпадают. Когда автооператор достигает позиции 9, датчик, установленный над позицией, выдает сигнал, который по входу 23 поступает в блок 14сс1 впадения. При совпадении сигнала выбора позиции остановки и сигнала с позиционного датчика блок совпадения выдает сигнал для- остановки автооператора. Этот сигнал поступает в блок 15 и запрещает движение автооператора. Этот же сигнал поступает в блок 16. При совпадении программного сигнала подъема траверсы и сигнала остановки автооператора блок 16 воздействует на привод вертикального перемещения траверсы автооператора. Трат верса автооператора захватывает приспособление на позиции 9 и совершает подъем. В крайнем верхнем положении срабатывает датчик, ограничивающий верхнее положение траверсы. Сигнал .с датчика по входу 20 поступает в блок 16 и в блок 12 .формирования команд. Б блоке 16 сигнал запрещает подъем траверсы, а в блоке 12 этот сигнал переключает команду. На выходе блока 12 появляется новая, вторая команда. По второй команде автооператор с приспособлением движется до позиции 10 и опускает приспособление, В нижнем крайнем положении траверсы автооператора срабатывает датчик , ограничивающий нижнее положение траверсы. Сигнал с датчика по входу 21 поступает в блок 16 управления приводом вертикального перемещения для запрета спуска траверсы автооператора, а в блок 12 для переключения команды. Появляется следующая, третья команда. По третьей команде автооператор возвращается на исходную позицию. После остановки на исходной позиции (позиция 7) блок 12 формирования команд устанавливается в исходное состояние, т.е. появляется первая команда. Автооператор готов выполнить следующий цикл, В нашем примере это будет цикл а, так как цикл в выполнить невозмож но из-за наличия -приспособления на позиции 6, а цикл d нельзя выполнить из-за наличия приспособлений в ваннах покрытия. Предположим, что в цикле с на позиции 10 было опущено приспособление с деталями, а положение флажковякорей на нем- соответствует коду про граммы обработки. Кодирующие датчики, установленные на позиции 10, выдают сигналы, которые по входам 24 поступают в регистр 17 задания времени, В регистре устанавливается код числа, который соответствует времени покрытия данной партии деталей. Этот код поступает на входы блоков 18, отсчета времени, Каадой ванне покрытия соответствует свой блок отсчета времени С генератора 19 импульсом на вход блоков 18,-18; отсчета времени посту пают сигналы для считывания с записанного кода числа. Запись установленного кода числа с регистра 17 задания времени в блок 18 отсчета вре,мени происходит с помощью ключей . Оператор определяет свободную ванну покрытия и включает один из кл ключей . При нажатии ключа происходит запись кода числа в соответствующий блок отсчета времени и одновременно вызывается автооператор для выполнения цикла d. После опускания приспособления с деталями в ванну покрытия начинается считывание кода числа, после окончания считывания вырабатывается сигнал, который поступает в блок 13 задания программ и вызывает автооператор за покрытыми деталями. Таким образом, по коду программы устанавливается время покрытия деталей, Различные программы обработки можно чередовать без остановки гальванической линии или холос той работы ее отдельных узлов. В любой момент работы блока формирования команд (фиг.З) только на выходе одного из элементов сравнени И 34-41 имеется сигнал. Этот сигнал является командой, которая по выходам 42 поступает в блок 13 задания программ, а через элементы повторения ИЛИ 32 или 33 на вход элемента И-НЕ 26 или 27, На вход элемента И-НЕ 26 - для подготовки переключения команды в верхнем положении траверсы автооператора, на вход элемента Н-НЕ 27 - для переключения в нижнем положении траверсы. В исходном состоянии на прямых выходах триггеров 29, 30 и 31 - единичные сигналы на инверсных - нулевые. На всех трех входах элемента совпадения И 34 единичные сигналы. На выходе элемента И 34 - первая команда, которая по выходу 42 поступает в блок 13 задания программ для пррграммирования, а через элемент совпадения ИЛИ 32 - на вход элемента совпадения И-НЕ 26, При подъеме траверсы автооператора на вход 20 элемента И-НЕ 26 поступит сигнал от датчика, ограничивающего верхнее положение траверсы автооператора. Тогда на-выходе элемента И-НЕ 26 - нулевой сигнал, на выходе элемента совпадения И-НЕ 25 - единичный сигнал, на выходе элемента отрицания НЕ 28 - нулевой сигнал. Триггер 29 переключается в нулевое состояние,.На входе триггера 30 сигнсш из единичного переходит в нулевой. Триггер 30 также переключается и в свою очередь переключает триггер 31. Теперь па инверсных выходах единичные сигналы. Первая команда на выходе элемента И 34 пропадает, а на выходе элемента совпсщения И 35 возникает вторая команда, так как на всех трех входах элемента И 35 единичные сигналы. Вторая команда по выходу 42 поступает в блок 13 задания программ для программирования, а через элемент совпадения ИЛИ 33 поступает на вход элемента совпадения И-НЕ 27, подготавливая переключение второй команды. После спуска траверсы автооператора на вход 21 элемента И-НЕ 27 поступает сигнал от датчика, ограничивающего нижнее положение траверсы. Это ведет к тому, что на входе триггера 29 единичный сигнал переходит в нулевой, переключая тем caMtiM триггер 29, Триггеры 29, 30 и 31 переключаются только при смене на входе единичного сигнала на нулевой. Таким образом, на прямом выходе триггера 29 - единичный Сигнал, на триггерах 30 и 31-единичные сигналы на инверсных выходах, Вторая команда пропгщает, так как на одном входе элемента И 35 нулевой сигнал. На входах элемента- совпадения И 36 единичные сигналы. Один сигнал поступает с прямого выхода триггера 29, второй и третий с инверсных выходов триггеров 30 и 31. Таким образом, на выходе элемента И 36 появилась третья команда и. т.д. При необходимости триггеры 29, 30 и 31 можно установить в исходное состояние, подав на входы S нулевой сигнал. Каждый функционс1льный узел 43, 44, 45, 46 блока задания программ (фиг.4. 5 и 6) состоит из восьми элементов совпадения И на два входа и шестнадцати разъединительных диодов. По входам 42 в каждый функциональный узел из блока 12 формирования команд поступают команды. При этом первая команда поступает на вход верхнего элемента совпадения каждого функционального узла, вторая команда - на второй сверху элемент совпадения и т.д. В зависимости от условия занято ти позиций и окончания процесса в регламентируемых ваннах только на выходе одного из элементов совпаде ния И 49-52 появится единичный сиг нал. Если единичный сигнал есть на . выходе элемента И 49, то работает функциональный узел 43, если едини ный сигнал на выходе элемента 50, то работает функциональный узел 44 и т.д. Рабочее состояние функционального узла 43 соответствует раб те автооператора по циклу а, функц нального узла 44 по циклу в и т.д. Выходы элементов совпадения каждог функционального узла через два раз единительных диода соединяются с к тактами разъемов 47, 48. Например, выход верхнего элемента совпадения функционального узла 43 соединяется с контактами е/ разъема 47 и q разъема 48. Таким образом, первая команда из функционального узла 43 поступит на контакты е разъема 47 и q разъема 48. Виорая команда на Вг, разъема 47 и q разъема 48 и т.д. 1,ервая команда функционального узла 44 поступает на контакты е., разъема 47 и q разъема 48 и т.д. Первая команды функционального узла 45 поступает на контакты е j разъем 47 и q разъема 48 и т.д. Первая команда функционального узла 46 поступает на контакты f разъема. 47 и h разъема 48 и т.д. На разъеме 4 контакты f ЯВЛЯЮТСЯ 1 / 22 установочными контактами ванн, т.е каждой технологической позиции соот ветствует свой контакт. Например, позиции 6 (фиг.1) соот ветствует контакт f( , позиции 7 контакт f22 и т.д. Для выбора позиц остановки автооператора с установоч ным контактом ванны соединяют конта той команды, по которой автооператор движется на данную позицию. Например, по первой команде цикла с ( автооператор движется на позицию 9 (фиг.1). Тогда на разъеме 47 нужно соединить контакты с f . По второй команде цикла с автооператор движет на позицию 10. На разъеме 47 нужно соединить контакты ё g fC По третьей команде цикла с автооператор движется на позицию 6. На разъе ме 47 нужно соединить контакты е,, с fo, . Аналогично и по другим циклам. На разъеме 48 контакт Ь является установочным контактом правого движения, контакт hog - левого движения, контакт является установочным контактом подъема, контакт h-jo спуска. С контактом h27 соединяем команды, по которым автооператор должен двигаться вправо, с контактом h g-ко- манды, по которым втооператор двиг жется влево,с контактом h29 - команды, по которым должен производиться подъем траверсы, с контактом команды, по котором производится спуск траверсы. Каждый элемент совпадения И 56-65 блока совпадения (фиг.7) соответствует определенной технологической позиции. Например, элемент И 56 соответствует позиции 6 (фиг.1), элемент И 57 - позиции 7 и т.д. По входам 53 на элементы совпсщения приходят сигналы с установочных контактов ванн блока задания программ (фиг. 4, 5, 6). При этом на вход элемента совпадения И 56, который соответствует позиции 6, приходит сигнал с установочного контакта, который также соответствует позиции 6, На вторые входы элементов совпадения приходят сигналы с позиционных датчиков. При совпадении сигнала выбора позиции остановки и сигнала с позиционного датчика этой же позиции на выходе элемента совпадения появляется сигнал, который через диод по 66 поступает в блок 15 управления приводом горизонтального перемещения для остановки автооператора и в блок 16 управления приводом вертикального перемещения для подъема или спуска траверсы автооператора. В исходном состоянии на входе элемента НЕ 67 блока 15 (фиг.8) сигнал отсутствует. Сигнал с выхода элемента НЕ 67 поступает на входы элементов И 68, 69. На вторые входы элементов И 68, 69 сигналы поступают из блока 13 задания программ с установочных контактов правого или левого движения. При движении вправо сигнал поступает на вход элемента И 68, при движении влево сигнал поступает на вход элемента И 69. Тогда или на выходе элемента И 68, или на выходе элемента И 69 появляется сигнал, который через силовой элемент 70 или 71 включает привод горизонтального движения автооператора. Как только автооператор достигнет позиции остановки, на вход . мента НЕ 67 из блока 14 совпадения поступает сигнал останова. Тогда на выходе элемента НЕ 67 сигнал пропадает и происходи т остановка автооператора. В процессе работы блока управления приводом вертикального перемещения (фиг.9) по входам 55 из блока 13 задания прохрамм поступает прог- раммный сигнал для вертикального пе ремещения траверсы: рри подъеме на вход элемента И 74, при спуске на вход элемента И 75. По входам 20 и 21 поступают сигналы с датчиков, ограничивающих в- тикальное перемещ ние траверсы: при опущенной траверсе - на вход элемента НЕ 73, при по нятой - на вход элементе. НЕ 72. Рассмбтрим работу блока при подъ еме. С выхода элемента НЕ 72 сигнал поступает на первый вход элемента И 74. На второй вход элемента И 74 сигнал поступит по проводу 66 из блока 14 совпадения при остановке автооператора. На третий вход элеме та И 74 сигнал поступает из блока 1 задания программ с установочного контакта на подъем. Таким образом, на всех трех входах элемента И 74 имеются сигналы. Тогда сигнал с выхода элемента И 74 через силовой элемент 76 включает привод вертикал ного перемещения траверсы автооператора на подъем. При срабатывании датчика, ограничиваиощего подъем траверсы автооператора, по проводу 20 на вход элемента НЕ 72 поступает сигнал. На выходе элемента НЕ 72 си нал пропадает, подъем траверсы авто оператора прекращается. Спуск осуществляется аналогично. Триггеры 98-103 регистра задания времени (фиг. 10 и 11) с помсяцью диодно-резисторных сборок и элементов отрицания НЕ 84-89 подключены т КИМ образом, что на входах J - единичные сигналы, а на входах к - нулевые сигналы. При поступлении по проводу ГИ сигналов с генератора импульсов все триггеры устанавливаются в единичное состояние, т.е. на всех прямых выходах - единичные сигналы. Это соответствует двоичному коду 111111. При этом триггер 98 соответствует младшему разряду, три гер 103 - старшему. Каждый выход эл ментов И-НЕ 90-96 подключен К конта ту разъема 97; выход элемента 90 к контакту К,, выходу элемента 91 к контакту Kg и т.д., выход элемент И-НЕ 96 - к контакту По проводам 24 с кодирующих датчиков поступает код трехразрядного двоичного числа от 000 до 111. Каждый код соответствует определенному времени покрытия. Таких временных отрезков для данной схемы семь, т.е. данное устройство может peaлизoвatь семь различных программ обработки. В зависимости от поступившего кода с ко дирующих датчиков только на выходе одного из элементов И-НЕ 90-96 появляется нулевой сигнал. Предположим, поступает код 110, Тогда на выходах элементов НЕ 78, 82 и 83 - единичные сигналы. Эти сигналы собираиэтся элементом совпа ения И-НЕ 90. На выходе элементов И-НЕ 90 - нулевой сигнал. Этот нулевой сигнал поступает на контакт К разъема 97. Пусть нам нужно реализовать на выходах триггеров 98-103 код 100110, т.е. триггеры 98, 101 и 102 переключить в нулевое состояние. Для этого на разъеме 97 с контактом К соединяем контакты К, К5г К. Тогда нулевой сигнсш поступает на входы J триггеров 98, 101 и 102, а на входы К этих же триггеров с элементов отрицания НЕ 84, 87 и 88 поступают единичные сигналы. При поступлении по проводу ГИ сигналов с генератора импульсов эти триггеры переключаются в нулевое состояние. Таким обра.зом, на выходах триггеров устанавливается код 100110. р исходном состоянии на инверсных выходах триггеров 112-117 блока отсчета времени (фиг. 12) - единичные сигналы. Эти сигналы собираются на входе элемента И-НЕ 118. Если на выходе элемента И-НЕ 118 нулевой сигнал, которий поступает на третий вход элемента И-НЕ 105, тогда на выходе элемента И-НЕ 105 - единичный сигнал. На второй вход элемента И-НЕ 105 единичный сигнал поступает по проводу 119 с генератора импульсов с частотой 1 импульс в минуту. На первый вход элемента И-НЕ 105 единичный сигнал поступит, когда приспособление с деталями будет опущено в ванну покрытия. На первые входы элементов И-НЕ 106-111 посту- .. пает код с регистра 17 задания времени. В нашем примере это код 100100, Таким образом,на элемент И-НЕ 106 поступает нулевой сигнал, на элемент И-НЕ 107 единичный, нн элемент И-НЕ 108 - единичный, на элемент И-НЕ 109 - нулевой, на элемент И-НЕ 110 - нулевой, на элемент И-НЕ 111 - единичный. При включении ключа К на вторые входы элементов И-НЕ 106-111 поступает единичный сигнал. Тогда на обоих входах элементов И-НЕ 107, 10В, 111 единичные сигналы, а на выходах этих же элементов - нулевые. При поступлении на вход S триггеров 113, 114 и 117 нулевого сигнала, они переключаются в единичное состояние.Таким образом, на прямых выходах триггеров 112-117 устанавливаются следующие сигналы: на 112 - нулевой, на 113 - единичный, на 114 - единичный, на 115 - нулевой, на 116 нулевой и на 117 - единичный, т.е. устанавливается код 100100. На выходе элемента И-НЕ 118 появляется единичный сигнал. Этот сигнал поступает на третий вход элемента И-НЕ 105. Но на выходе элемента И-НЕ
105 сохраняется единичный сигнал. И только тогда, когда приспособление с деталями будет опущено в ванну покрытия, на первый вход элемента Л-НЕ 105 поступит единичный сигнал, и на выходе этого элемента будет появляться и пропадать единичный сигнал в соответствий с частотой генератора импульсов. Эти сигналы поступают на вход С триггера 112. Происходит считывание установленного кода. Считывание происходит до тех пор, пока на прямых выходах триггеров 112-117 появятся нулевые сигналы, а на инверсных - единичные Тогда на всех шести входах элемента И-НЕ 118 будут единичные сигналы. На выходе - нулевой. Это нулевой сигнал поступает на вход элемента И-НЕ 105 и устанавливает единичный сигнал на его выходе, т.е. считывание прекращается.
На вход выпрямительного моста 120 генератора импульсов (фиг.13) подается переменное напряжение частотой 50 Гц. На выходе элемента И-НЕ 123 частота импульсов равна
100 Гц. На выходе десятичного счетчика 125 частота импульсов 10 Гц, на выходе десятичного счетчика 126 частота импульсов 1 Гц, на выходе десятичного счетчика 127 один импульс в 10 с,на выходе десятичного счетчика 128 один импульс в минуту. Десятичный счетчик 128 - с коэффициентом деления семь.
Предложенное техническое решение расширяет функциональные возможности устройств для управления автоматическими линиями гальванопокрытий, позволяет грузоподъемному механизму (автооператору) гальванической линии совершать все операции для выполнения технологических процессов (программ обработки) при любом чередовании, без остановки гальванической линии или холостой работы ее отдельных узлов. Это обеспечивает возможность на одной линии одновременно обрабатывать детали, требующие различной технологической обработки. В конечном счете, изобретение способствует увеличению производительности гальванических линий.
(pui.l
«7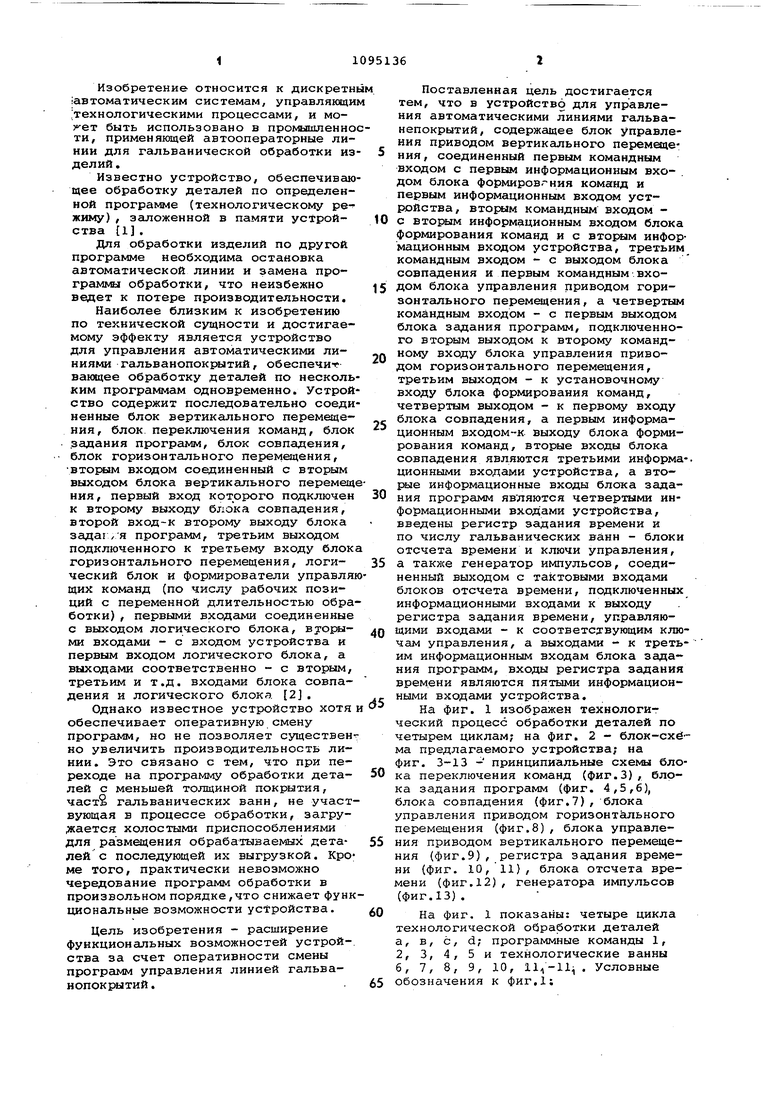

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для программного управления автооператором гальванической линии | 1976 |
|
SU636585A1 |
| Устройство для управления автооператором полуавтоматической линии гальванопокрытий | 1984 |
|
SU1236015A1 |
| Устройство для управления автоматическими линиями обработки деталей | 1983 |
|
SU1135820A1 |
| Устройство для управления автоматическими линиями | 1990 |
|
SU1805448A1 |
| Устройство для управления автооператором химико-гальванической линии | 1981 |
|
SU966667A1 |
| Устройство для управления автома-ТичЕСКиМи лиНияМи | 1979 |
|
SU840804A1 |
| УСТРОЙСТВО для УПРАВЛЕНИЯ АВТОМАТИЧЕСКИМИЛИНИЯМИ | 1972 |
|
SU336648A1 |
| Устройство для программного управления объектом | 1984 |
|
SU1208535A1 |
| Устройство для программного управления автооператором | 1987 |
|
SU1536355A1 |
| Устройство для программного управления | 1982 |
|
SU1057925A1 |



УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ АВТОМАТИЧЕСКИМИ ЛИНИЯМИ ГАЛЬВАНОПОКРЫТИЙ, содержащее блок управления приводом вертикального перемодения, соединенный первым командным входом с первым информационным входом блока формирования команд и первым информационным входом устройства, вторлм командным входом - с вторым информационным входом блока формирования команд и с информационным входом устройства, третьим когА ндным входом - с выходом блока совпадения и первым командным входом блока управления приводом горизонтального перемеще.ния, а четвертым командным входом с первым выходом блока задания програлш, подключенного выходом к второму командному входу блока управления приводом горизонтального перемещения, третьим выходом - к установочному входу блока формирования команд, четвертым выходом - к первому входу блока совпадения, а первым инфоз;ж«ационным входом - к ВЫХОДУ блока формирования команд, вторые входы блока совпадения являются третьими информационными входами устройства, а Biojtiae информационные входы блока задания программ являются четвертыми информационными входами устройства, отличающееся тем, что, с целью расширения функциональных возможностей устройства за счет оперативности смены программ (Л управления линией гальванопокрытий, в него вверены регистр задания времени и по числу гальванических ванн блоки отсчета времени, и ключи управления, а также генератор импульсов, соединенный выходом с тактовыми : дами блоков отсчета времени, подключенных информационншли входами к выходу регистра задания времени, ; х упрпвляклцими входами - к соответ:л ствующим ключам управления, а выходами - к третьим информационным входам блока задания программ, входы ре- гистра задания времени являются пятыми информационными входами устройX ства.
(риг.5
(pue.B
Т2
20
7JJ
г
W
(.3
(pue. 10
(pui.11
м.
105}
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ АВТОМАТИЧЕСКИМИ ЛИНИЯМИ ОБРАБОТКИ ДЕТАЛЕЙ | 1965 |
|
SU224888A1 |
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для управления автома-ТичЕСКиМи лиНияМи | 1979 |
|
SU840804A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
