ля и поверхности, ограничивающей направляющее отверстие, выполнены карманы, ограниченные каждый со стороны, обращенной к буферу, клиновой поверхностью, а штамп снабжен ползушками-фиксаторами, размещенными в пазах наружной части выталкивателя и имеюп:,ими двусторонние скосы, последовательно взаимодействующие с клиновыми поверхностями карманов направляющего отверстия и внутренней части выталкивателя.
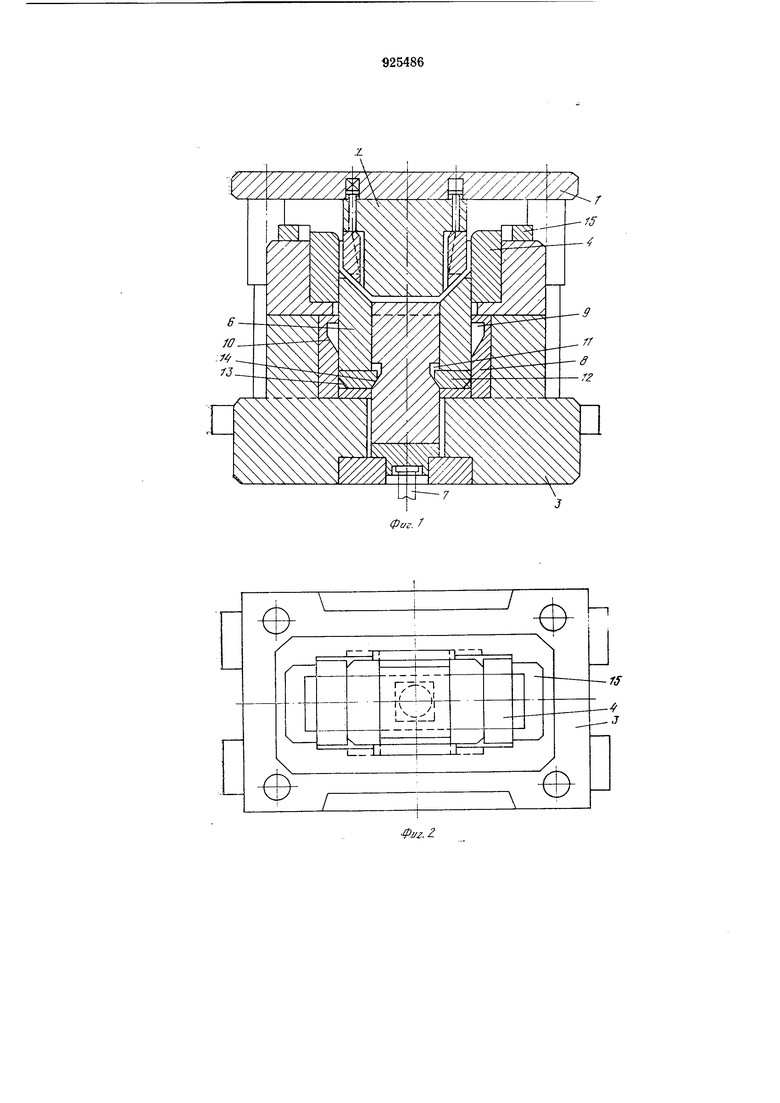
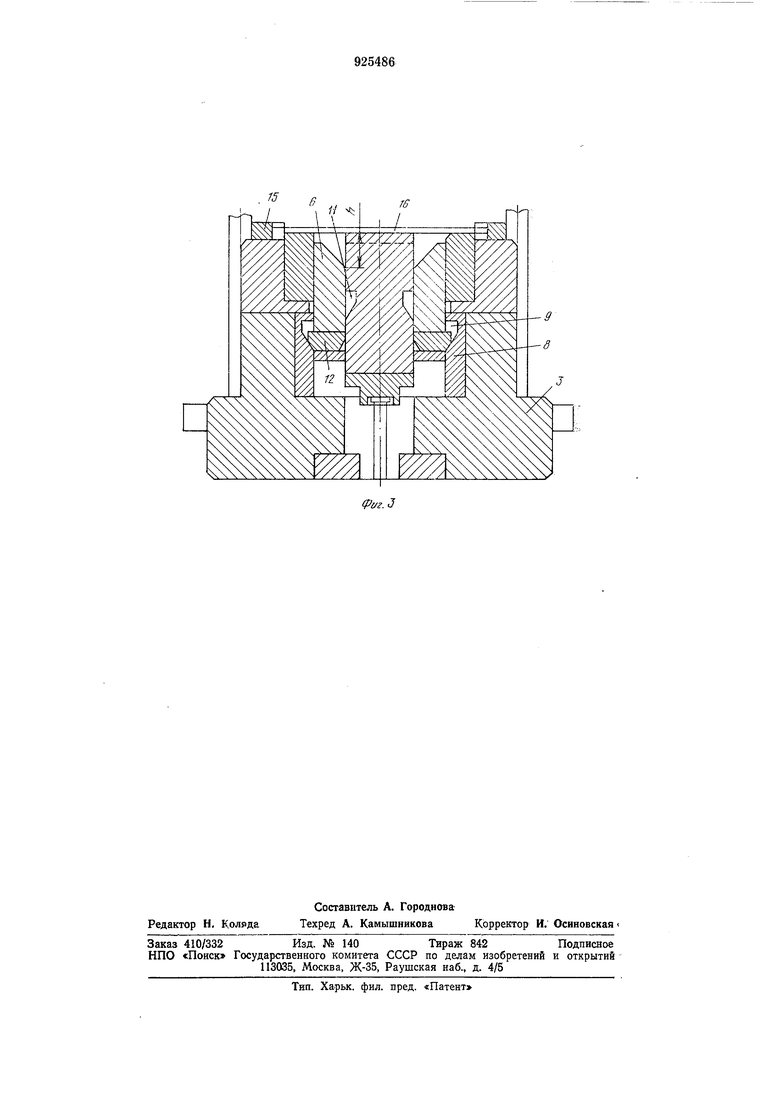
На фнг. 1 показан общий вид штампа в период окончания гибки изделия; на фиг. 2 - общий вид щиампа в нлане; на фиг. 3 - общий вид щтампа в исходном положении.
На верхней плите 1 штампа закреплен пуансон 2. На нижней плите 3 смонтированы матрица 4 и выталкиватель, состоящий из внутренней 5 и наружной 6 частей. Внутренняя часть 6 выталкивателя связана посредством толкателя 7 с буфером пресса (на чертеже не изображен). В нижней плите 3 установлены планки 8, оформляющие направляющее отверстие для выталкивателя и выполненные q карманами 9, ограниченными со стороны, обращенной к буферу пресса, клиновыми поверхностями 10. На боковой поверхности внутренней части 5 выталкив1ателя выполнены карманы 11, аналогичные карманам 9. В наружной части 6 выталкивателя выполнены перпендикулярные продольной оси щтампа пазы, в которых размещены ползушки-фиксаторы 12 с двухсторонними скосами 13 и 14. Н/а матрице 5 закреплены трафаретки 15 для фиксации заготовки 16.
Штамп работает следующим образом. В исходном положении (фиг. 3) обе части 5 и 6 выталкивателя находятся в крайнем верхнем положении. Заготовку 16 укладывают на торцовые поверхности матрицы 4 и внутреиней части 5 выталкивателя. При опускании вниз пуансона 2 на величину, соответствующую первому переходу гибки, визтренняя часть 5 выталкивателя опускается на такую же величину, а ее карманы 11 размещаются напротив ползушек-фиксаторов 12. При дальнейщем опускаиии вниз гибочного пуансона :2 и воздействии его на рабочие поверхности наружной части 6 выталкивателя последняя опускается вниз вместе с внутренней частью 5, происходит окончательная гибка. Одновременно ползушки-фиксаторы 12 под воздействием клиновых поверхностей 10 карманов 9 на скюсы 13 заходят в карманы 11 внутренней части 5 выталкивателя. Заканчивается процесс гибки в момент жесткого касания наружной б и внутренней 5 частей выталкивателя нижней плнты 3 штампа (фиг. 1).
После зппершсния лрсшссса гибк: гибочный пуансон 2 с верхней нлитой 1 поднимается вверх.
При этом внутренняя часть 5 выталкивателя, иоджим.аемая буфером пресса, начинает подниматься вверх, увлекая за собой наружную часть 6, заклиненную ползушками-фиксаторами 12.
Поднимаясь вверх, иаружи.ая 6 и внутренняя 5 части выталкивателя выталкивают готовое изделие из матрицы 4, а ползу шкп-фиксаторы 12 в момент окончания процесса выта.живания изделия перемещаются под действием клиновых поверхностей карманов 11 внутренней части 5 выталкивателя в карманы 9 планок 8.
При дальнейшем воздействии буфера пресса иа внутреннюю часть 5 выталкивателя наружная часть 6 его останавливается, а внутренняя часть 5 продолжает движение вверх всле|дствие перемещения ползушек-фиксаторов 12 в карманы 9 планок 8. Готовая деталь, поднятая на уровень торца матрицы 4, удаляется в тару.
Применение предлагаемого щтампа позволит обеспечить высококачественную гибку изделий сложной формы с больщой глубиной гибки, и кроме того, увеличить производительность труда за счет выполнения сложной гибки в одном штампе.
Формула изобретения
Гибочный штамп для изготовления деталей сложной формы из листовых заготовок, содержащий закрепленный на одной из плит пуаксон и смонтированные на другой плите матрицу и выталкиватель, размещенный в направляющем отверстии и выполненный составным из наружной и связанной с буфером внутренней частей, отличающийся тем, что, с целью уменьшения закрытой высоты штампа и обесиечения возможности получения деталей сложной формы за один переход, в наружной части выталкивателя выполнены сквозные направляющие пазы, перпендикулярные продольной оси щтампа, на боковой поверхности внутренней части выталкивателя и поверхности, ограничивающей направляющее отверстие, выполнены карманы, ограниченные каждый со стороны, обращенной к буферу клиновой иоверхностью, а штамп ползушкамификсаторами, размещенными в пазах наружной части выталкивателя и имеющими двусторонние скосы, последовательно взаимодействующие с клиновыми поверхностями карманов направляющего отверстия и внутренней части выталкивателя.
Источник информации, принятый во внимание при экспертизе:
1. Смирнов-Аляев Т. А. и Вайнтрауб Л, А. Холодная штамповка в приборостроении, М.-Л., 1963, с. 325, рис. 178 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки деталей с отверстиями на отгибаемых полках | 1983 |
|
SU1152687A1 |
| Гибочный штамп | 1984 |
|
SU1199356A1 |
| Штамп гибочный | 1980 |
|
SU871912A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ | 1992 |
|
RU2006320C1 |
| Гибочный штамп для изготовления скоб с горизонтальными полками | 1979 |
|
SU871902A1 |
| Штамп последовательного действия для изготовления деталей типа скоб | 1983 |
|
SU1143494A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1979 |
|
SU871908A1 |
| Штамп для пульсирующей вытяжки | 1986 |
|
SU1362540A1 |
| Комбинированный штамп для изготовления деталей из листовых заготовок | 1982 |
|
SU1055564A1 |
| Штамп последовательного действия | 1986 |
|
SU1382544A1 |