(54) УСТРОЙСТВО ДЛЯ ГИБКИ ФЛАНЦЕВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гибки фланцев | 1987 |
|
SU1618482A1 |
| СТАНОК ДЛЯ ГИБКИ ПРОФИЛЕЙВС?СО:СП:.;АЛ Iттп^-'^1^мш1ц>&^EHSJiHOj^^KA 1 | 1973 |
|
SU369960A1 |
| Фланцегибочная машина | 1980 |
|
SU925477A1 |
| Станок для гибки труб | 1981 |
|
SU990369A1 |
| Устройство для получения кольцевых деталей | 1976 |
|
SU648303A1 |
| Станок для гибки трубных панелей | 1975 |
|
SU562345A1 |
| Станок для гибки | 1976 |
|
SU660843A1 |
| Профилегибочный станок | 1985 |
|
SU1286314A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Станок для гибки труб | 1976 |
|
SU596328A1 |
I
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении кольцеобразных заготовок в холодном и горячем состоянии, например, для форм железобетонных труб.
Известно устройство для гибки фланцев, содержащее гибочный механизм и поворотный стол с гибочным шаблоном и двумя прижимами, связанными с механизмами их перемещения относительно плоскоси стола, расположенными в радиальных пазах -стола 1.
Но известное устройство не обеспечивает надежной фиксации заготовки рабочей плоскостью прижима, чтоприводит к соскальзыванию конца заготовки в начале изгиба, а диаметрально противоположное расположение прижимов на столе снижает качество подгибки входного конца изгибаемой заготовки, что ведет к снижению качества изготавливаемых изделий.
Цель изобретения - упрощение конструкции и повыщение качества изготавливаемых изделий.
Для достижения этой цели, радиальные пазы в столе расположены под углом друг к
другу, а механизмы перемещения прижимов выполнены в виде жестко связанных с прижимами шт.анг, снабженных индивидуальными приводами поворота вокруг своей оси и связанных со столом с возможностью осевого перемещения посредством цапф, которыми снабжены концы щтанг, и гаек, которыми снабжен стол.
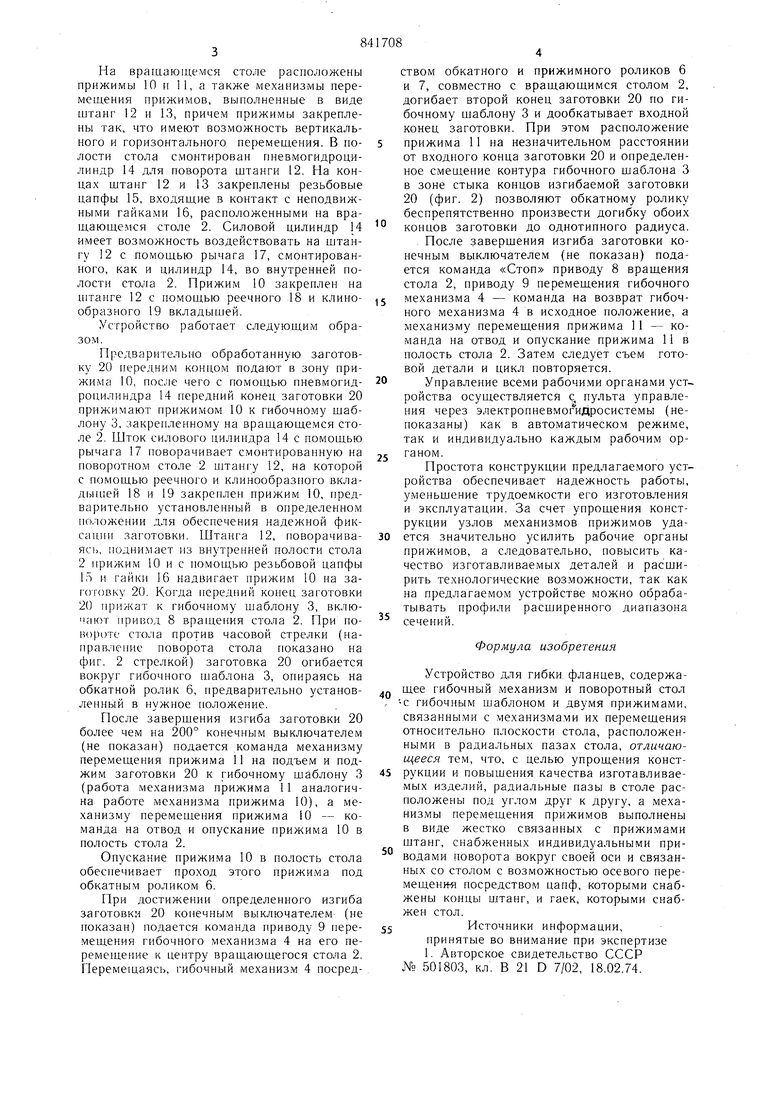
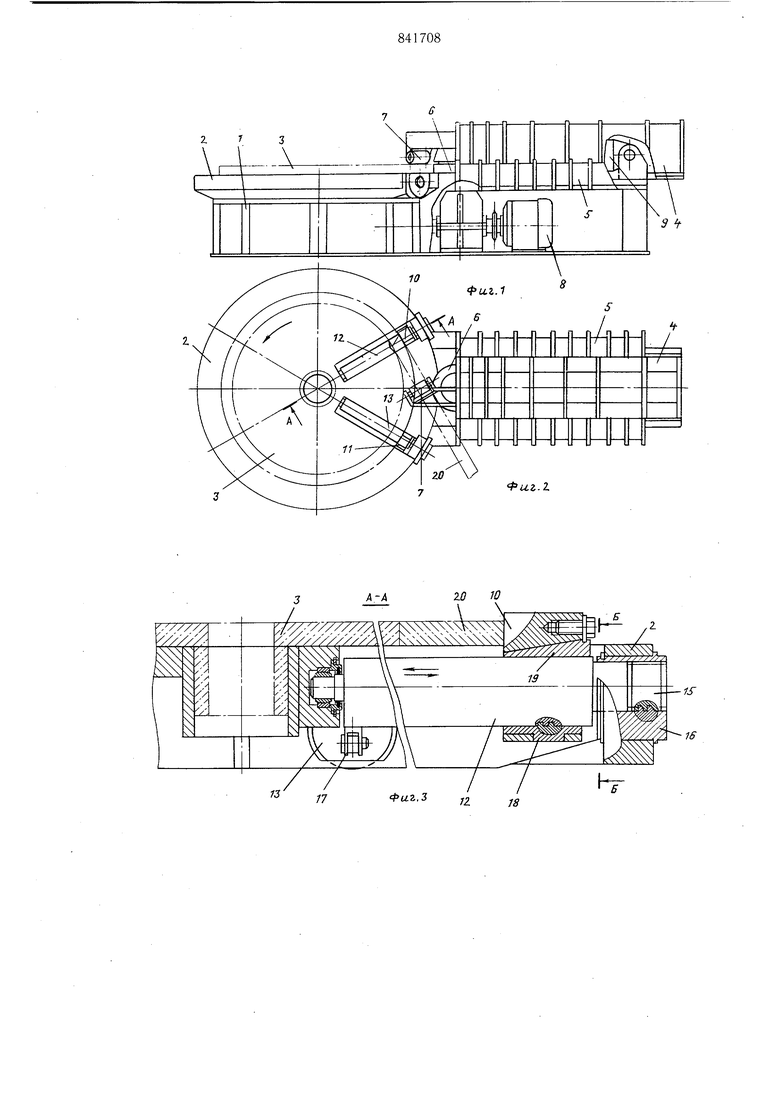
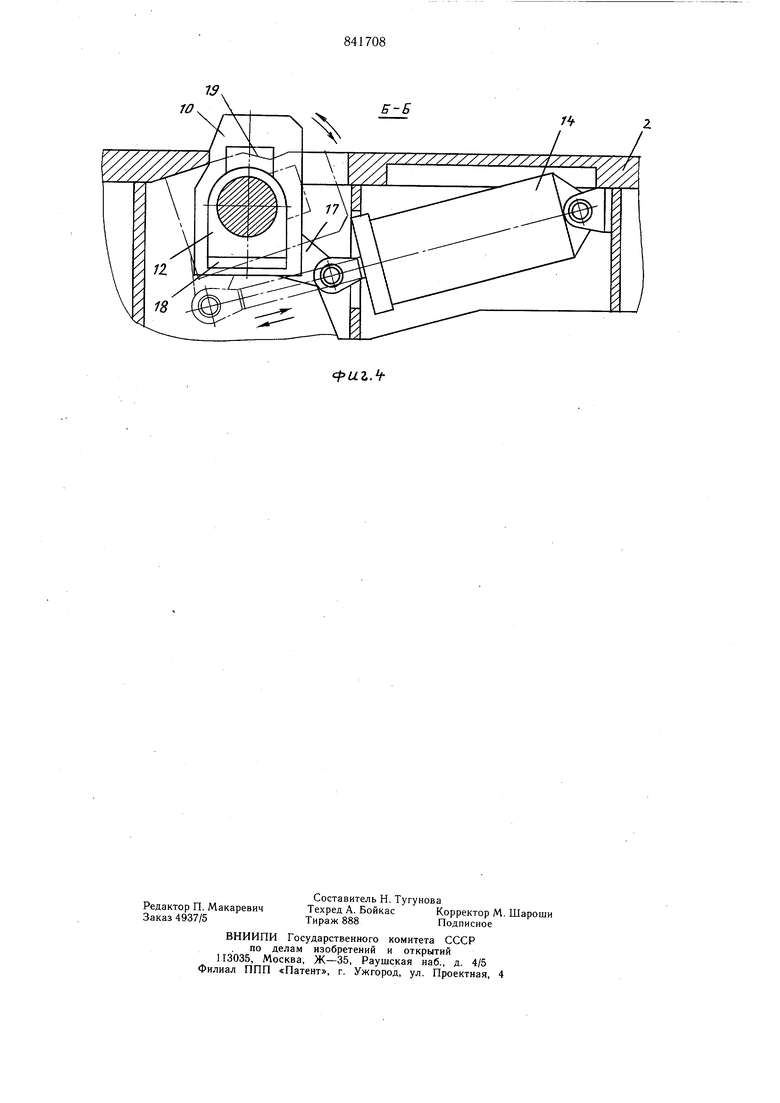
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - вид устройства в плане; 3 - разрез А-А на фиг. 2; на фиг. 4 - разрез Б-Б на фиг. 3.
Устройство содержит станину 1, стол 2 с гибочным щаблоном 3, смонтированный на станине с воз.можностью вращения, гибочный механизм 4, перемещающийся возвратно-поступательно по направляющим 5 станины 1.
Гибочный щаблон 3 выполнен со смещением контура в виде выемки в зоне стыка концов заготовки. На гибочном механизме 4 закреплены обкатной 6 и прижимной 7 ролики. Устройство снабжено приводом 8 вращения стола 2 и приводом перемещения гибочного механизма, выполненным в виде гидроцилиндра 9.
На вращающемся столе расположены прижимы 10 и 11, а также механизмы перемещения прижимов, выполненные в виде штанг 12 п 13, причем прижимы закреплены так, что имеют возможность вертикального и горизонтального перемещения. В полости стола смонтирован пневмогидроцилиндр 14 для поворота штанги 12. На концах штанг 12 и 13 закреплены резьбовые цапфы 15, входящие в контакт с неподвижными гайками 16, расположенными на вращающемся столе 2. Силовой цилиндр 14 имеет возможность воздействовать на щтангу 12 с помощью рычага 17, смонтированного, как и цилиндр 14, во внутренней полости стола 2. Нрижим 10 закреплен на uiTaare 12 с помощью реечного 18 и клинообразного 19 вкладышей.
Устройство работает следующим образом.
Предварительно обработанную заготовку 20 передним концом подают в зону прижима 10. после чего с помощью пневмогидроцилиндра 14 передний конец заготовки 20 прижимают прижимом 10 к гибочному щаблону 3, закрепленному на вращающемся столе 2. Шток силового цилиндра 14 с помощью рычага 17 поворачивает смонтированную на поворотном столе 2 штангу 12, на которой с помощью реечного и клинообразного вкладьипей 18 и 19 закреплен прижим 10, предварительно установленный в определенном положении для обеспечения надежной фиксации заготовки. Штанга 12, поворачиваяс1, поднимает из внутренней полости стола 2 прижим 10 и с помощью резьбовой цапфы 15 и гайки 16 надвигает прижим 10 на загоговку 20. Когда передний конец заготовки 20 прижат к гибочному шаблону 3, включают привод 8 вращения стола 2. При повороте стола против часовой стрелки (направле1П1е поворота стола показано на фиг. 2 стрелкой) заготовка 20 огибается вокруг гибочного шаблона 3, опираясь на обкатной ролик 6, предварительно установленный в нужное положение.
После завершепия изгиба заготовки 20 более че.м на 200° конечным выключателем (не показан) подается команда механизму перемещения прижима 11 на подъем и поджим заготовки 20 к гибочному шаблону 3 (работа механизма прижима 11 аналогична работе механизма прижима 10), а механизму перемещения прижима 10 - команда на отвод и опускание прижима 10 в полость стола 2.
Опускание прижима 10 в полость стола обеспечивает проход этого прижима под обкатным роликом 6.
При достижении определенного изгиба заготовки 20 конечным выключателем (не показан) подается команда приводу 9 перемещения гибочного механизма 4 на его перемещение к центру вращающегося стола 2. Перемещаясь, гибочный механизм 4 посредством обкатного и прижимного роликов 6 и 7, совместно с вращающимся столом 2, догибает второй конец заготовки 20 по гибочному щаблону 3 и дообкатывает входной конец заготовки. При этом расположение прижима 11 на незначительном расстоянии от входного конца заготовки 20 и определенное смещение контура гибочного шаблона 3 в зоне стыка концов изгибаемой заготовки 20 (фиг. 2) позволяют обкатному ролику беспрепятственно произвести догибку обоих концов заготовки до однотипного радиуса.
После завершения изгиба заготовки конечным выключателем (не показан) подается команда «Стоп приводу 8 вращения стола 2, приводу 9 перемещения гибочного механизма 4 - команда на возврат гибочного механизма 4 в исходное положение, а механизму перемещения прижима 11 - команда на отвод и опускание прижима 11 в полость стола 2. Затем следует съем готовой детали и цикл повторяется.
Управление всеми рабочими .органами уст ройства осуществляется с, пульта управления через электропневмогидросистемы (непоказаны) как в автоматическом режиме, так и индивидуально каждым рабочим органом.
Простота конструкции предлагаемого устройства обеспечивает надежность работы, у.меньщение трудоемкости его изготовления и эксплуатации. За счет упрощения конструкции узлов механизмов прижимов удается значительно усилить рабочие органы прижимов, а следовательно, повысить качество изготавливаемых деталей и расщирить технологические воз.можности, так как на предлагаемом устройстве можно обрабатывать профили расщиренного диапазона сечений.
Формула изобретения
Устройство для гибки, фланцев, содержащее гибочный механизм и поворотный стол с гибочным шаблоном и двумя прижимами, связанными с механизмами их перемещения относительно плоскости стола, расположенными в радиальных пазах стола, отличающееся тем, что, с целью упрощения конструкции и повышения качества изготавливаемых изделий, радиальные пазы в столе расположены под углом друг к другу, а механизмы перемещения прижимов выполнены в виде жестко связанных с прижи.мами штанг, снабженных индивидуальными приводами поворота вокруг своей оси и связанных со столом с возможностью осевого перемещений посредством цапф, которыми снабжены концы штанг, и гаек, которыми снабжен стол.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 501803, кл. В 21 D 7/02, 18.02.74.
Фиг.1
