(54) СПОСОБ ГИБКИ ТРУБ ПАМАТЫВАНИЕМ
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для гибки труб по спирали | 1977 |
|
SU667280A1 |
| Трубогибочный станок | 1977 |
|
SU764781A1 |
| УСТАНОВКА ДЛЯ ГИБКИ СВАРНЫХ ТРУБНЫХ ПАНЕЛЕЙ | 1970 |
|
SU271266A1 |
| Устройство для гибки труб наматыванием | 1989 |
|
SU1764741A1 |
| Устройство для гибки труб | 1984 |
|
SU1266603A1 |
| Способ изготовления волноводов сложной формы и устройство для осуществления способа | 2016 |
|
RU2634815C1 |
| Трубогибочная машина | 1973 |
|
SU467556A1 |
| Станок для гибки металла с ручным приводом | 2021 |
|
RU2757170C1 |
| Способ гибки труб | 1977 |
|
SU673347A1 |
| УСТРОЙСТВО для ГИБКИ ТРУБ с МАЛЫМ РАДИУСОМ ГИБА | 1964 |
|
SU163873A1 |
1
Изобретение относится к обработке металлов давлением, а именно к гибке труб.
Известен способ гибки труб наматыванием на шаблон, при котором врашают дорн и обеспечивают его постоянный контакт с внутренней поверхностью изгибаемой трубы 1.
Недостатком указанного способа является то, что между дорном и трубой возникает сила трения, препятствующая сходу и дорна, что способствует утонению стенки трубы в зоне наружного радиуса гибки.
Цель изобретения - улучшение качества гибки.
Указанная цель достигается тем, что в известном способе гибки труб, наматыванием на шаблон, при котором враш.ают дорн и обеспечивают его постоянный контакт с внутренней поверхностью изгибаемой трубы, враш,ающийся дорн в процессе гибки перемеш,ают вдоль оси трубы по направлению наматывания со скоростью, превышающей скорость наматывания трубы на шаблон
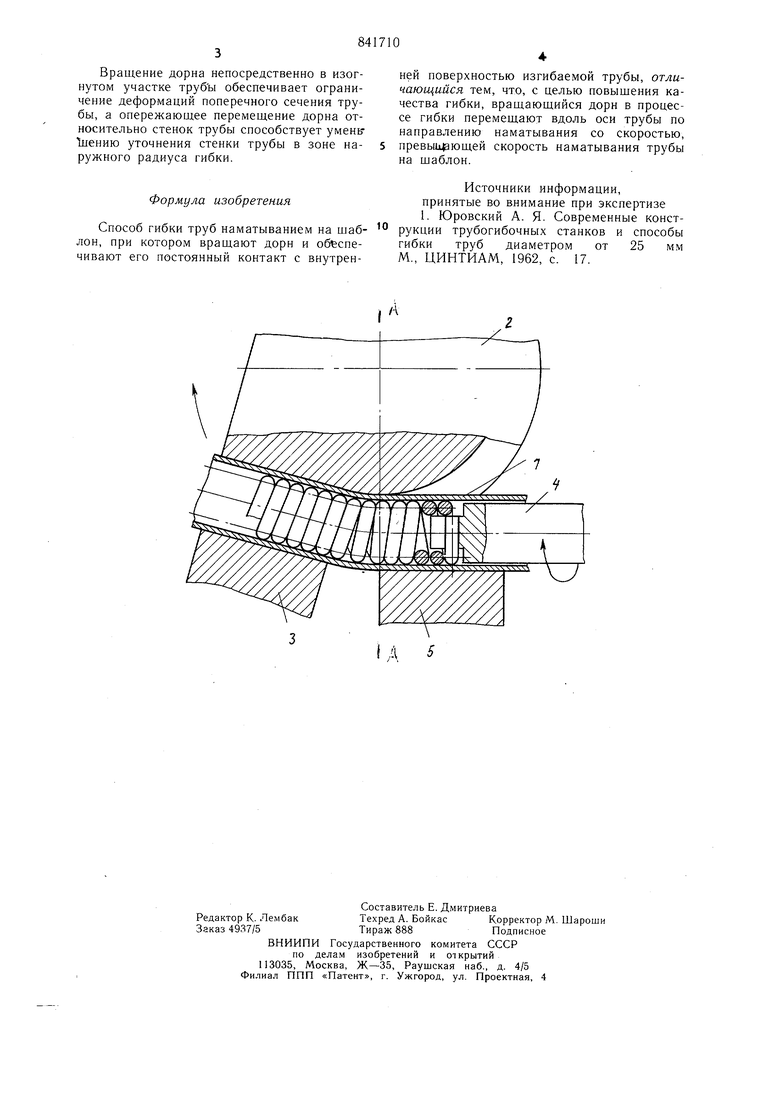
На чертеже изображена схема устройства, позволяющего осуществить предлагае мый способ.
Способ осуществляется следующим образом.
Трубу 1 прижимают к шаблону 2 прижимом 3, затем вводят дорн 4 так, чтобы конец его зашел за плоскость А-А, зажимают второй конец трубы ползуном 5, после чего, вращая шаблон 2, наматывают на него трубу, а дорну 4 сообщают вращательное и поступательное перемещение по направлению навивки трубы I, на щаблон 2 от индивидуального привода, при-этом дорн перемещают со скоростью, превыщающей скорость наматывания трубы на шаблон.
Для осуществления способа в качестве дорна используют, например, спиральную пружину, витки которой при ее вращении
5 перемещаются вдоль оси трубы, при этом направление вращения дорна задают противоположным направлению навивки спирали пружины, что обеспечивает совпадение направления движения спирали вдоль оси трубы и направления наматывания трубы на щаблон. Дорн вращают с такой скоростью, чтобы движение спирали пружины вдоль оси трубы опережало движение наматывания трубы.
Вращение дорна непосредственно в изогнутом участке трубы обеспечивает ограничение деформаций поперечного сечения трубы, а опережающее перемещение дорна относительно стенок трубы способствует уменвТшению уточнения стенки трубы в зоне наружного радиуса гибки. Формула изобретения Способ гибки труб наматыванием на щаблон, при котором вращают дорн и обеспечивают его постоянный контакт с внутренней поверхностью изгибаемой трубы, отличающийся тем, что, с целью повышения качества гибки, вращающийся дорн в процессе гибки перемещают вдоль оси трубы по направлению наматывания со скоростью, превьицающей скорость наматывания трубы на щаблон.
1Д 5 Источники информации, принятые во внимание при экспертизе 1. Юровский А. Я. Современные конструкции трубогибочных станков и способы гибки труб диаметром от М., ЦИНТИАМ, 1962, с. 17.
