t
Изобретение относится к листовой штамповке и касается конструкции шта.мпа для вытяжки ступенчатых деталей с использованием эластичной среды.
Известен шта.мп для вытяжки ступенчатых деталей из листовых заготовок, содержащий матрицу в виде корпуса с эластичной рабочей средой, подвижный кольцевой прижим и гидроцилиндр, шток которого несет центральный и кольцевой наружный пуансоны. Штамп обеспечивает вытяжку сначала большей ступени, а потом меньшей 1. . Однако при вытяжке меньшей ступени условия для течения материала неблагоприятные, так как материал для формообразования должен перетягиваться из фланца, претерпевая при этом два перегиба на малый радиус. Кроме того, поскольку на этом переходе должна быть деформация фланца, то необходимо предотврашать гофрообразование на фланце путе.м повышения давления в формообразующем агрегате. По указанным причинам технологические возможности этого штампа также крайне ограничены из-за разрывов заготовки на втором переходе (при вытяжке меньшей ступени).
Цель изобретения - повышение качества получаемых деталей путем создания осевого подпора при вытяжке ступени меньшего диаметра.
Указанная цель достигается путем улучшения условий течения материала заготовки к центральному пуансону при вытяжке ступени меньшего диа.метра за счет осевого подпора. Для этого штамп снабжен кольцевым контейнером с эластичной средой, закрепленным на наружном пуансоне, а прижим выполнен в виде втулки с фланцем, цилиндрическая часть которой имеет диаметр, соответствующий диаметру рабочей полости контейнера, и снабжена кольцевой вставкой, установленной со стороны внутренней поверхности с возможностью от5носительного осевого перемещения.
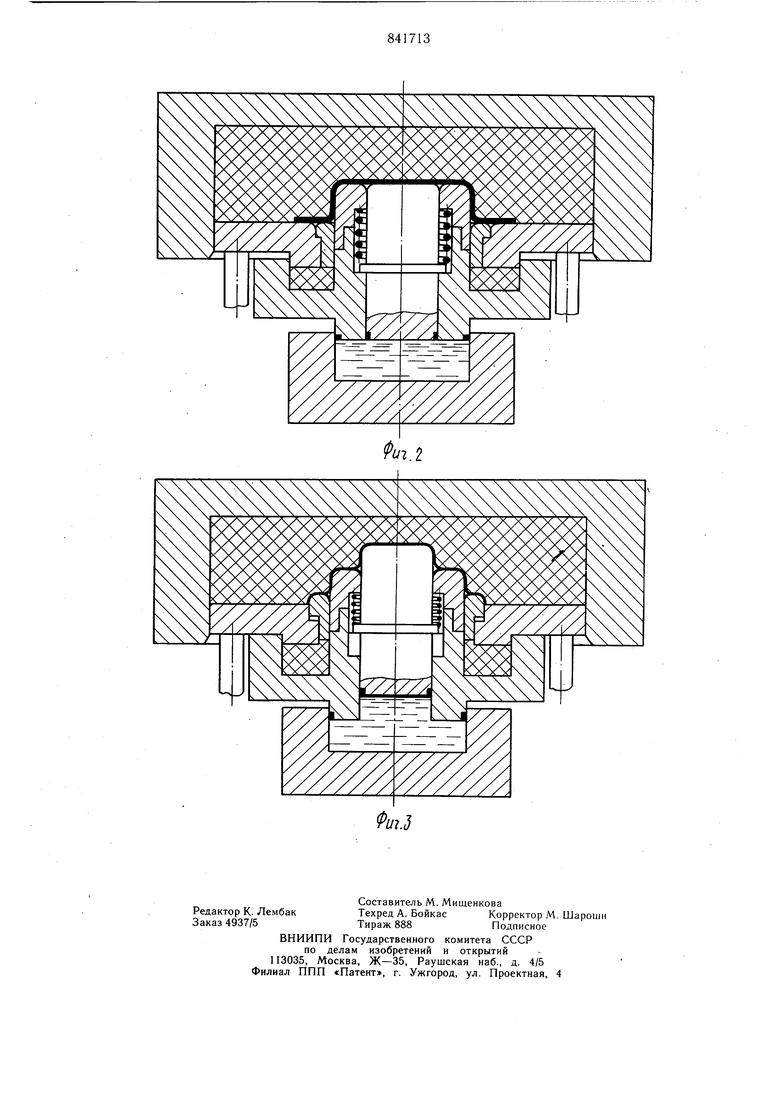
На фиг. 1 показан предлагаемый щтамп в исход-ном положении; на фиг. 2 - то же, в момент вытяжки ступени большего диаметра; на фиг. 3 - то же в момент вытяжки ступени меньшего диаметра.
Штамп содержит матрицу 1 с гидроэластичной средой 2, гидроцилиндр 3, на поршне 4 закреплены кольцевой пуансон 5 и контейнер 6 с эластичной средой 7, а в отверстии поршня 4 размещен пуансон 8 с ограничительным фланцем 9 и возвратной пружиной 10. Штамп содержит также прижим, имеющий форму втулки 11 с фланцем. Со стороны внутренней поверхности втулки с возможностью относительного осевого перемещения установлена кольцевая вставка 12. При опускании прижима его цилиндрическая часть входит в контейнер 6.
При опускании матрицы 1 с рабочей средой 2, воздействующей на заготовку 13, прижим опускается вниз до соприкосновения торца его цилиндрической части с эластичной средой 7 контейнера 6. Давление в контейнере 6 повышается, за счет чего кольцо 12 перемещается вверх, осуществляя осевое поддавливание заготовки, одновременно кольцевой пуансон 5 перемещается вниз, повышая при этом давление в гидроцилиндре и вызывая перемещение пуансона 8 вверх.
Усилие поддавливания определяется величиной давления среды в корпусе матрицы и соотношением площадей рабочих и опорных частей втулки 11 и кольца 12.
Формула изобретения
Штамп для вытяжки ступенчатых деталей, содержащий матрицу с рабочей средой, прижим и гидроцилиндр, на поршне которого установлены центральный и кольцевой пуансоны, отличающийся тем, что, с целью повыщения качества получаемых деталей путем создания осевого подпора при вытяжке ступени меньщего диаметра, он снабжен кольцевым контейнером с эластичной средой, закрепленным на наружном пуансоне а прижим выполнен в виде втулки с цем, цилиндрическая часть которой имеет диаметр, соответствующий диаметру рабочей полости контейнера, и снабжена кольцевой вставкой, установленной со стороны внутренней поверхности с возможностью относительного осевого перемещения.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 592485, кл. В 21 D 22/12, 06.08.76.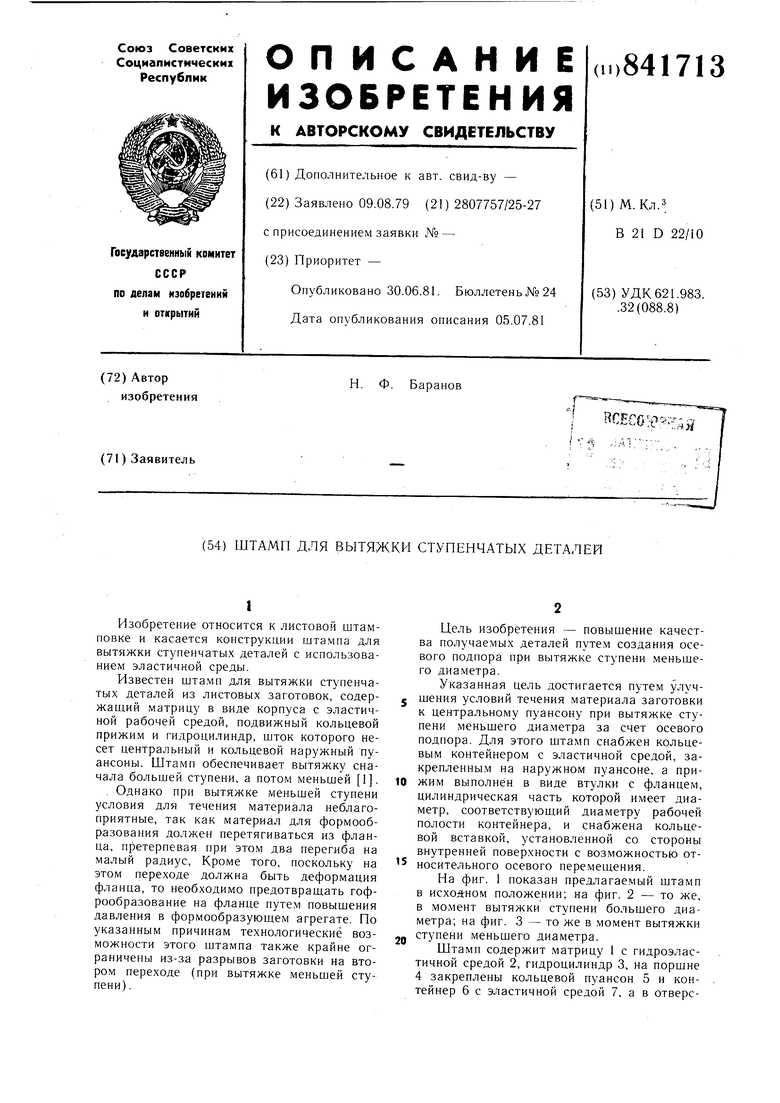
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления полых деталей с фланцем | 1985 |
|
SU1265006A1 |
| Штамп для вытяжки | 1976 |
|
SU592485A1 |
| Устройство для глубокой вытяжки с торцовым подпором | 1987 |
|
SU1489890A1 |
| Штамп для вытяжки | 1987 |
|
SU1503938A1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ПОЛЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 1993 |
|
RU2087230C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ | 1994 |
|
RU2082525C1 |
| Способ вытяжки изделий и штамп для его осуществления | 1984 |
|
SU1329868A1 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ С ТОРЦЕВЫМ ПОДПОРОМ ФЛАНЦА ЗАГОТОВКИ | 1994 |
|
RU2111817C1 |
| Устройство для гидромеханической вытяжки | 1988 |
|
SU1558535A1 |
| Штамп для вытяжки деталей из листовой заготовки | 1980 |
|
SU978978A1 |