Изобретение относится к сварке, в частности к устройствам для многопроходной сварки в среде защитного газа плавящимся и неплавящимся электродами, оснащенным системой автоматики с программным управ- лением.и может быть использовано при изготовлении и ремонте ответственных узлов и агрегатов в судостроении, машиностроении, химической и других отраслях промышленности.
Известно устройство для сварки с колебаниями электрода (см авт. свид. СССР N; 841854,кл. В 24 К 9/30, 1981), содержащее корпус, в котором расположен вал, привод вращения вала, горелку, механизм колебания горелки, систему управления сдатчиком
положения горелки по ширине разделки и датчиком величины амплитуды колебаний. Однако известное устройство не обеспечивает качественное соединение при сварке широких разверток ответственных конструкций, т.к. кромка разделки не контролируется.
Наиболее близким к заявленному и принятым за прототип является устройство для дуговой сварки с колебаниями электрода (авт. свид. СССР № 1324792, кл. В 23 К 9/30, 1987), содержащее горелку, связанную с механизмом колебаний штоком, реверсивный привод механизма колебания, систему управления с датчиком слежения за кромкой разделки и датчиком контроля перемеще ел о ел
00
о
ния горелки, микропроцессором, взаимосвязанным посредством усилителя сдатчиком частоты и направления вращения ротора электродвигателя и датчиком контроля положения электрода относительно оси симметрии разделки свариваемых кромок.
Недостатком известного устройства являются его ограниченные технологические возможности при сварке разделок различ- ной ширины ответственных соединений конструкций из легированных сталей, в которых сварной шов формируется двумя и более валиками (по ширине разделки) с последовательным перекрытием предыдуще- го валика. В известном устройстве горелка не останавливается у кромки разделки на заданном расстоянии от нее для постоянной величины глубины проплавления кромок, т.к. задается только амплитуда колебания независимо от реальной формы разделки.
Целью изобретения является расширение технологических возможностей устройства при многопроходной сварке разделок различной ширины и глубины ответственных соединений конструкций.
Эта цель достигается тем, что устройство для дуговой сварки с колебаниями электродов, содержащее горелку, связанную с механизмом колебаний штоком, реверсивный привод механизма колебания, систему управления с датчиком слежения за кромкой разделки и датчиком контроля перемещения горелки, счетчик оборотов, электрически связанный с реверсивным приводом и датчиком контроля перемещения горелки, снабжено штангой, связанной с выходным валом реверсивного двигателя, вторым датчиком слежения за кромкой раз- делки, шток кинематически связан с реверсивным приводом и установлен на штанге с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном штанге, а датчики слежения за кром- кой разделки установлены по разные стороны от горелки.
Отличительными признаками изобретения являются:
устройство снабжено штангой, связанной с выходным валом реверсивного двигателя, вторым датчиком слежения за кромкой разделки, шток кинематически связан с реверсивным приводом и установлен на штанге с возможностью возвратно-поступа- /гельного перемещения в направлении, перпендикулярном штанге, а датчики слежения за кромкой разделки установлены по разные стороны от горелки;
5
0 5 0
5
0 5 0 5
0
5
датчик слежения за кромкой горелки выполнен в виде упругого электропроводного щупа с установленным на нем диэлектрическим наконечником с пазом.
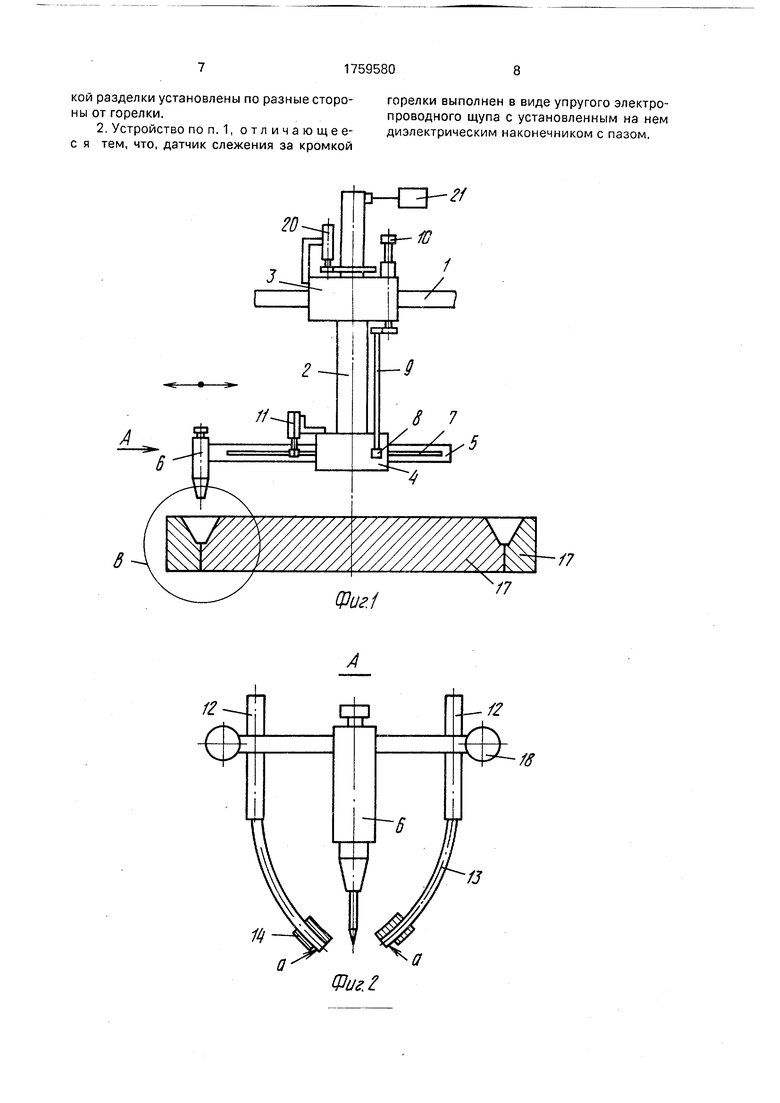
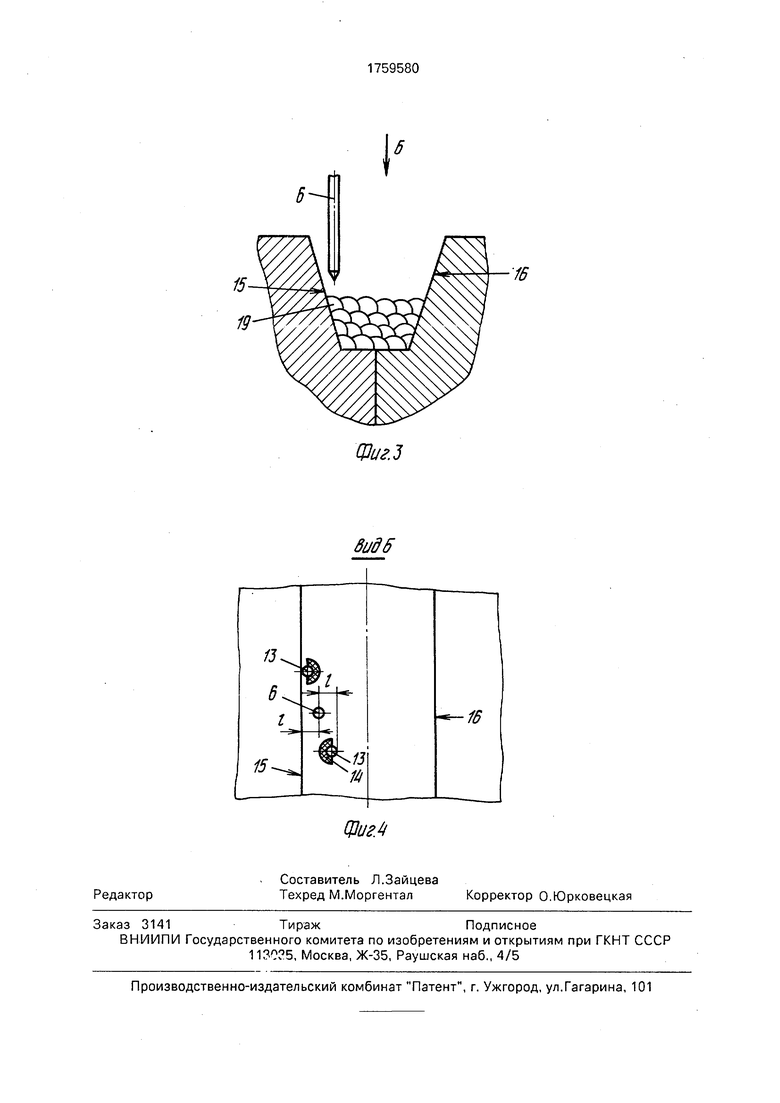
На фиг. 1 показано устройство для дуговой сварки с колебаниями электрода, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - сварной шов; на фиг. 4 - вид Б на фиг. 3.
Устройство для дуговой сварки с колебаниями электрода содержит корпус 1, штангу 2, установленную в муфте 3, смонтированной на подшипниковых опорах (на чертеже не показаны), закрепленных на корпусе 1, направляющую 4, закрепленную на конце штанги 2, подвижный в направлении, перпендикулярном штанге 2,шток 5, расположенный в направляющей 4, сварочную горелку 6, закрепленную на штоке 5. На штоке 5 закреплена зубчатая рейка 7, входящая в зацепление с зубчатым колесом 8, установленным на валу 9, связанном зубчатой парой (поз. не обозначена) с реверсивным приводом 10. Привод 10, зубчатая пара, вал 9, зубчатое колесо 8, зубчатая рейка 7, шток 5 образуют механизм колебания горелки (поз. не обозначен). Механизм колебания горелки снабжен датчиком контроля перемещения горелки 11, установленным на направляющей 4, электрически связанным с реверсивным приводом 10 механизма и контактирующим с зубчатой рейкой 7. Датчик контроля перемещения горелки выполнен, например, в виде вращающегося трансформатора типа БС-155А. Система управления устройства снабжена датчиками слежения за кромкой разделки 12, закрепленными на сварочной горелке 6 по разные стороны относительно продольной оси горелки 6 в направлении сварки. Каждый датчик 12 выполнен из двух частей, из упругого электропроводного щупа 13 и диэлектрического наконечника 14, например, из керамической втулки, закрепленной на конце щупа 13. В каждом наконечнике 14 выполнен паз а, которым наконечник 14 ориентирован к стенкам 15, 16 разделки под сварной шов в изделиях 17. Датчики слежения за кромкой разделки 12 электрически связаны с реверсивным приводом 10 механизма колебания горелки. Для настройки датчиков 12 относительно электрода горелки 6 предназначен ручной корректор 18. Сварной шов включает ряд валиков 19, На муфте 3 закреплен счетчик оборотов 20 штанги, например, вращающийся трансформатор, типа БС-155А, связанный электрически с реверсивным приводом 10 механизма колебаний горелки. Сигналы датчиков слежения за кромкой разделки 12, счетчика оборотов 20 штанги 2 додаются в систему управления (поз. не
обозначена), в которую входят микропроцессор, пульт управления и блок управления (на чертеже не показаны). С реверсивным двигателем 21 связана через шестерню и зубчатую рейку (на чертеже не показаны) штанга 2.
Устройство для дуговой сварки с колебаниями электрода работает следующим образом. Оператор выставляет с помощью ручного корректора 18 левый и правый датчики слежения за кромкой разделки 12 относительно электрода горелки б на расстояние I (см. фиг. 4), необходимое для обеспечения заданной глубины проплавле- ния стенок 15, 16 свариваемых изделий 17 (т.е. устанавливается расстояние от стенок разделки 15,16 до электрода горелки 6). При этом левый датчик слежения за кромкой разделки 12 ориентируется поворотом электропроводного щупа 13с пазом а керамического наконечника 14 к левой стенке 15, а правый датчик слежения за кромкой разделки 12-к правой стенке 16. Системой управления задается неоОходимая амплитуда колебания горелки 6, равная ширине наплавляемого валика 19. Горелка 6 подводится к левой стенке 15 разделки шва до контакта левого датчика слежения за кромкой разделки 12 со стенкой 15. С пульта управления системы управления подается сигнал на включение реверсивного двигателя 21 вращения штанги 2. Включается также привод 10 механизма колебания горелки, при этом горелка 6 начинает совершать колебательное движение, причем при контакте с левой стенкой 15 левого датчика слежения за кромкой разделки 12, датчик 12 выдает сигнал в микропроцессор, который формирует управляющий сигнал и выдает его в блокуправления на реверс привода 10, горелка 6 останавливается и начинает движение в противоположную сторону на заданноерасстояние,которое контролируется датчиком контроля перемещения горелки 11. После наплавки первого валика 19 по сигналу счетчика оборотов 20, механизм колебания (поз. не обозначен) смещает горелку 6 на половину ширины сварочного валика 19 к правой стенке 16 разделки с учетом последовательного перекрытия предыдущего валика 19. Затем вновь включается механизм колебания горелки (поз. не обозначен), который перемещает горелку 6 влево-вправо на одно и то же расстояние, задаваемое датчиком контроля перемещения горелки 11 (равное ширине сварочного валика 19) и т.д. Процесс наплавки валиков 19 продолжается до тех пор, пока правый датчик слежения за кромкой разделки 12 не коснется своим щупом 13
правой стенки 16 разделки. После этого механизм колебания останавливается и меняет направление по сигналу правого датчика слежения за кромкой разделки 12 (а не по
сигналу датчика контроля перемещения горелки 11), при этом достигается заданная глубина проплавления правой стенки 16 разделки, т.к. расстояние от электрода горелки 6 до датчика слежения за кромкой
разделки 12, опирающегося на стенку 16 разделки всегда остается постоянным независимо от геометрических размеров и взаимного положения левой 15 и правой 16 стенок разделки, что расширяет технологические возможности устройства. При этом датчики слежения за кромкой разделки 12 не ломаются при их контакте со стенками 15, 16 разделки и не вносят погрешности в процессе сварки, т.к. они касаются стенок
15, 16 разделки керамическими наконечниками 14, отклоняются за счет выполнения щупа 13 упругим и возвращаются за счет упругости в исходное положение при отходе горелок 6 от стенок 15, 16 разделки.
Такое выполнение устройства для дуговой сварки с колебаниями электрода по сравнению с прототипом расширяет технологические возможности устройства за счет обеспечения сварки разделок различной
ширины, кольцевых швов с широкой разделкой, автоматизирует процесс раскладки сварочных валиков и обеспечивает постоянную глубину проплавления сварочных кромок, что особенно важно при сварке легированных сталей ответственных соединений конструкций.
Формула изобретения
1. Устройство для дуговой сварки с кол ебаниями электрода, содержащее горелку, связанную с механизмом колебаний штоком, реверсивный привод механизма колебания, систему управления с датчиком слежения за кромкой разделки и датчиком
контроля перемещения горелки, счетчик оборотов, электрически связанный с реверсивным приводом и датчиком контроля перемещения горелки, отличающееся тем, что, с целью расширения номенклатуры
свариваемых соединений путем автоматизации процесса раскладки валиков шва и обеспечения заданной глубины проплавления, оно снабжено штангой, связанной с выходным валом реверсивного двигателя,
вторым датчиком слежения за кромкой раз- делки щиток кинематически связан с реверсивным приводом и установлен на штанге с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном штанге, а датчики слежения за кромкой разделки установлены по разные стороны от горелки.
2, Устройство по п. 1, отличающее- с я тем, что, датчик слежения за кромкой
горелки выполнен в виде упругого электропроводного щупа с установленным на нем диэлектрическим наконечником с пазом.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ОРИЕНТАЦИИ СВАРОЧНОЙ ГОРЕЛКИ ОТНОСИТЕЛЬНО РАЗДЕЛКИ СВАРИВАЕМЫХ КРОМОК ШВА | 1991 |
|
RU2032516C1 |
| Сварочная головка для многопроходнойСВАРКи глубОКиХ РАздЕлОК | 1979 |
|
SU841838A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |
| Устройство для дуговой сваркиС КОлЕбАНияМи элЕКТРОдА | 1977 |
|
SU795809A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2006 |
|
RU2348494C2 |
| Устройство для автоматической сварки | 1980 |
|
SU893486A1 |
| СПОСОБ МНОГОПРОХОДНОЙ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ С ПОДАЧЕЙ ПРИСАДОЧНОЙ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2013 |
|
RU2548541C2 |
| Способ управления положением сварочной горелки и устройство для его осуществления | 1987 |
|
SU1544534A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1780958A1 |
| Датчик положения свариваемого стыка при многопроходной сварке | 1978 |
|
SU764889A1 |
Использование: устройства для многопроходной сварки кольцевых швов в среде защитного газа плавящимся и неплавящимся электродом, оснащенные системой автоматики с программным управлением. Сущность изобретения: устройство имеет датчики слежения за кромкой разделки, установленные по разные стороны от горелки 6. В конструкцию устройства входит штанга 2, связанная с выходным валом реверсивного привода 10 и штока, кинематически связанного с реверсивным приводом 10 и установленного на штанге 2 с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном штанге 2. Датчики слежения за кромкой разделки выполнены в виде упругого электропроводного щупа с установленным на нем диэлектрическим наконечником с пазом, щупы обеспечивают постоянный контакт датчиков с кромками разделок, их возврат в первоначальное положение при перемещениях горелки и исключают погрешности в работе. 1 з.п. ф-лы, 4 ил. СП С
20
Фи&1
#
Qutt
2f
N
/7
/J
15Qlt/t.3
8ид5
.13 14
| Устройство для сварки с колебаниямиэлЕКТРОдА | 1979 |
|
SU841854A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для дуговой сварки с колебаниями электрода | 1986 |
|
SU1324792A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
