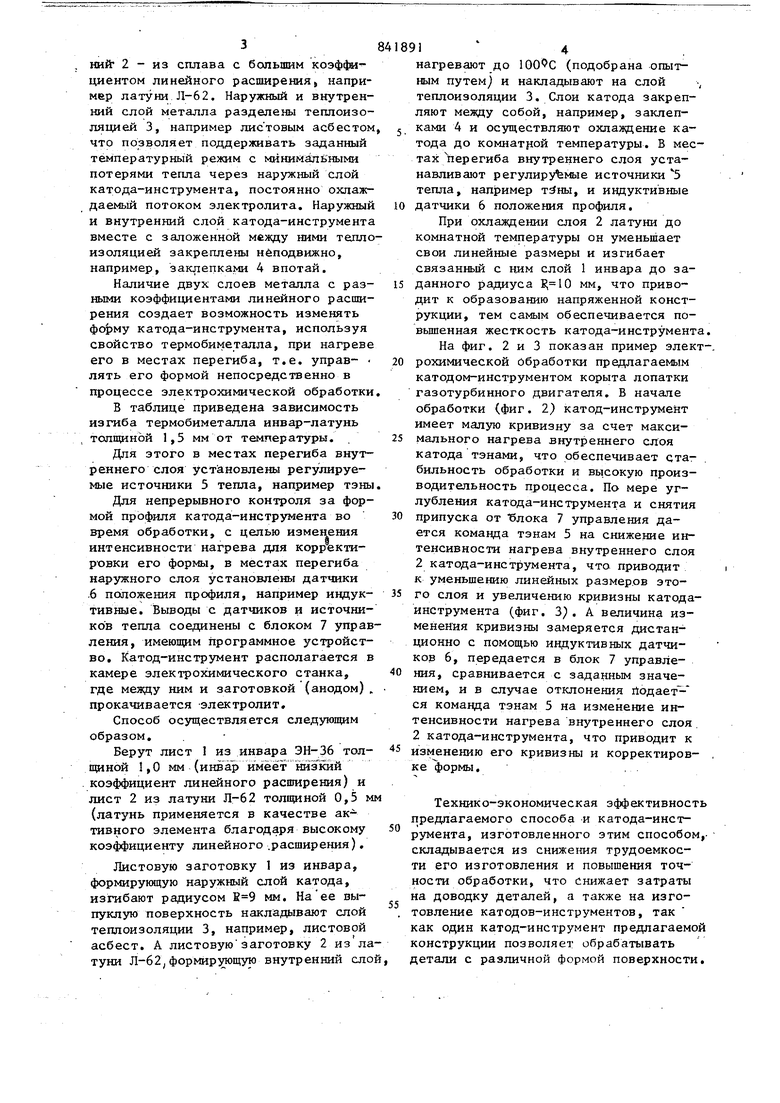
(54) КАТОД-ИНСТРУМЕНТ для ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ НИИ- 2 - из сплава с большим коэффициентом линейного расширения, например латуни Л-62. Наружный и внутренний слой металла разделены теплоизоляцией 3, например листовым асбестом что позволяет поддерживать заданный температурный режим с мйнимальными потерями тепла через наружный слой катода-инструмента, постоянно охлаждаемый потоком электролита. Наружный и внутренний слой катода-инструмента вместе с заложенной между ними теошо изоляцией закреплены неподвижно, например, заклепками 4 впотай. Наличие двух слоев металла с разными коэффициентами линейного расширения создает возможность изменять катода-инструмента, используя свойство термобиметалла, при нагреве его в местах перегиба, т.е. управ- лять его формой непосредственно в процессе электрохимической обработки В таблице приведена зависимость изгиба термобиметалла инвар-латунь топщиной 1,5 мм от температуры. Для этого в местах перегиба внутреннего слоя установлены регулируемые источники 5 тепла, например тэны Для непрерывного контроля за формой профиля катода-инструмента во время обработки, с целью изменения интенсивности нагрева для корректировки его формы, в местах перегиба наружного слоя установлены датчики ,6 положения профиля, например индуктивные. Выводы с датчиков и источников тепла соединены с блоком 7 управ ления, имеющим программное устройство. Катод-инструмент располагается в камере электрохимического станка, где между ним и заготовкой (анодом) . прокачивается электролит. Способ осуществляется следующим образом. Берут лист 1 из инвара ЭН-36 толщиной 1,0 мм (инвар имеет низкий . коэффициент линейного расширения) и лист 2 из латуни Л-62 толщиной 0,5 м (латунь применяется в качестве активного элемента благодаря высокому коэффициенту линейного .расширения), Листовую заготовку 1 из инвара, формирующую наружный слой катода, изгибают радиусом мм. На ее выпуклую поверхность накладывают слой теплоизоляции 3, например, листовой асбест. А листовуюзаготовку 2 изла туни Л-62 формирующуи внутренний сло нагревают до (подобрана опытным путем) и накладывают на слой , теплоизоляции 3. Слои катода закрепляют между собой, например, заклепками 4 и осуществляют охлаждение катода до комнатной температуры. В местах перегиба внутреннего слоя устанавливают регулиру% мые источники 5 тепла, например , и индуктивные датчики 6 положения профиля. При охлаждении слоя 2 латуни до комнатной температуры он уменьшает свои линейные размеры и изгибает связанный с ним слой 1 инвара до заданного радиуса 10 мм, что приводит к образованию напряженной конструкции, тем самым обеспечивается повьш1енная жесткость катода-инструмента. На фиг. 2 и 3 показан пример элект-. рохимической Обработки предлагаемым катодом-инструментом корыта лопатки газотурбинного двигателя. Б начале обработки (фиг. 2) катод-инструмент имеет малую кривизну за счет максимального нагрева внутреннего слоя катода тэнами, что обеспечивает стабильность обработки и высокую производительность процесса. По мере углубления катода-инструмента и снятия припуска от тблока 7 управления дается команда тэнам 5 на снижение интенсивности нагрева внутреннего слоя 2 катода-инструмента, что приводит к уменьшению линейных размеров этого слоя и увеличению кривизны катодаинструмента (фиг. 3). А величина изменения кривизны замеряется дистанционно с помощью индуктивных датчиков 6, передается в блок 7 управления, сравнивается с заданным значением, и в случае отклонения йодает ся команда тэнам 5 на изменение интенсивности нагрева внутреннего слоя 2 катода-инструмента, что приводит к изм енению его кривизны и корректиров- , ке формы., . Технико-экономическая эффективность предлагаемого способа и катода-инструмента, изготовленного этим способом,складывается из снижения трудоемкости его изготовления и повышения точности обработки, что снижает затраты а доводку деталей, а также на изготовление катодов-инструментов, так ак один катод-инструмент предлагаемой онструкции позволяет обрабатывать етали с различной формой поверхности. Формула изобретения 1.Катод-инструмент для электрохимической размерной обработки сложных поверхностей с малой кривизной с рабочей частью, выполненной многослой ной, отличающийся тем, что. С целью повьшения точности, внут ренний слой выполнен из материала с большим коэффициентом линейного jpacширения по сравнению с наружным токопроводящим слоем, а в местах перегиба внутреннего слоя установлены регулируемые источники тепла и датчики положения профиля. 2.Способ изготовления катода-инст румента по П.1, при котором слои катода закрепляют между собой, о т л ичающийся тем, что до операции закрепления листовую заготовку, формирующую наружньй слой катода, изгибают по дуге окружности, накладывают на ее выпуклую поверхность слой теплоизоляции, а листовую заготовку, формирующую внутренний слой, нагревают до ЮО-с и накладывают в нагретом состоянии на слой теплоизоляции, причем после закрепления всех слоев катода, осуществляют охлаждение до комнатной температуры. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке № 271474.2/08,кл.В 23 Р 1/12, 1979.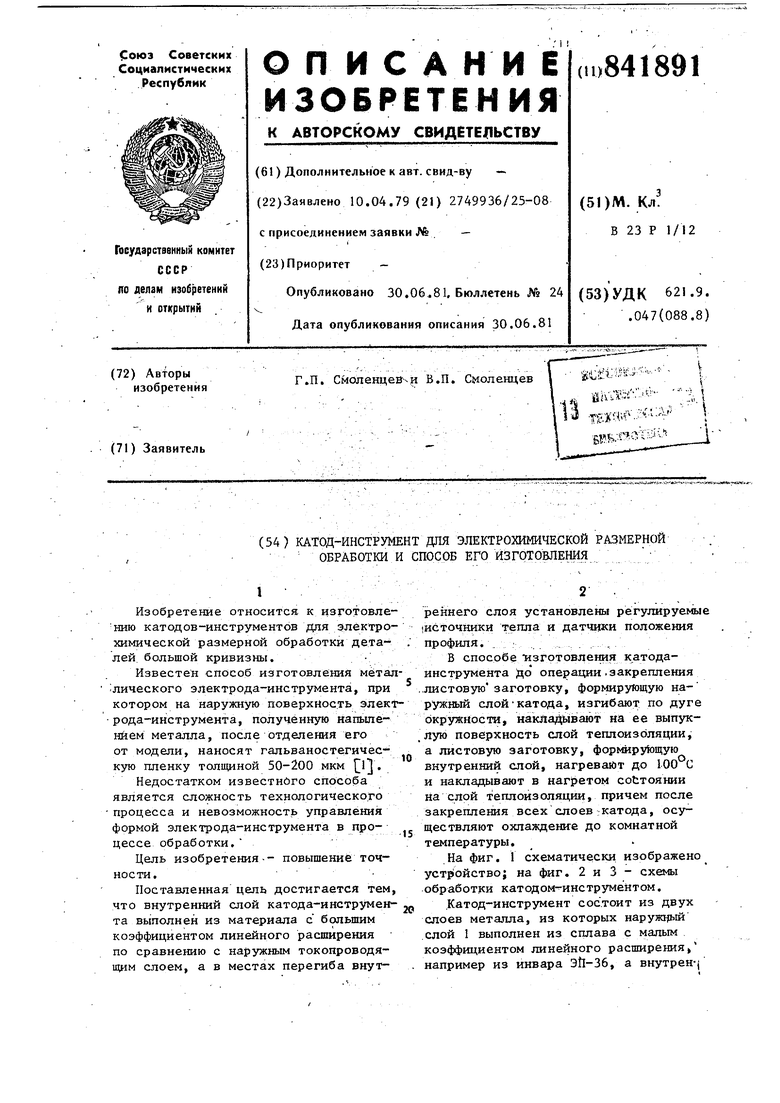

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления электродаинструмента | 1974 |
|
SU529040A1 |
| Способ изготовления и шаблон для электрохимического получения углублений в пазах охлаждающего канала детали | 2018 |
|
RU2699471C1 |
| Способ размерной электрохимической обработки | 1981 |
|
SU965694A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО РАЗДЕЛЕНИЯ ЛИСТОВЫХ МАТЕРИАЛОВ | 2004 |
|
RU2275279C2 |
| Способ изготовления электродаинструмента для электрохимического маркирования | 1973 |
|
SU663550A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ИЗГОТОВЛЕНИЯ УГЛУБЛЕНИЙ, ОБРАЗУЮЩИХ ТУРБУЛИЗАТОРЫ НА РЕБРАХ И В ДОННОЙ ЧАСТИ ОХЛАЖДАЮЩИХ КАНАЛОВ ТЕПЛОНАПРЯЖЕННЫХ МАШИН, И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2573465C2 |
| Способ изготовления многоэлектродного инструмента и устройство для его осуществления | 2016 |
|
RU2680327C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2275994C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ | 2010 |
|
RU2492032C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2004 |
|
RU2257981C1 |
Фмг, I
Фиг.2
Фиг.З
