(54) АВТОМАТ ДЛЯ СБОРКИ КОМШШКТА ДЕТАЛЕЙ




I
Изобретение представляет собой комплексное устройство, относится к автоматизации сборочных процессов в .различных отраслях техники, в машиностроении, в приборостроении и т.д и предназначено для сборки винтов различной длины с пружинной и плоской шайбами.
Известен автомат для сборки деталей,- содержащий вибробункеры, механизмы йоштучной вьщачи деталей, сборочное устройство 1Д.
Недостатками указанного устройства являются жесткие требования к длине винтов в одной партии деталей, кроме того, оно требует переналадки при изменении длины винта, сбрасывае комплекты деталей в тару беспорядочно и не обеспечивает автоматическую смену тары.
Цель изобретения - повышение производительности труда, расширение технологических возможностей за счет сборки винтов различной длийы с шай,бами без переналадки станка, обеспечения упорядоченного заполнения соб-j р анными к рмпл ек та.ми тЪхноло гич еекиX
кассет и автоматизации их стапелирования.
Поставленная цель достигается тем, что автомат снабжен замкнутым деталепроводом, с расг1олоЖённь1МИ в нем спутниками, приводом их перемещения, вибратором, установленным на деталепроводе, кассетами с гнездами под собираемые комплекта деталей, механизмами заполнения и перемещения кассет, а также механизмом их стапелирования
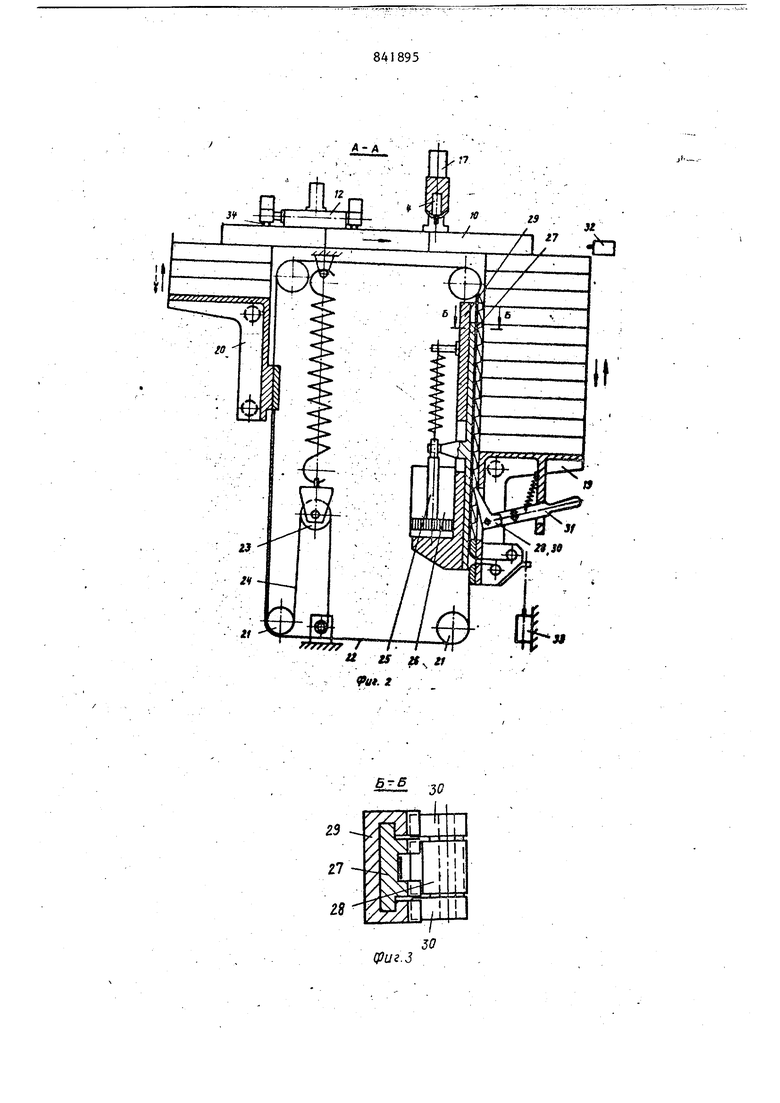
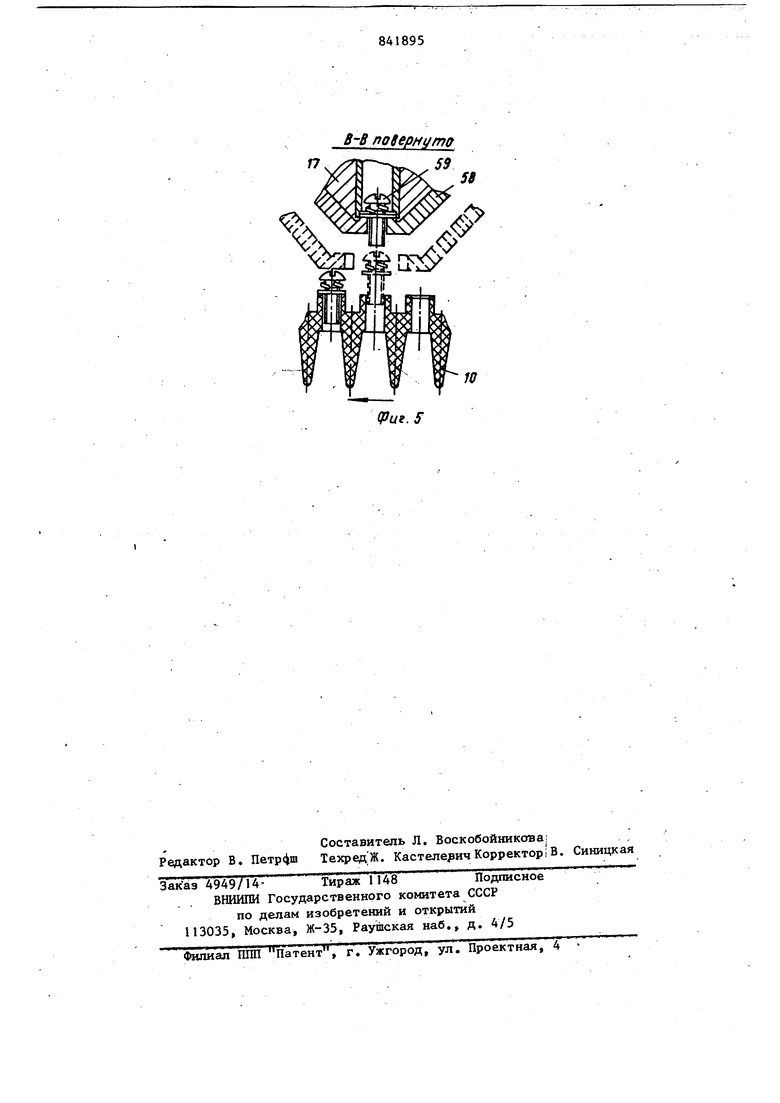
Причем механизм стапелирования кассет выполнен в виде приемной платформы, связанной с загрузочной платфор мой и имеющей возможность вертикального перемещения храпового механизма и силового цилиндра, шток которого кинематически связан с храповым механизмом. Кроме того, привод перемещения спут ников снабжен фрикционной муфтой ускоренногодвижения и обгонной муфтой замедленного движения, На фиг. 1 показан автомат общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг, 2j на фиг. 4 - кинематическая схема автомата на фиг. 5 - разрез В-В на фиг, 4 {повернуто). Автомат содержит неподвижно закрепленный на станине 1 (фиг. 1) замкнутый деталепровод 2 с прямоугольным каналом 3, заполненным спутниками 4, вибробункер 5 для плоских шайб, вибробункер 6 для пружинных шайб и вибробункер 7 для винтов. Сверху в Станине 1 выполнен горизонтальный продольньй. канал 8 с направляюпщми 9 для кассет 10, заканчивающийся с двух сторон вертикальными шинами 1I. Над горизонтальным каналом 8 установлен механизм 12 перемещения кассет. На деталепроводе 2 последовательно размещены механизмы 13 поштучной выдачи плоских шайб 14,, пружинных шайб и 15 винтов, а также вибратор 16 и механизм 17 заполнения кассет. На изгибе деталепровода 2 установлен привод 18 перемещения спу ников 4. В шинах 11 размещены вертикально подвижные приемная 19 i| загрузочная 20 платформы (фиг. 2, жестко связанные между собой одетой на ролики 21 гибкой лентой 22. Пружинный натяжной ролик 23 соединен гибкой свя зью 24 с лентой 22 и служит для возврата приемной .платформы 19 в крайнее верхнее, а загрузочной платформы 20 в крайнее нижнее положение. Шток 25 силового циливдра 26 жестко соединен с подвижной храповой рейкой 27 храпового механизма, взаимодействующей с собачкой 28 платформы 19. Подвижная храповая рейка 27 размещена внутри неподвижной храповой рейки 29 (фиг. 3) и имеет возможность верти кальйого перемещения относительно ее Рейка 29 зацепляется с собачками 30 и предйазначена для вертикальной фиксации платформ 19 и 20.На платформе 19 размещена рукоятка 31 для расцепления собачек 28 и 30 с рейками 27 и 29 и ручного перемещения ее ввер или вниз. Концевой выключатель 32 установлен на станине 1 и служит для управления пневмоцилиндром 26. Для обеспечения выключения привода 18 при переполнении платформы 19 кассетами 10 станок.снабжен концевым выключателем 33. Механизм перемещения кассет 12 имеет выдвижные штыри 34 для захвата и перемещения кассет 10. Привод 18 (фиг. 4) включает электродвигатель 35, ременную передачу 36, зубчатые колеса 37-44, фрикционную муфту 45 ускоренного движения, пружину 46, муфту 47 обгона замедленного движения, червячную передачу 48-49, маль1тийский механизм 50 и приводную звездочку 51. Подпружиненный качающийся рычаг 52 шарнирно соединен тягой 53 с фрикционной муфтой 45. Кривошип 54 жестко соединен с червячным колесом 49 и может воздействовать через рычаг 52 на концевой выключатель 55 управления механизмом I7 заполнения кассет, а также через рычаг 56 на концевой выключатель 57 управления механизмом 12 перемещения кассет. Механизм 17 заполнения кассет имеет откидные губки 58 (фиг. 5), направлякщие собранные комплекты деталей 59 в кассету 10, Автомат работает следующим образом. Вибробункеры 5-7 загружаются деталями, пустые кассеты ID устанавливаются в направляющие 9 и на загрузочную платформу 20. Включается привод 18, вибратор 16 и вибробункеры 5-7. Спутники 4 перемещаются по деталепроводу 2 с остановками неодинаковой длительности. Несколько коротких остановок чередуются с одной длительной. Количество остановок за один цикл соответствует количеству отверстий в одном ряду кассеты 10. Во время остановок спутников 4 механизм 13 поштучной выдачи заводит шайбу большего диаметра в спутник 4 снизу, а механизмы 14 и 15 сбрасывают меньшую шайбу, а затем винт в них сверху. Вибратор 16 способствует их сборке. Собранные комплекты 59 поступают в механизм 17 заполнения кассет, откуда губками 58 они периодически во время длительной остановки группой, соответствующей количеству отверстий в одном ряду, переводятся в кассету tO, губки 58 закрываются и процесс повторяется . За время заполнения механизма 17 комплектами 59, механизм 12 перемещения кассет вьщвижными штырями 34 передвигает кассеты 10 на один шаг, Подготавливая свободш.ш ряд отверс5тий для приема следующей группы комп лектов 59. Управление механизмом 17 заполнения кассет осуществляется концевым выключателем 55, а механизмом 12 перемещений кассет концевым выключателем 57, которые срабатывают под воздействием распределительного кривошипа 54 через рычаги 52 и 56. Вращение на кривошип 54 передается от двигателя 35 через передачи 36 37-40, через фрикционную муфту 45 и червячную передачу 48-49. В момент воздействия кривошипа 54 на рычаг 52 последний тягой 53 размыкает диски фрикционной муфты 45, частота вра щения зубчатых колес 43 и 42 уравнивается, муфта 47 обгона включается и движение на червяк 48 и мальтийски механизм 50 передается по цепочке 40, 41-42, 47, 43-44, 48 с замедленной скоростью, этим обеспечивается пауза, достаточная для срабатывания, механизма,7 заполнения кассет. Посл освобождения рычага 52 фрикционная муфта 45 включается пружиной 46 и i станавливается быстроходная цепочка. По мере продвижения кассет 10 с загрузочной платформы 20 по направля щим 9, крайняя из них совмещается с приемной платформой 19. Срабатывает концевой выключатель 32 и подает кр манду на силовой цилиндр 26, шток 25 опускается вниз, увлекая подвижную рейку 27. Рейка 27 собачкой 28 опускает платформу 19 на один шаг (высоту кассеты 10). При этом загрузочная платформа 20, будучи связана гибкой лентой с платформой 19, поднимается на один шаг, восстанавливая урбвень перед механизмом 12 перемещения кассет. После.освобождения выключателя 32 шток 25 поднимается вместе с храповой рейкой 27, но платформа 19 удерживается собачками 30 на прежнем уровне (фиг. 2 и 3), так как эти собачки сцеплены неподвижно с храповой рейкой 29. 5 После заполнения всех кассет станок вьпшючателем 33 останавливается. Заполненные кассеты 10 удаляются вручную, платформы 19 и 20 рукояткой 31 переводятся в исходное положение. Платформа 20 загружается пустыми кассетами. Процесс повторяется. Предлагаемый автомат обеспечивает высокую производительност.ь при сборке деталей с винтгиш различной длины. Формула изобретения 1. Автомат для сборки комплекта деталей, содержащий вибробункеры, механизмы поштучной вьщачи деталей, с;орочное устройство, отличающийся тем, что, с целью повышения производительности труда и расширение технологических возможностей, он снабжен замкнутым деталепроводом, с расположенными в нем спутниками, приводом их перемещения, вибратором, установленным на деталепроводе, кассетами с гнездами под собираемые комплекты деталей, механизмами заполнения и перемещения кассет, а Также механизмом их стапелирования. 2.Автомат поп.1,отличающ и и с я тем, что механизм стапели рования кассет выполнен.в виде приемной платформы,связанной с загрузочной платформой и имеющей возможность вертикального перемещения, храпового механизма и силового цилиндра, шток которого кинематически связан GS храповым механизмом, 3.Автомат по П.1, отличающийся тем, что привод перемещения спутников снабжен фрикционной муфтой ускоре;нног6 движения и обгонной муфтой замедленного движения. Источники информации, принятые.во внимание при экспертизе 1. Авторское свидетельство СССР № 537784, кл, В 23 Р 19/08, 1975. 1
f
и я tt
Z9
274
2
А-Л
Vat. г
.. notepHi mn
W
(Puf. S
