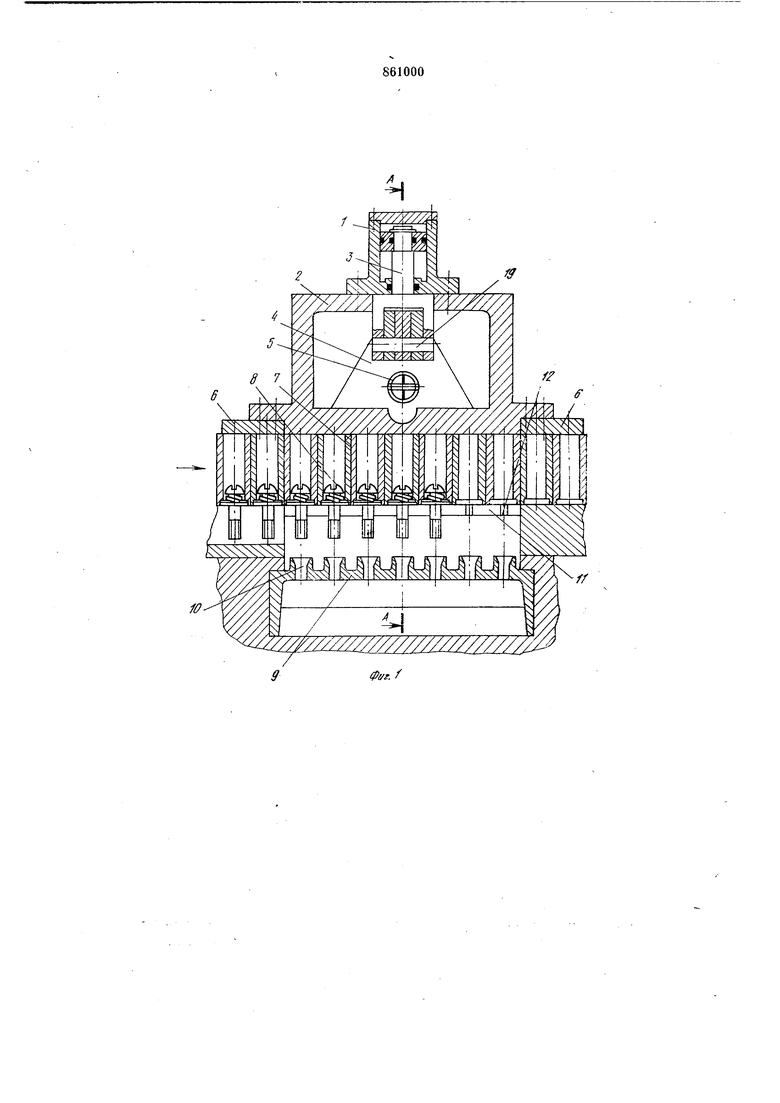
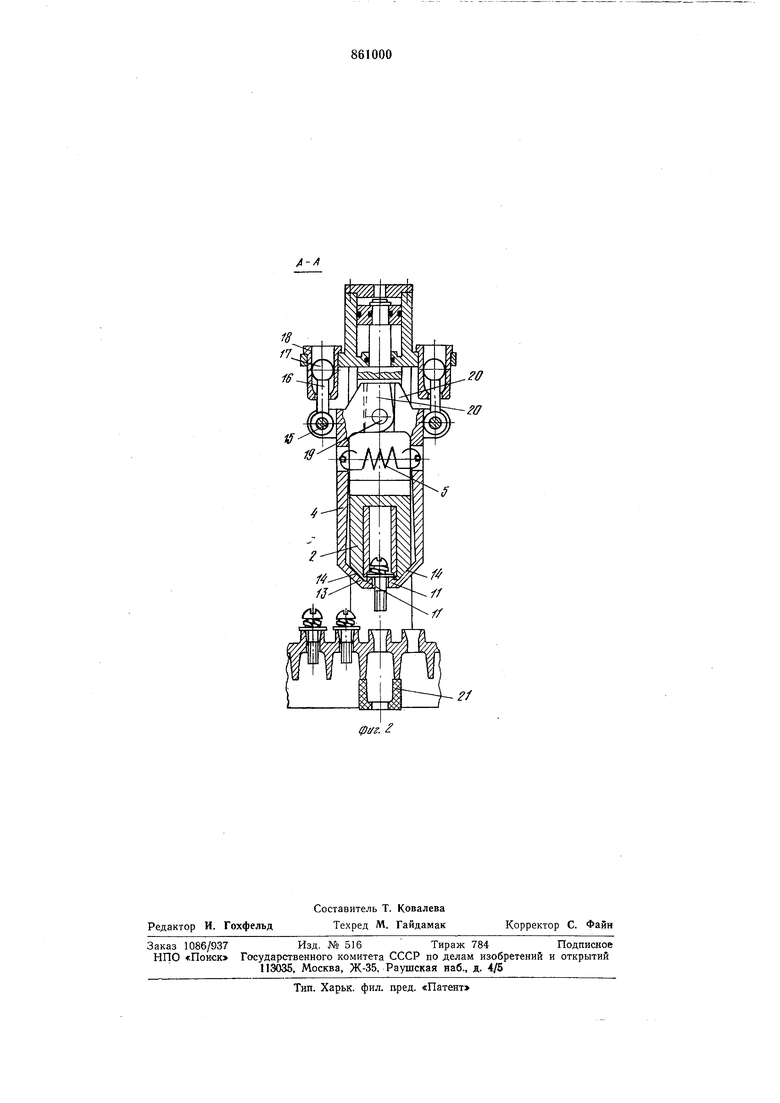
Устройство ipa OTaeT следующим образом.
Сборочные втулки 7 с ,комплекта|М(И деталей 8 перемещаются с о стаж о в,к а ми /шри..водом станка по деталепроводу 6 к ко-.рпусу 2 слева направо (фиг. 1). В корпусе 2 комплекты деталей 8 удерживаются от выяадания полка|М,и //. Остановка сборочных втулок-спутников 7 отроисходят точно над гнездами 10 кассеты 9. После совмещения первого комплекта деталей 5 с последними гнездом 10 кассеты 9 (по направлению д-влжвния втуло,к) в 1верх:нюю полость пневмоцилинд|ра 1 подается сжатый воздух, одновремшио воздухозаборник 2} соединяется с вакуум-камерой и под кассетой 9 создается разрежен-ие. Губки 4 опускаются, при этом OHiH усилием пружины 5 прижимаются к корпусу 2, обеспечивая этим, с одной стороны, более точное центрирование винтов (так как они попадают в цилиндрические лунки 12), с другой же стороны сами губши по-сле сближения получают точло направленное движение дниз. Поступательное движение губок 4 с комплектами деталей 8 прекратится в тот момент, когда головки 17 тяг 75,лягут ла дно втулок 18. Ось 19 вместе со штоком 3 продолжает движение вниз и губки 4, преодолевая усилие пружины 5, раскроются и освободят (Комплекты деталей, 8. Детали 5 продолжают движение по инерции и под действием вакуума заполняется один ряд гнезд 10 в ,кассете 9. Вакуум выключается, а сжатый воздух подается в нижнюю полость ин ев МО цилиндр а /. Губюи 4 сводятся пружиной 5 и ;подн1имаются, скользя по боковым стенкам Koipnyca 2. Вверху наклонные площадки 13 губок 4 соприкасаются со скосами 14 корпуса 2 и
несколько разводятся, обеспечивая свободный проход новой партии деталей между Н1ИМИ. Пустые втулки 7 перемещаются дальше по деталепроводу 6, а их .место за нем а5 ют втул,ки с комплектами деталей. За время, замены пустых втулок над кассетами полными кассета 9 перемещается на один шаг, подставляя свободный ряд гнезд 10 для приема очередного ряда комплектов
0 деталей 8.
Предложенное устройство обеапеч,ивает надежное заполнение кассеты с раздельными гнездами комплектагМИ деталей «винтшайба.
Формула и 3 о б р е т е ,н и я
Уст)ройство для загрузки деталей в кассеты, содержащее деталепровод с опорными поверх1ностями для транспортируемых деталей, а таКже .механизм загрузки, имею. щий корпус с приемником,, отличающееся тем, что, с целью обеспечения :нляежности загрузки .многоместных кассет,
5 деталепровод выполнен с разрывом, в которо.м расположен щриемник механизма загрузки, выполненный в виде двух губок, снабженных верт1икальными тягами, шарHHipHo закрепленными на последних и свяр зааных с корпусом механизма, при этом губки служат П1родолже,нием о,порных поверхностей деталепро,вода и имеют гнезда, число которых соответствует числу гнезд одного ряда заполняемой кассеты.
Источник информации, принятый во вни1мание при экспертизе:
1. Авторское свидетельство СССР № 518320, кл. В 23 Q 7/06, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки комплектадЕТАлЕй | 1979 |
|
SU841895A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для автоматической сборки нецоколеванных миниатюрных ламп накаливания | 1958 |
|
SU121512A1 |
| Автоматический станок с гидравлическим приводом для клеймения | 1960 |
|
SU141406A1 |
| Устройство для подготовки радиоэлементов к монтажу | 1988 |
|
SU1704306A1 |
| Устройство для зажима деталей | 1982 |
|
SU1038175A1 |
| Устройство для выгрузки радиодеталей из групповых кассет с канавками | 1990 |
|
SU1781857A1 |
| Устройство для сборки комплекта | 1986 |
|
SU1373511A1 |
| Установка для армирования керамических изделий | 1985 |
|
SU1346432A1 |
| Устройство для заневоливания пружин | 1979 |
|
SU1015147A1 |