11329922
зобретение относится к приборозают ба ве га во ты е д с х в в л ш щ л д щ 2Ь вв дв сп на си с п ро оп ко эт чи с ко 40 ко ха вы
строению и может быть использовано при изготовлении, например, кнопочного переключателя.
Целью изобретения является расширение технологических возможностей за счет возможности использования групповых заготовок и быстрого изменения объекта производства.
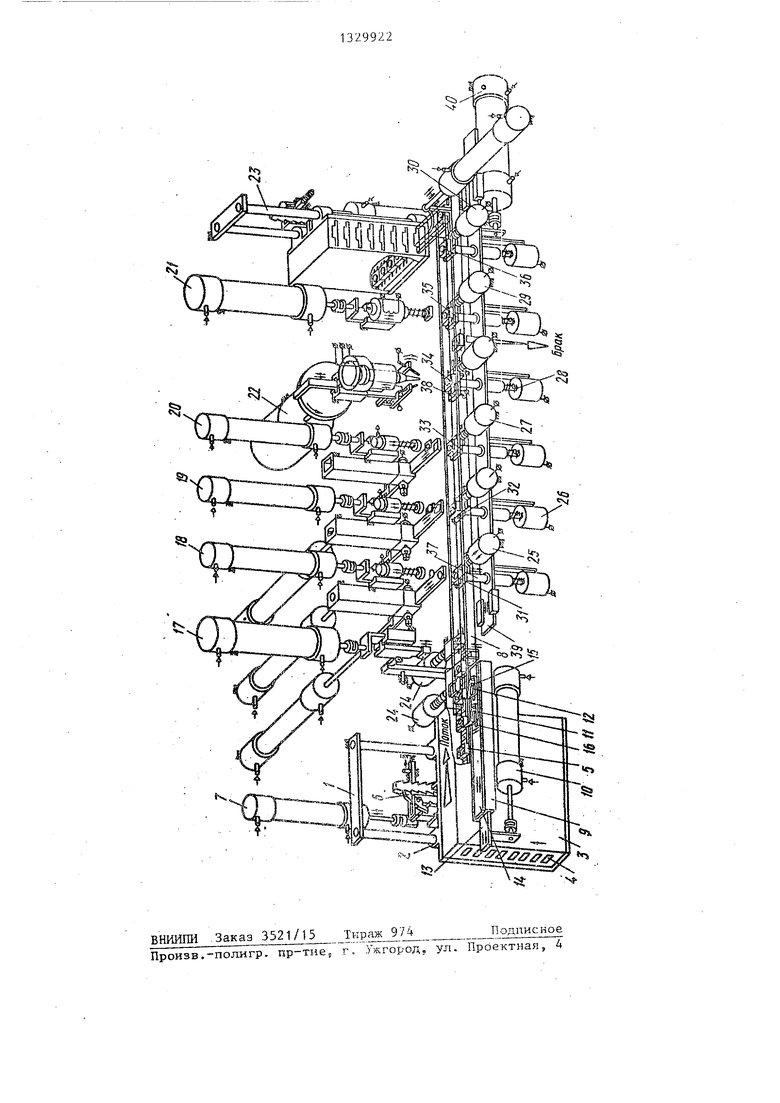
На чертеже схематически изображен предлагаемый автомат, общий вид,
Автомат содержит неподвижно закрепленный на основании механизм 1 загрузки, снабженный подвижной платформой 2, кассетой 3 с гнездами 4 под базовую деталь 5 в виде лентоза- готовки, а также храповой 6 механизм кинематически связанный с приводом 7
На боковой Новерхности деталепро вода 8 закреплен конвейер 9 для перемещения лентозаготовки, включающий силовой привод 10, два поворотных рычага 11с пазами 12, лежащими под углом к оси деталепровода 8, и размещенные один над другим призматически ползуны 13 и 14, причем нижний пол- зун 13 снабжен двумя жестко закрепленными .пальцами 15, проходящими через пазы 12 рычаг ов 1 и тшодольнь .е пазы 16 ползуна 14.
Вдоль деталепровода 8 в технологической последовательности размещены механизм 17 удаления технологической перемычки на лентозаготовке„ сборочные механизмы 18-21 и механизм 22 комплексного контроля, В конусе деталепровода В размещен механизм 23 выгрузки, аналогичный по конструкции механизму 1.
JKaждaя исполнительная и контрольная позиция оснащена фиксирующи 1И элементами 24-30 с силовыми приводами и спутниками 31-36, которые снабжены базовыми элементами и закреплены на вертикально подвижных плунжерах 37,, оснащенных независимым приводом. При этом спутник 34 контрольной позиции содержит контактные элементы 38, размещенные на его неэлектропроводных базовых элементах и электрически связанные с механизмом комплексного контроля 22.
Все плунжеры 37 размещены на подвижной в продольном направлении штанге 39 с шаговым приводом 40.
Автомат работает следукицим образом.
0
5
0
Базовые детали 5 в виде групповых заготовок (лентозаготовок) укладываются в гнезда 4 кассеты 3 и при срабатывании привода 7 подаются на уровень деталепровода 8. При этом срабатывает привод 10, ползун 13, двигаясь вправо, своими пальцами 15 поворачивает рычаги 11, которые захватывают лентозаготовку, и перемещает ее из механизма 1 на один шаг вдоль деталепровода 8, после чего она фиксируется элементом 24. При обратном ходе привода 10 рычаги 11 попорачи- ваются назад и беспрепятственно возвращаются в исходное положение. После перемещения лентозаготовки на два шага срабатывает механизм 17, удаляющий технологическую перемычку на лентозаготовке, и отдельные базовые детали 5 перемещаются дольше вдоль деталепровода 8 с помощью спутников 31-36. Для этого плунжеры 37 с помощью своих приводов перемещаются Ь вверх, а затем штанга 39 сообщает движение вправо на один шаг всем спутникам 31-36. Фиксация деталей 5 на каждой позиции осуществляется фиксирующими элементами 25-30. После установки в базовую деталь 5 деталей с помощью механизмов 18-20 она с помощью спутника 34 подается на конт- рольну1о позицию, где механизм 22, опускаясь, производит комплексный контроль собираемого комплекта, при этом контактные элементы 38 обеспечивают электрическую связь детали 5 с механизмом 22„ В случае годного комплекта он переносится спутни- 0 ком 35 к последнему сборочному механизму 21. а затем - в механизм 23 выгрузки,
В случае брака спутник 35 опуска- 5 ется и удерживается в этом состоянии до сброса бракованного комплекта с деталепровода 8.
0
5
50
55
Формула изобретения
Автомат для сборки, содержащий шаговый транспортный механизм с де- талепроводом и спутниками, снабженными базовыми и фиксирующими элементами, загрузочные, исполнительные и контрольные позиции, оснащенные соответствующими механизмами и размещенные вдоль транспортного механизма в технологической последователь 1
ности, а также механизмы выгрузки и -накопления брака, отличающийся тем, что, с целью расширения технологических возможностей, базовые элементы спутника контрольной позиции снабжены контактами, электрически связанными с механизмом контроля, а транспортный механизм выполнен в виде двух независимых кон вейеров, первый из которых связывает загрузочную позицию с исполнительной и выполнен в виде установленных друг под другом призматических ползунов, нижний из которых снаб жен пальцами, а верхний - установленными с возможностью поворота рычагами, а второй конвейер связывает
299224
исполнительные и контрольную позиции с механизмом выгрузки и вьтолнен в виде имеющей возможность продольно- го перемещения штанги с вертикальными плунжерами, число которых соответствует числу исполнительных и контрольной позиций, причем в верхнем ползуне выполнены продольные пазы, а 10 в рычагах - пазы, расположенные под углом к направлению движения ползунов, при этом в указанных пазах размещены пальцы нижнего ползуна, кроме того, каждый из спутников закреп- 15 лен на верхнем конце соответствующе- го плунжера второго конвейера, причем каждый указанный плунжер имеет независимы привод.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная сборочная линия | 1981 |
|
SU1013212A1 |
| Многопозиционный сборочный автомат | 1981 |
|
SU921760A1 |
| Автомат для сборки | 1991 |
|
SU1780978A1 |
| АВТОМАТ СБОРКИ ФИЛЬТРОВ | 1992 |
|
RU2026791C1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1980 |
|
SU904972A1 |
| Роторно-конвейерная машина | 1980 |
|
SU940993A1 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1983 |
|
SU1114511A2 |
| Многопозиционный сборочный автомат | 1981 |
|
SU1009692A1 |
| Автоматическая сборочная линия спутникового типа | 1984 |
|
SU1359095A1 |
Изобретение относится к приборостроению и лозволяет расширить технологические возможности за счет возможности использования групповых заготовок и изменения объекта производства. Базовая деталь с помощью конвейера подается из загрузочного механизма к исполнительному механизму. При этом при прямом ходе конвейера базовые детали захватываются рычагами, которые поворачиваются и не касаются базовых деталей при обратном ходе конвейера. Дальнейшее nepe-v мещение базовых деталей вдоль дета- лепровода осуществляется спутниками при их подъеме с помощью плунжеров и продольного перемещения штанги. Фиксирующие элементы обеспечиваю- фиксацию базовых деталей на каждой позиции. После установки в базовую деталь собираемых деталей с помощью сборочных механизмов спутник контрольной позиции переносит собранный комплект к механизму комплексного контроля, электрическая связь с которым обеспечивается с помощью контактных элементов. Годный комплект подается к сборочному механизму, а оттуда - в механизм выгрузки. Бракованный комплект соответствующим спутником не захватывается и сбрасывается С деталепровода. 1 ил. (Л
ВНИИШ Заказ 3521 /15 Ткраж 974Подписное
Произв.-полигр. пр-тне г, Ужгород, ул. Проектная, А
| Многопозиционный сборочный автомат | 1981 |
|
SU1009692A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
