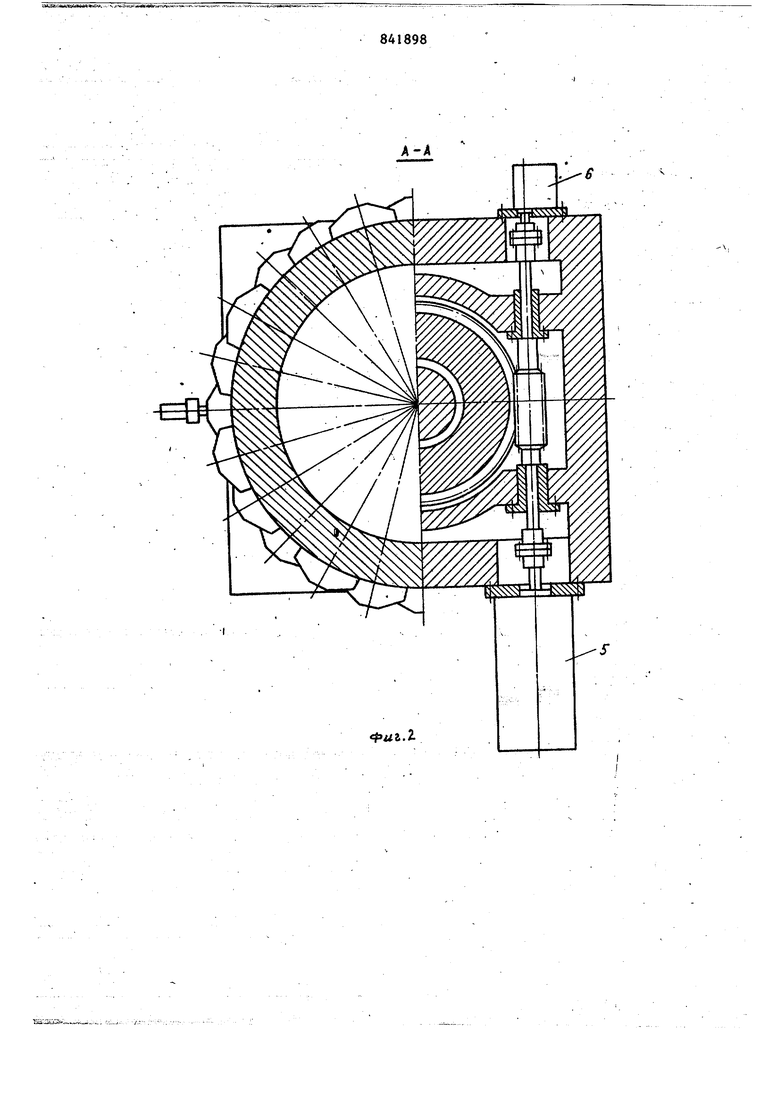
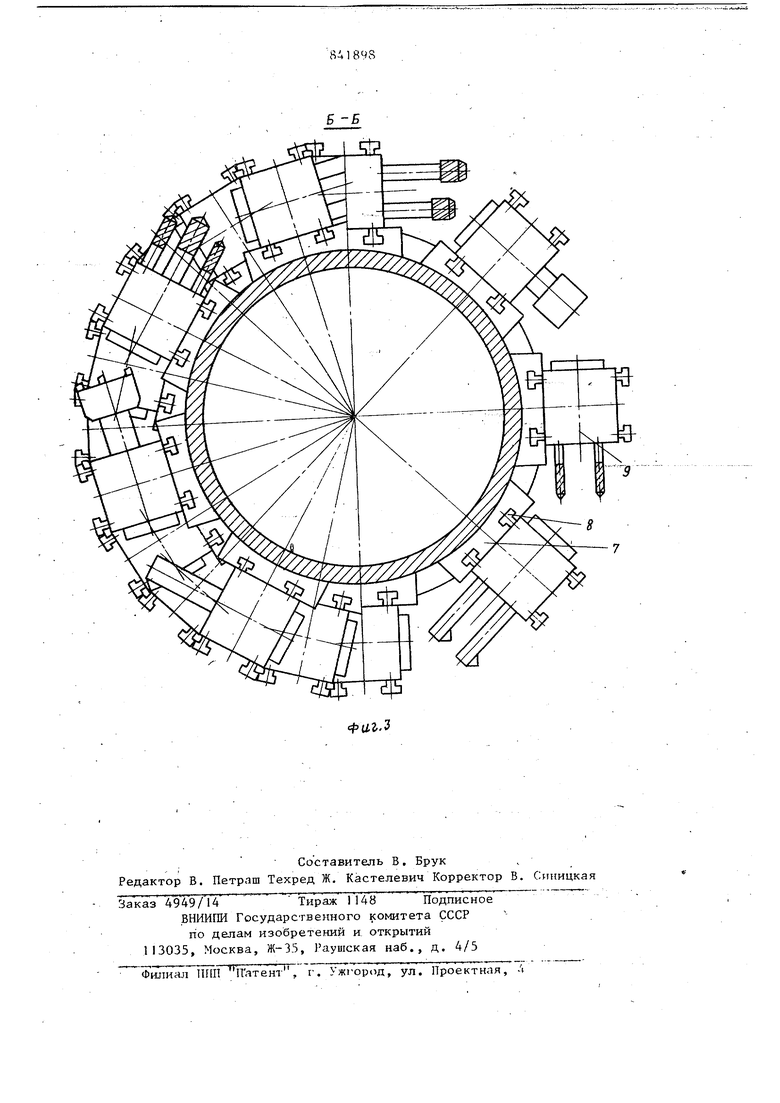
Изобретение относится к многоярус |Ным инструментальным.магазинам для станков с программйым управлением и автоматической сменой инструмента .и может быть использовано преимущест венно на станках с программным управ лением и автоматической сменой мно тошпиндельных инструментальных головок. Известны многоярусные инструментальные магазины, в которых выбор инструмента идет по заданной програм ме от числового программного ления (ЧЮГ) по двум координатам; координате выбора отсека - по углу поворота магазина и координате выбора ячейки .в отсеке - по перемещению каретки с захватом под инструмент 1 . Задание и выбор ячейки по двум координатам ведет к усложнению системы программного управления так ка появляется дополнительная координата и усложняется программирование, выбора ячеек. Наиболее близким по техническомурешению к предлагаемому.является многоярусный инструментальный магазин, выполненный в виде несущего цилиндра, в котором ячейки под инст румент расположены отсеками а выбор, инструмента лроц водится посредством переключателей декад счетчиков, устанавливаемых вручную 2. Расположение ячеек под инструмент в многоярусном магазине отсеками с выбором номера инструмента посредстп вом переключателей счетного устройства, устанавливаемых вручную, ведет к увеличению времени смены инсгрумента, усложнению программирования и появлению ошибок в выборе инструмента по вине оператора. Цель изобретения - упрощение системы программирования Для достижения поставленной цели в предлагаемом многоярусном инструментальном магазине ячейки установки инструмента каждого последующего яру- 3 са смещены относительно предыдущего на угол, равный углу расположения ячеек в ярусе, деленному на число ярусов в магазине, а элементы кодиро вания и считывания кода каждой ячейки расположены ярусами соответственно числу ярусов магазина, причем элементы кодирования ячейки в каждом яр се смещены относительно друг друга на угол, равный углу расположения ячеек в этом ярусе. На фиг, I показан инструментальный магазин, общий вид с вырывом; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3- разрез Б-Б на фиг. 1. На основании 1 магазина установле несущий цилиндр 2, жестко связанный червячным колесом 3, которое кинемати чески связано с червяком 4, соединен ным с электродвигателем 5 и датчиком 6 угла поворота несущего цилиндра, например блоком сельсинов. На несущем цилиндре 2 расположены ячейки 7, установленные в несколько ярусов. На каждом ярусе имеется определенное чи ло ячеек, расположенных под . Ячейки второго яруса смещены отно сительно первого яруса на угол, равный углу расположения ячеек в ярусе, деленному на чксло ярусов в магазине Аналогично расположены ячейки третьего яруса относительно второго и т.д. - Таким образом, дискретность установки инструмента по угловой координате равна углу oi . Например, число ярусов в магазине - 3, число ячеек в ярусе - 8 тогдаКаждая ячейка 7 имеет захватные эл менты 8, на которых установлены многощпиндельные инструментальные голов ки 9 .(или отдельные инструменты). Ячейки 7 под многошпиндельные инстру ментальные головки закодированы и имеют последовательную нумерацию независимо от положения их на ярусе, т.е. ячейки расположены через уголс начиная с первого яруса, как показано на чертеже. На несущем цилиндре 2 установлены эт1ементы кодирования каждой ячейки в виде контактных упоров 10, расположенных ярусами соответственно числу ярусов магазина и под такими же центральными углами. При зтом упоры первого яруса взаимодействуют с элементаг-ш считы98вания кодов в виде микропереключателей 11, упоры второго яруса - с микропереключателем 12, а упоры третьего яруса - с микропереключателем 13. Многоярусный инструментальный магазин работает- следующим образом. При поступлении сигнала от систе-- 9 МЫ программного управления о необходимости взять инструмент из магазина (или установить в магазине инструмент, снятый со шпинделя включается электродвигатель 5, который через червяк 4, червячное колесо 3 приводит во вращение несущий цилиндр 2. Одновременно от червяка 4 вращается датчик 6 угла поворота несущего цилиндра . При повороте сельсинов датчика .6 на заданный программой угол, соответствующий повороту несущего цилиндра 2, на угол, при котором ячейка 7, за- . данная программой, находится в позиции смены инструмента, электродвигатель 5 отключается. При этом положении контактный упор 10, соответствующий заданному номеру ячейки, нажимает на микропереключатель, соответствующий положению ячейки на ярусе.Микропереключатель выдает сигнал на привод подачи каретки с автооператором на заданный ярус для взятия (или установки) инструмента. Такая конструкция многоярусного магазина позволяет- упростить систему программирования за счет выбора инструмента по одной круговой координате от ЧПУ независимо от того, на каком ярусе находится ячейка с инструментом, так как выбор яруса происходит автоматически в зависимости от угла поворота магазина инструментов посредством кулачков, взаимодействующих с микропереключателем соответствующего яруса, который вьщает сигнал на привод подачи каретки с автооператором на заданный ярус, перемещаемой по конечным положениям в соответствии с заданным ярусом. Формула. изобретения Многояруснь1й инструментальный магазин, выполненный в виДе несущего ци,Щ1НДра с ячейками установки инструмента, датчика угла поворота цилиндра и элементов кодирования и согласования КОДА ладцой ячейки, о т л и. 58чающийся тем, что, с целью упрощения системы программирования-за счет автоматического выбора яруса с необходимым инструментом, ячейки установки каждого последующего яруса смещены относительно предыдущего на угол, равный углу расположения ячеек в ярусе, деленному на число ярусов, а элементы кодирования и считывания кода каждой ячейки расположены ярусами соответственно числу ярусов мага8эина причем элементы кодирования ячейки в,каждом ярусе смещены относи-, тельно друг друга на угол, равный углу расположения ячеек в этом ярусе. Источники информации, принятые во внимание при экспертизе I. Патент Великобритании № 1198763, кл. В 3 В, опублик. 1970. 2. Патент Франции № 2061069, кл. В 23( 3/00, опублик. 19.71.

| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный вертикальный станок с ЧПУ и устройством автоматической смены инструмента | 1988 |
|
SU1636180A1 |
| Станок с программным управлением | 1980 |
|
SU901001A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1987 |
|
SU1834784A3 |
| Гибкое автоматизированное производство | 1985 |
|
SU1351747A1 |
| Многооперационный станок портального типа | 1989 |
|
SU1742029A1 |
| Устройство для автоматической смены инструмента и инструментальных головок на металлорежущем станке | 1987 |
|
SU1481026A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| Многооперационный станок | 1985 |
|
SU1357186A1 |
| Устройство для автоматической смены инструмента | 1988 |
|
SU1701474A1 |
| СПОСОБ МНОГОЯРУСНОГО КОМПОНОВАНИЯ И ПЕРЕКОМПОНОВАНИЯ РАБОЧЕЙ ПОЗИЦИИ АВТОМАТИЧЕСКОЙ ЛИНИИ И ПЕРЕКОМПОНУЕМАЯ РАБОЧАЯ ПОЗИЦИЯ АВТОМАТИЧЕСКОЙ ЛИНИИ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2011 |
|
RU2487004C2 |
.l
