1
Изобретение относится к обработке металлов давлением и позволяет определить эффективность технологических смазок при штамповке-обтяжке.
Наиболее близким к данному изобретению по технической сущности и достигаемому эффекту является способ определения эффективности технологических смазок при штамповке-обтяжке, заключающийся в том, что на листовой образец наносят слой испытуемой и эталонной смазок, выдавливают пуансоном сферические лунки на образце, а об эффективности смазки судят по изменению размеров лунок 1.
Однако точность определения эффективности технологических смазок недостаточна,
Цельк) изобретения является повыше- ние точности определения эффективности смазок.
Поставленная цель достигается тем, что записывает диаграмму усилие- 1ере мещение пуансона, сшределяют по диаг-
рамме работу формообразования лунок для испытуемой и эталонной смазок, а эффективность испытуемой смазки оценивают отношением работы формообразования испытуемой смазки к работе формообразования эталсиной смазки по следующей зависимости:
и
ГСр. dH--)3
от
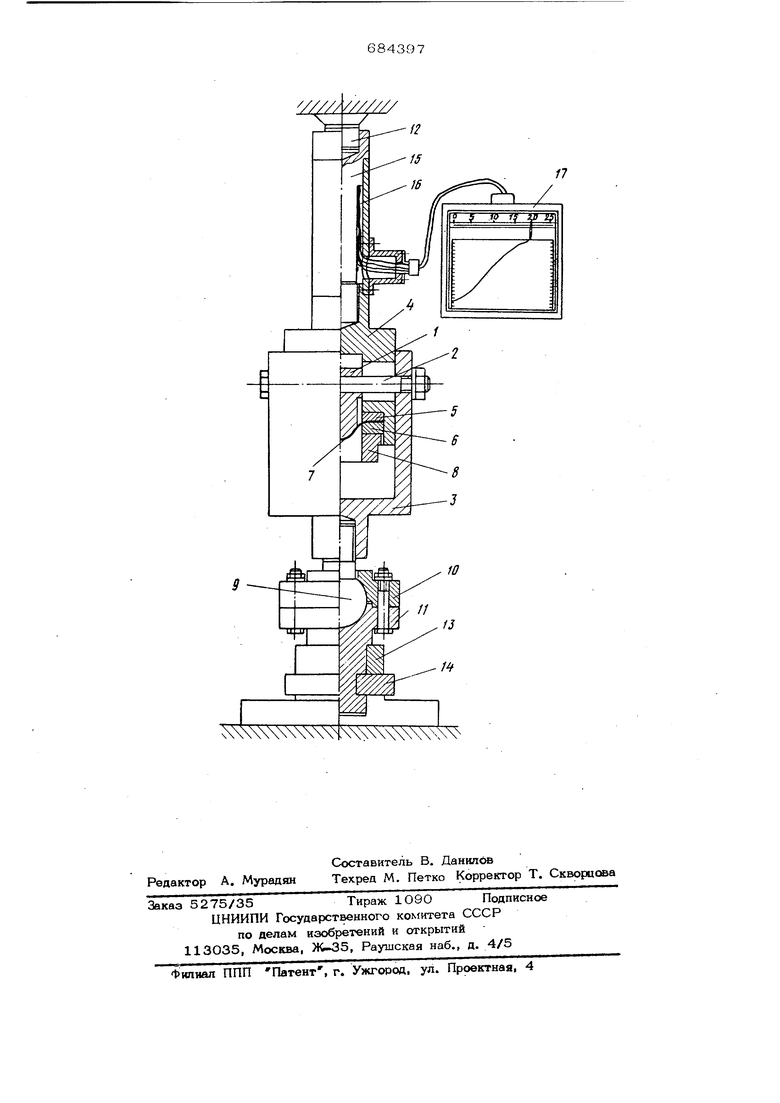
где р н текущие значения усилия и перемещения при испытании испытуемой и эта5лонной смазки; tlgtp.- эффективность смазки. Способ реализуется посредством устройства, представленного на чертеже.
Устройство включает набор пуансонов
0 1 .различной формы, болт 2, содержащий пуансон 1 с наружной втулкой 3, внутреннюю втулку 4, в которой размещены матрицы 5 и 6, фиксирующие листовой образец 7, зажим 8, шарнир f) с втулкой 1О и корпусом 11. Устройство кр яп1тся к нерх.ней J-2 и нижней 13 траверсам испытательной машины стопором 14. Фиксация усилия и перемещения пуансона осущпсггшшется с помогцью месдозы 15 с укрепленными на ее поверхности тензодатчиками 16. С тензодатчиков 16 сигналы усиливаются и диаграмма усилие-пе|оемещение запИ сывается прибором 1 7. Способ реализуется следующим об)а- зом. На листовой обгшзец 7 наносят слой испытуемой смазки. С похтощью пуансона 1 выдавливают сферическую лунку на лис товом образце 7. В процессе выдаЕшивания лунки с помощью месдозы 15, тензодатчиков 16 и прибора 17 записывают диаграмму усилие-переме цение пуансона 1 и определяют по дйа1рамме рабо ту формообразования лунки для испытуемой смазки. Таким же образом определяют работу формообразования лунки при испы тании эталонной смазки. Эффективность испытуемой смазки определяют по формуле1(р,ан.и рI J )э где P-J и dH - текущие значения усилия и перемещения при испытанин испытуемой и эта-
лонной смазок; Иэф- эффективность смазки. 6
1, Авторское свидетельство СССР № 281888, кл. G, 01N19/O2, 1968. 7 Формула изобретения СлЕособ О1;роделония эффективности техиологических. смазок при штамповкеобтяжке , заключающийся в том, что на листовой образец наносят слой испытуемой и эталонной смазок, выдавливают пуансоном сферические лунки на образце, а об эффективности смазки судят по изменению размеров лунки, отличающийся тем, что, с целью повышения ГО-1НОСТИ определения эффективности смазок, записывают диаграмму усилие-перемещение пуансона, определяют по диаг- рамме работу формообразования лунок для испытуемой и эталонной смазок, а эффективность испытуемой смазки оценивают отношением работы формобразования испытуемой смазки к работе формообразования эталонной смазки по следующей зависимости: J-(PidH)w J(Pi-dH.)3 о где P:J H.dH-j - текущие значения усилия и перемещения при испытаниииспытуемой и эталонной смазок; Изф- эффективность смазки. Источники информации, принятые во внимание при экспертизе
V///////////
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ ПРИ ЛИСТОВОЙ ШТАМПОВКЕ | 2006 |
|
RU2327144C1 |
| Способ оценки качества технологичес-КиХ СМАзОК пРи лиСТОВОй шТАМпОВКЕ-ВыТяжКЕ | 1979 |
|
SU842501A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКИХ СМАЗОК | 1970 |
|
SU281888A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЭФФЕКТИВНОСТИ СМАЗОЧНЫХ МАТЕРИАЛОВ ДЛЯ ЛИСТОВОЙ ШТАМПОВКИ | 2009 |
|
RU2397475C1 |
| Устройство для испытания смазок | 1980 |
|
SU864126A1 |
| СПОСОБ ИСПЫТАНИЯ И ОЦЕНКИ ЭФФЕКТИВНОСТИ ТЕХНОЛОГИЧЕСКИХ СМАЗОК | 1996 |
|
RU2133460C1 |
| Способ получения растровых рельефов | 1974 |
|
SU554053A1 |
| Способ оценки штампуемости листового металла А.Ю.Аверкиева | 1988 |
|
SU1618483A1 |
| СПОСОБ ТЕХНОЛОГИЧЕСКОГО ИСПЫТАНИЯ ЛИСТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ ПРИ ГЛУБОКОЙ ВЫТЯЖКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2497621C1 |
| Штамп для обработки металлов давлением | 1979 |
|
SU863127A1 |