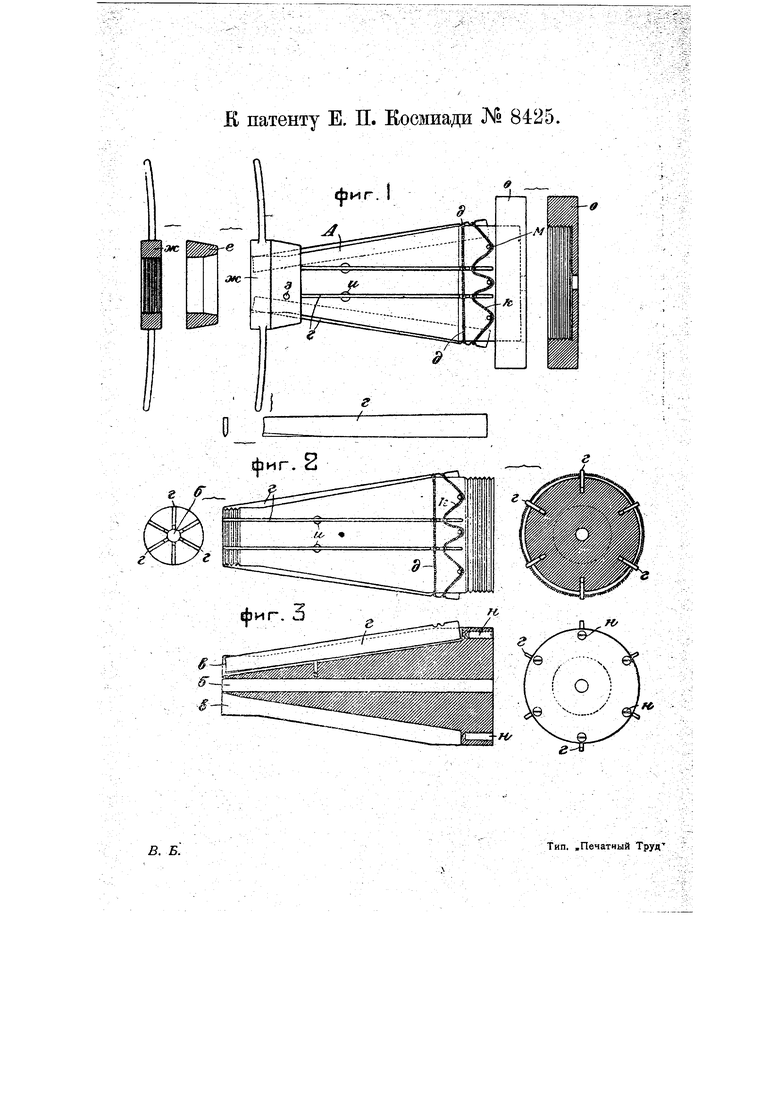
Требующиеся в часовом деле и других производствах мелкие шестеренки (трибочки) должны быть чрезвычайно точны и бесшумны при работе. Изготовлением шестеренок при помощи предлагаемого прибора имеется в виду достигнуть требуемой точности даже с помощью неквалифицированной .рабочей силы. На чертеже . 1 изображает прибор сбоку в собранном виде и части к нему; фиг. 2-вид спереди и сбоку и поперечный разрез без гайки, кольца и барашка; фиг. З продольный разрез и вид со стороны гайки. Прибор состоит из конической оправки А с наружными кан&ками в в осевых плоскостях с помещенными в них пластинчатыми резцами г. В широкой части оправки А резцы прижимаются спиральной пружиной д, а в узкой-кольцом. f и барашком лс. Чтобы кольцо е при нажиме не поворачивалось, на нем устанавливается пружинный штырек 3, впадающий в паз для резцов и скользящий по нему. Регулирование опоры резцов по середине происходит нажимными винтами и, расположенными в пазах под резцами. Чтобы предупредить
выступление резцов вперед, они стягиваются кольцеобразной, спиральной пружиной к, одетой зигзагами на широкую часть оправки, и задеваемой попеременно за края резцов и штыри М между резцами. Резцы 2 упираются в установочные винты П, ввернутые в торец оправки 4 и прижимаются гайкой о.
Для изготовления шестеренок проволока протягивается через полость б оправки А.
Предметпатента.
(,-
Прибор для изготовления шестеренок, используемых в часовом деле и др. производствах, характериз}{ ©щийся применением снабженной по концам резьбой полой конической оправки Л с наружными канавками в, расположёнными в осевых плоскостях и заключающими в себе пластинчатые резцы г, стягиваемые со стороны вершины конуса кольцом е с барашком ж, а у основания-спиральными пружинами и к и упирающиеся концами в установочные винты к, ввернутые в торец оправки и прижимаемые гайкой о.