Широко известны приборы, в которых использованы переставные упоры для установки резцов на токарных станках и индикаторы, фиксирующие точную установку резцов. Для установки нескольких последовательно вводимых в работу резцов, с целью возможно большего сокращения, установочного времени, в предлагаемом приборе упоры устанавливаются в торцевой части головки, монтированной на продольном супорте с возможностью поворота вокруг ее оси и перестановки по высоте и вдоль той же оси.
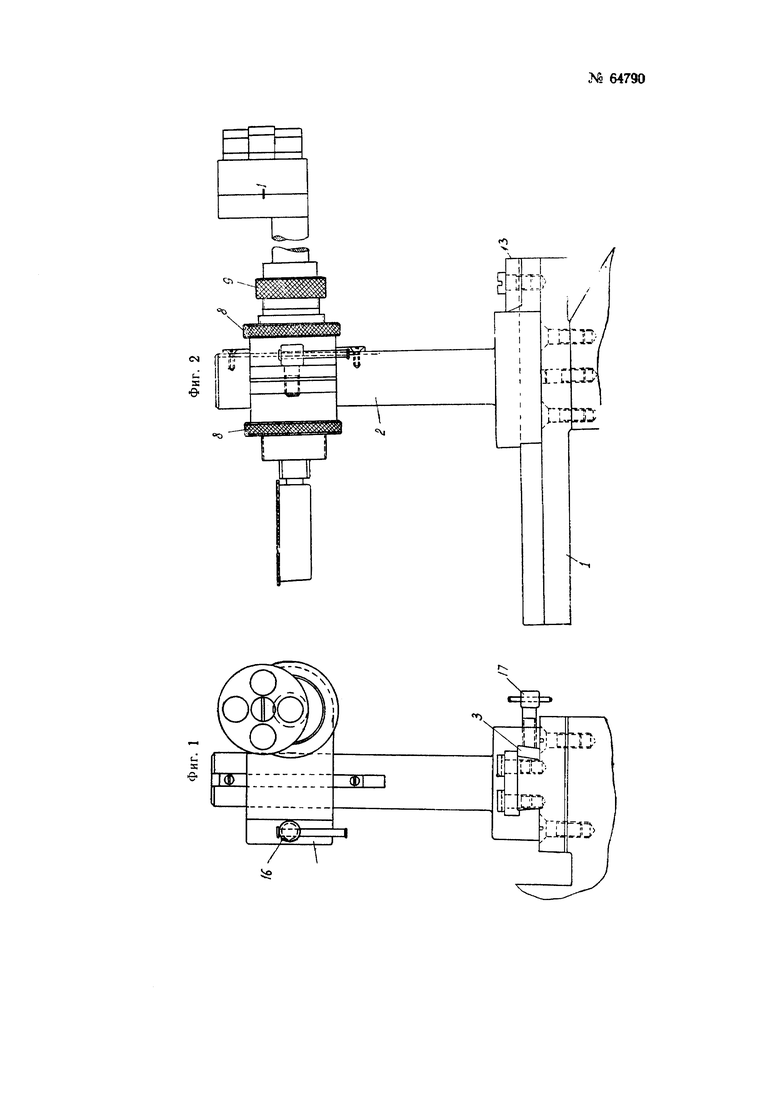
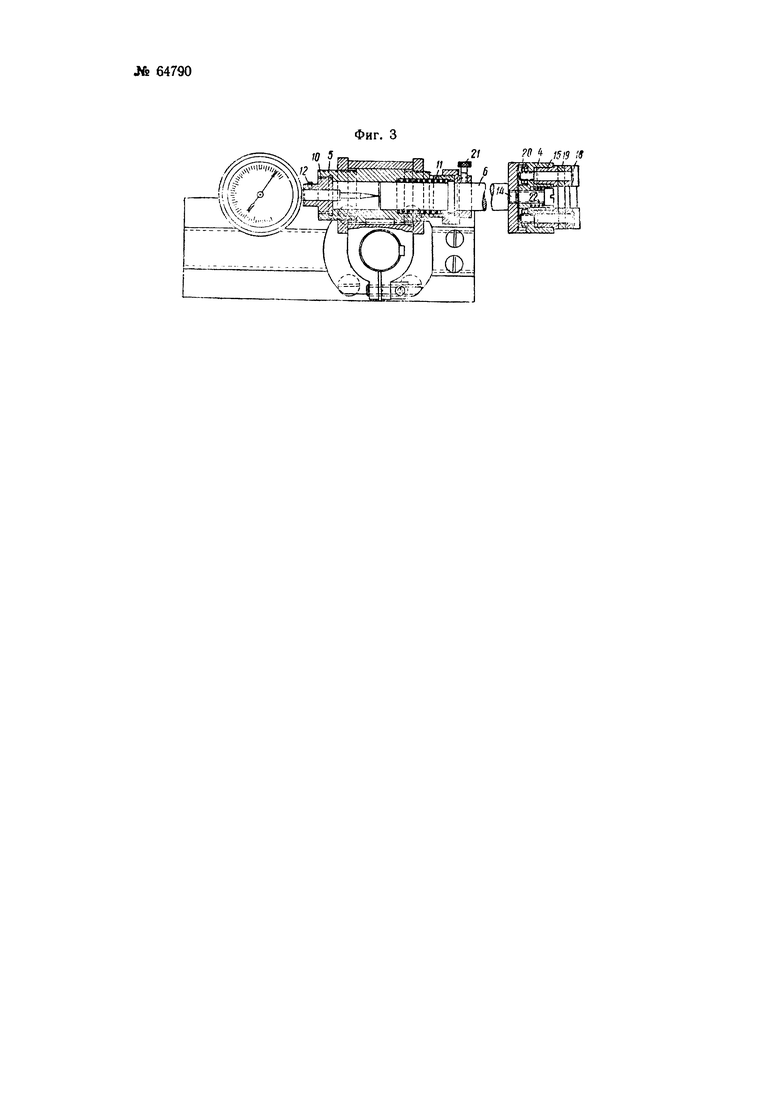
На чертеже фиг. 1 и 2 изображают боковой вид предлагаемого прибора в двух проекциях, а фиг. 3 - вид в плане с разрезом по оси головки.
Прибор состоит из основания 1, устанавливаемого на продольном супорте токарного станка. Колоннка 2, заканчивающаяся в своей нижней части салазками, может скользить по основанию. Устойчивость и плотность прилегания салазок к основанию обеспечиваются прижимным клином 3. В рабочем положении салазки упираются в упор 13 и крепятся при помощи прижимного болта 17. В цилиндрическом отверстии хомута 7, могущего перемещаться в вертикальном направлении по колонке 2, устанавливаемого в зависимости от высоты центров станка. и, закрепляемого затем при помощи болта 16, помещается установочная втулка 5, положение которой регулируется при помощи гаек 8 при первой установке прибора в рабочее положение. В установочной втулке 5 помещается держатель 6 головки, упирающийся своим буртиком в стопорную гайку 9, к которой держатель головки прижимается пружиной 11. Головка 4 устанавливается на держателе 6 и крепится при помощи болта 14, служащего осью вращения головки, при установке ее и рабочее положение. Соответствующая плотность прилегания головки к держателю достигается при помощи пружины 22. Головка 4 имеет цилиндрические отверстия, куда запрессовываются втулки 15, в отверстия которых вставляются упоры 18. Количество упоров, установленных на головке, определяет число операций, могущих быть выполненными при обработке деталей. На шейке упора 18 помещаются установочные кольца 19, набор которых (Производится в соответствии с размерами и. допусками по чертежу. Упоры имеют на конце нарезку и крепятся при помощи гаек 20. Для быстрой и правильной установки головки в рабочее положение на цилиндрической поверхности головки нанесены риски, совпадающие при установке с риской держателя. Риски головки пронумерованы, и при установке упоров с набором установочных колец порядок one-раций должен соответствовать порядку номеров, обозначенных на головке. Установка головки в рабочее положение достигается путем поворота ее и установки соответствующего упора против риски держателя 6.
После установки резца в рабочее положение колонка 2 вместе с держателем и головкой отводится назад в крайнее заднее положение. При выполнении точных работ с помощью прибора в установочную втулку 5 вставляется индикатор и крепится при помощи стопорного болта 12, имеющегося на втулке 10, при этом мерительный штифт индикатора упирается в торец держателя. При выполнении менее точных работ, не требующих пользования индикатором, жесткое крепление держателя обеспечивается с помощью винта 21. Набор установочных колец производится по чертежу в инструментальной кладовой, где проводится вся подготовительная работа для установки прибора на станке.
1. Прибор для установки резцов, преимущественно на токарных станках с использованием переставных упоров, отличающийся тем, что для установки нескольких последовательно вводимых r работу резцов, упоры 18 установлены в торцевой части головки 4, монтированной на продольном супорте с возможностью поворота около ее оси и перестановки по высоте и вдоль той же оси.
2. Форма выполнения прибора по п. 1, отличающаяся тем, что головка монтирована на супорте посредством колонки 2, установленной на супорте при помощи салазок и несущей на себе переставной по ее высоте хомут 7, с расположенным в нем переставным вдоль оси головки ее держателем 6.
3. Форма выполнения прибора по п. 2, отличающаяся тем, что для возможности осевой перестановки держателя 6 с головкой 4 его хвостовик связан с установочной втулкой 5, устанавливаемой в хомуте 7 при посредстве гаек 8.
4. Форма выполнения прибора по п. 3, отличающаяся тем, что для связи держателя 6 с втулкой 5 его хвостовик снабжен буртиком, упирающимся в муфту с одной стороны через посредство пружины 11, а с другой - через посредство гайки 9, навинчиваемой на конец втулки.
5. Форма выполнения прибора по п. 2, отличающаяся тем, что головка 4 монтирована на ее держателе 6 посредством болта 14, ввинчиваемого в торец последнего.
6. Форма выполнения прибора по п. 5, отличающаяся тем, что для плотного прижимания головки 4 к торцу держателя применена пружина 22.
