(54) САМОНАСТРАИВАЮЩАЯСЯ СИСТЕМА ЧИСЛОВОГО ПРОГРАММНОГО УПРАВЛЕНИЯ
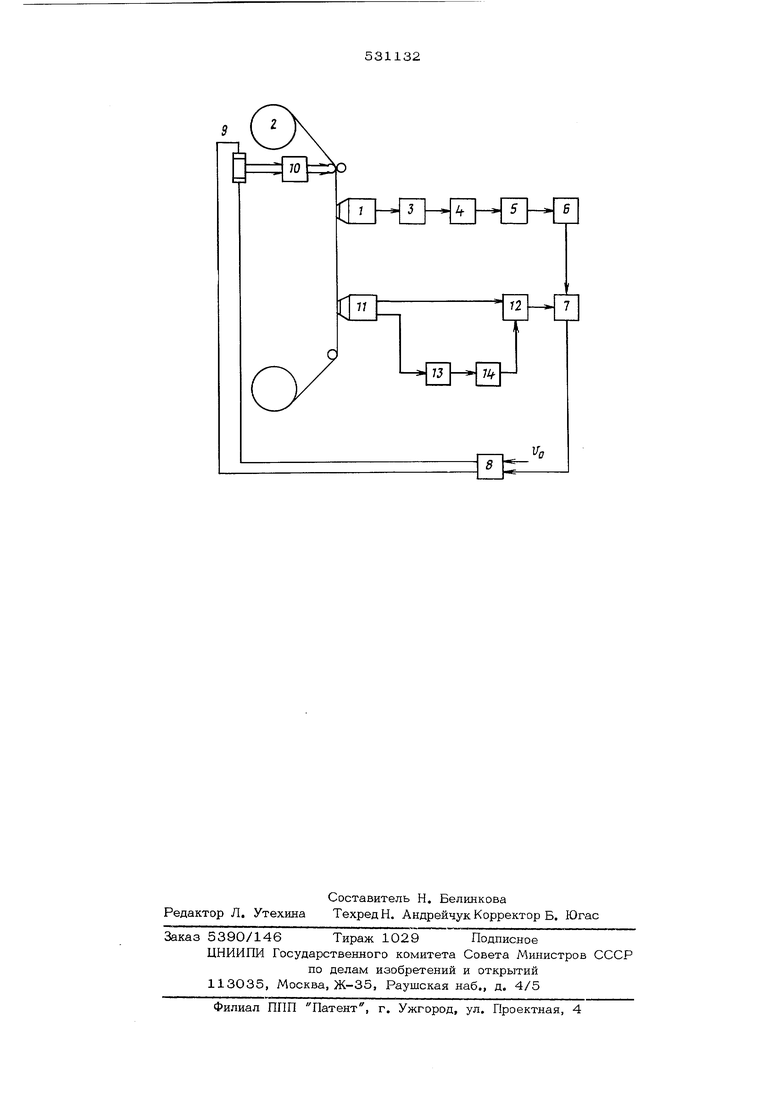
ми подач 4 станка 5, а также команда признака операции, которая считывается вспомогательной головкой воспроизведения 11, и поступает в дешифратор 13, где определяется вид обработки (черновая либо чистовая операция, холостой ход).
Сигнал, соответствующий виду обработки, с выхода дешифратора 13 поступает в формирователь 14, где формируется напряжение, управляющее порогом срабатывания узла ограничения 12. Узел ограничения 12 следит за частотой следования импульсов программы, отрабатываемой приводами подач 4.
Пусть в начальный момент времени при|пуск на обработку равен какому-то среднему значению, и на выходе датчика припусков 6 напряжение равно нулю. Тогда исполнительный двигатель 9 вращается с номинальной скоростью, определяемой опорным напряжением U. При уменьшении припуска на выходе датчика припуска 6 появляется напряжение, которое через ключ 7 предлагается к регулятору скорости 8, где суммируется с опорным, и скорость двигателя 9 увеличивается. Это вызывает увеличение скорости протягивания магнитной ленты и увеличение подачи на станке 5.
Если в этот момент времени не установить порог срабатывания меньше приемистости приводов подач 4, то при очень малом припуске, который остается для чистовых операций, система разгоняет приводы подач 4 станка 5 до такой степени, что ре зание металла может перейти в нарезание резьбы. При этом заданная точность и чистота поверхности не могут быть достигнуты.
С этой целью в узле ограничения скорости 12 установлен порог срабатывания для данного вида обработки, и если частота следования импульсов превышает заданный формирователем 14 порог срабатывания, то
на выходе узла ограничения 12 появляется напряжение, закрывающее ключ 7, и датчик припуска 6 отключается от регулятора скорости 8, На двигателе 9 вновь устанавливается напряжение, равное U g , и скорость движения магнитной ленты 2 снижается до номинальной.
Порог срабатывания узла ограничения скорости определяется следующим образом. При черновой обработке он выбран таким образом, что превышение его ведет либо к быстрому износу инструмента, либо значительному ухудшению параметров резания. При чистовой операции он выбран так, чтобы обеспечить заданную точность и чистоту поверхности детали. При холостых перемещениях порог срабатывания выбран таким образом, что частота следования импульсов не превышает приемистости приводов подач станка.
Введение дополнительных блоков позволило без значительного усложнения системы повысить точность обработки детали и чистоту обрабатываемой поверхности.
Формула изобретения
Самонастраивающаяся система числового программного управления по авт. свид.
259985, отличающаяся тем, что, с целью повышения точности управления, система содержит последовательно соединенные дешифратор, вход которого подключен к вспомогательной головке воспрои®ведения, и формирователь напряжения, выход которого присоединен к управляющему входу узла ограничения скорости магнитной ленты.
Источники информации, принятые во вни-
мание при экспертизе:
1. Авт. св. № 259985, М. кл. G 05 19/16, от 10.10.68 г. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления шлифовальным станком | 1981 |
|
SU1053067A1 |
| Самонастраивающаяся системапРОгРАММНОгО упРАВлЕНия CTAHKOM | 1978 |
|
SU811208A1 |
| САМОНАСТРАИВАЮЩАЯСЯ СИСТЕМА ЧИСЛОВОГО ПРОГРАММНОГО УПРАВЛЕНИЯ | 1970 |
|
SU259985A1 |
| Устройство для управления подачей шлифовального станка | 1980 |
|
SU883871A1 |
| Устройство индикации и управления для станков | 1985 |
|
SU1290262A1 |
| Устройство для управления подачей шлифовального станка | 1974 |
|
SU554527A1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| СПОСОБ ОБРАБОТКИ МОНОКОЛЕСА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2011 |
|
RU2482940C1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВКИ ИЗ МЕТАЛЛА | 2021 |
|
RU2770397C1 |
| Самонастраивающаяся система управления поперечной подачей шлифовального станка | 1986 |
|
SU1397262A1 |