ствующих в отслеживании и колебании. Ухудшение динамических качеств сварочной головки отрицательно сказывается на качестве сварного соединения.
Целью изобретения является повышение производительности сварки и повышение качества сварных швов преимуш ественно толстостенных труб путем регулирования амплитуды колебаний в процессе сварки.
с/то достигается тем, что в корпус устройства, содержаш,его привод колебаний с валом, а также кривошип, через шатун связанный с горелкой, соосно валу привода колебаний с возможностью осевого перемеш,ения установлен стакан с конической полостью, а кривошип выполнен в виде равноплечего двузвенника, плечи которого взаимно подпружинены, при этом одно из плеч снаожено роликом, взаимодействующим с поверхностью конической полости, а друroe жестко связано с валом привода.
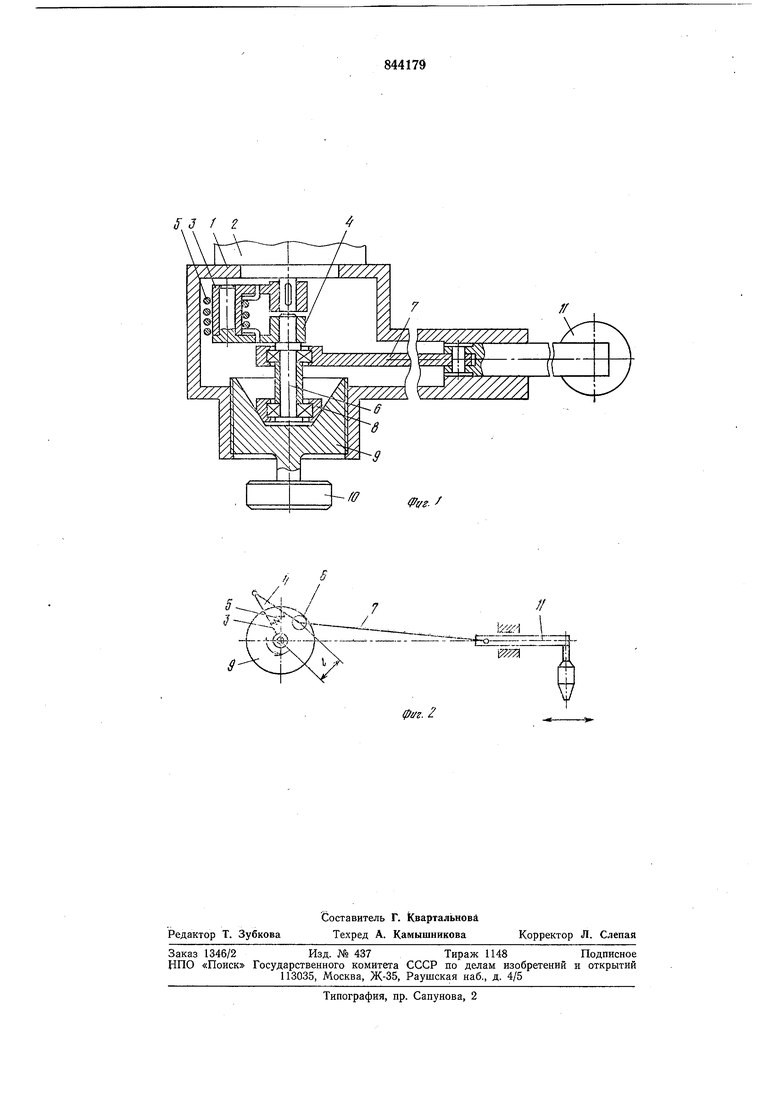
На фиг. 1 изображен обш.ии вид устройства, разрез, на фиг. 2 - кинематическая схема устройства.
Предлагаемое устройство состоит из корпуса i, привода колебания 2:, кривошипа, выполненного в виде равноплечего двузвенника, плечи которого 3 и 4 подпружинены между собой пружиной Ь, пальца 6, жестко закрепленного на плече 4, шатуна 7, ролика а, установленного на пальце Ь, стакана У с конической полостью и с ручкой 1U, и сварочной горелки 11.
Привод колебания 2 жестко крепится к корпусу 1. Стакан 9 установлен в корпусе 1 на резьбе соосно с валом привода колебаний 2.
Плечи 3 и 4 соединены между собой с возможностью поворота одного относительно другого. Плечо 3 посредством шпонки закреплено на выходном валу привода колебаний 2.
Шатун 7 и ролик 8 установлены на пальце 6 с возможностью враш,ения последнего.
Действие пружины 5 на плечо 4 обеспечивает постоянный прижим ролика 8 и конусной поверхности стакана 9.
Предлагаемое устройство работает следующим образом.
Включением электродвигателя привода колебаний 2 приводится во вращение плечи
3, 4 и палец 6. Если ось пальца 6 совпадает с осью выходного вала привода колебаний 2, то эксцентриситет кривошипа е равен нулю, сварочная горелка не колеблется.
Вращая стакан 9 в резьбе корпуса 1, посредством ручки 10 перемещают его в осевом направлении. При этом плечо 4 вместе с пальцем 6 под действием пружины повернется на некоторый угол, соответствующий величине осевого перемещения стакана 9, а точка контакта ролика 8 с конусной поверхностью полости стакана 9 переместится на больший ее диаметр.
Между осью пальца 6 и осью выходного ,вала привода колебаний 2 образуется эксцентриситет е.
Палец 6 вращается теперь по окружности с радиусом, равным е, и через шатун 7 передает колебательное движение сварочной горелке 11 с амплитудой колебаний, равной эксцентриситету е.
Использование предлагаемого устройства в сварочном оборудовании упрощает конструкцию сварочной головки и улучшает качество стыка, выполненного по многопроходной технологии сварки.
Формула изобретения
Устройство для электродуговой сварки с поперечными колебаниями электрода, содержащее корпус, привод колебаний с валом, а также кривошип, через шатун связанный с горелкой, отличающееся тем, что, с целью повышения производительности сварки и повышения качества сварных швов преимущественно толстостенных труб лутем регулирования амплитуды колебаний в процессе сварки, в корпусе соосно валу привода колебании с возможностью осевого перемещения установлен стакан с конической полостью, а кривошип выполнен в виде равноплечего двузвенника, плечи которого взаимно подпружинены, при этом одно из плеч снабжено роликом, взаимодействующим с поверхностью конической полости, а другое жестко связано с валом привода.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 349544, кл. В 23К 9/30, 05.12.70.
5 3 f
фуг. 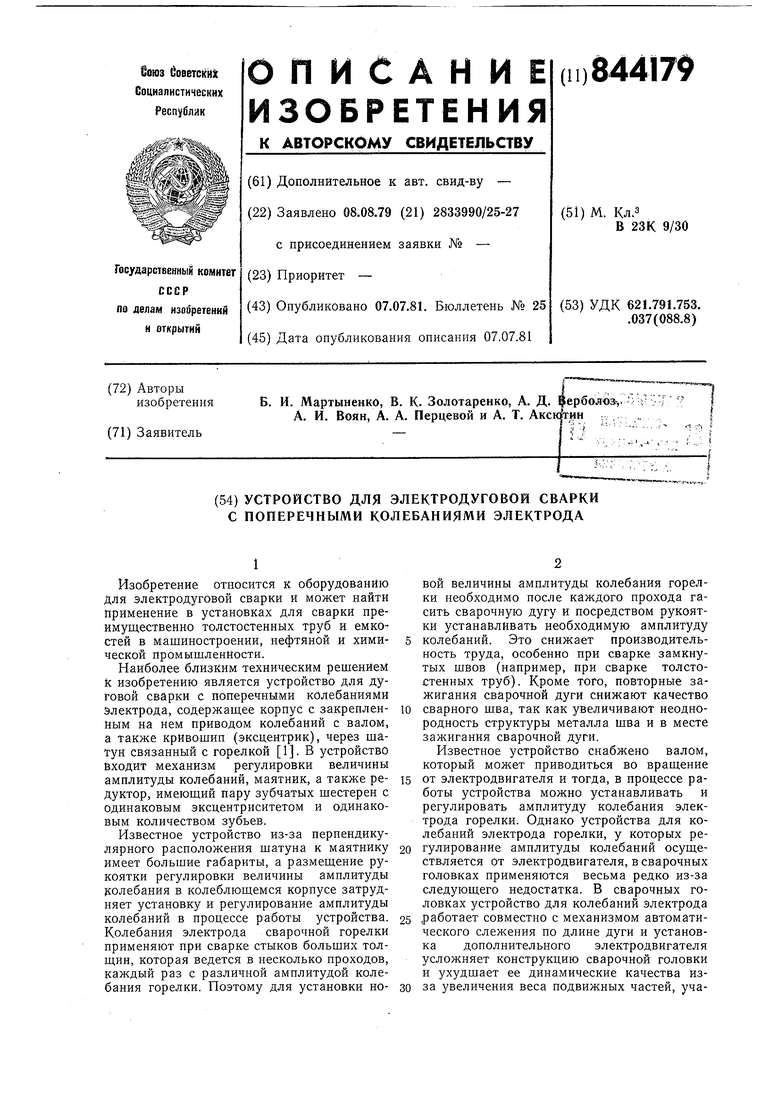

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки кольцевых швов | 1985 |
|
SU1263476A1 |
| Устройство для сварки неповоротных стыков труб | 1977 |
|
SU722710A1 |
| Устройство для колебаний сварочной горелки | 1980 |
|
SU912437A1 |
| Устройство для дуговой сварки с колебаниями электрода | 1979 |
|
SU887097A1 |
| Устройство для колебания рабочего органа | 1975 |
|
SU554105A1 |
| Устройство для сварки криволинейных швов по копиру | 1981 |
|
SU1047642A1 |
| Устройство для автоматической сварки с колебаниями электрода | 1984 |
|
SU1194626A1 |
| Устройство для шлифовки торцов пружин | 1985 |
|
SU1310172A1 |
| Устройство для электродуговой сварки | 1975 |
|
SU782975A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |
фуг. 2
